00192368-01.pdf - 第11页
Nachrüstanleitung/Betriebsanleitung Vakuum-Tooling für HS -50 Ausgabe 12/00 3 Funktionsbeschreibung 11
Vakuum-Tooling für HS-50 Nachrüstanleitung/Betriebsanleitung
3 Funktionsbeschreibung Ausgabe 12/00
10
(der Option) schaltet das Vakuum ein.
– Der Hubtisch fährt weiter hoch und die Oberplatte des Werkzeuges wird von unten federnd
gegen die LP gedrückt.
– Der Hubtisch erreicht die Position "oben" -> Die LP wird angesaugt und liegt nun eben auf
der Oberplatte des Werkzeuges auf -> die Bestückung beginnt.
2. LP-Ansaugung aufheben und LP ausfahren:
– Die Bestückung ist beendet, die LP ist noch im Transport geklemmt und das Vakuum ist
vorhanden
-> das Signal "Hubtisch nach unten" erfolgt.
– Das Magnetventil schaltet das Vakuum ab.
– Ist die Zeitverzögerung für "Vakuum abgebaut" abgelaufen, fährt der Hubtisch mit dem Va-
kuum-Tooling nach unten.
– "Hubtisch unten" wird aktiviert -> die LP wird in die Ausgabe transportiert.
(LQVWHOOHQGHV=HLWLQWHUYDOOV]XP$EEDXHQGHV9DNXXPV
– Stecken Sie die Tastatur an den Maschinencontroller an.
– Legen Sie die Boot-Diskette in den Maschinencontroller ein.
– Schalten Sie den Bestückautomaten am Hauptschalter ein.
– Das Zeitintervall wird angezeigt und kann verändert werden
Eingabebereich 0 ... 2000ms
Default-Wert 750 ms
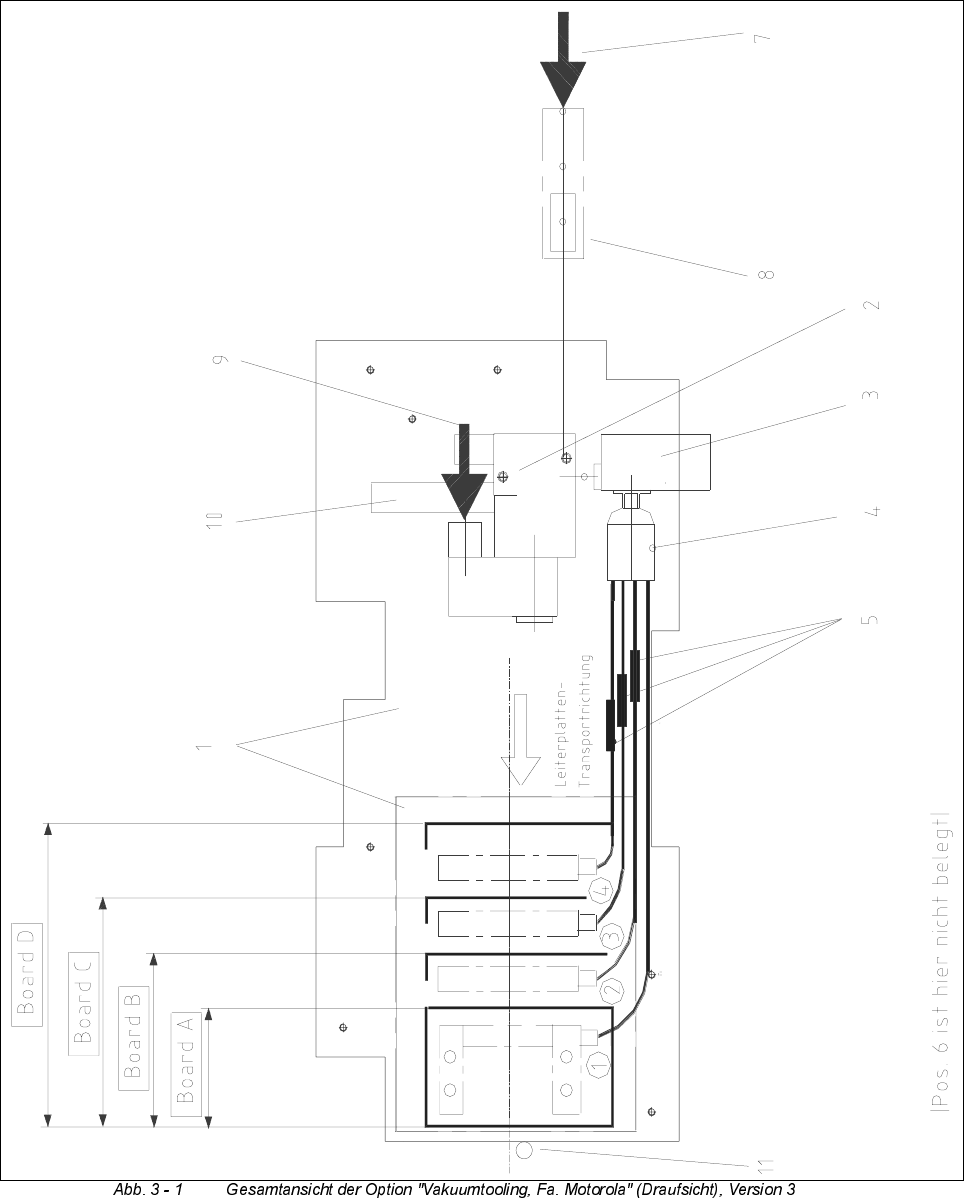
/HJHQGH]XPIROJHQGHQ%LOG
1 Werkzeug mit Grundplatte der Option
2 Magnetventil
3 Vakuumerzeugung (je nach Ausführung)
4 Mehrfachverteiler für Vakuumzweige (nur bei Version 1 und 3 vorhanden)
5 Absperrhahn bzw. Sperrventile für Vakuumzweige (je nach Version)
6 Y-Verbinder (2 Stück, nur bei Version 2 vorhanden)
7 Schnittstelle Druckluft:
Anschluß an den externen Druckluftzweig 5,5 bar
8 Steckkupplung Druckluft
9 Schnittstelle Elektrik: Anschluß an die Spannungsversorgung/Ansteuerung der Option
10 Schalldämpfer
11 Stopper des Leiterplattentransportes
Nachrüstanleitung/Betriebsanleitung Vakuum-Tooling für HS-50
Ausgabe 12/00 3 Funktionsbeschreibung
11
Vakuum-Tooling für HS-50 Nachrüstanleitung/Betriebsanleitung
3 Funktionsbeschreibung Ausgabe 12/00
12
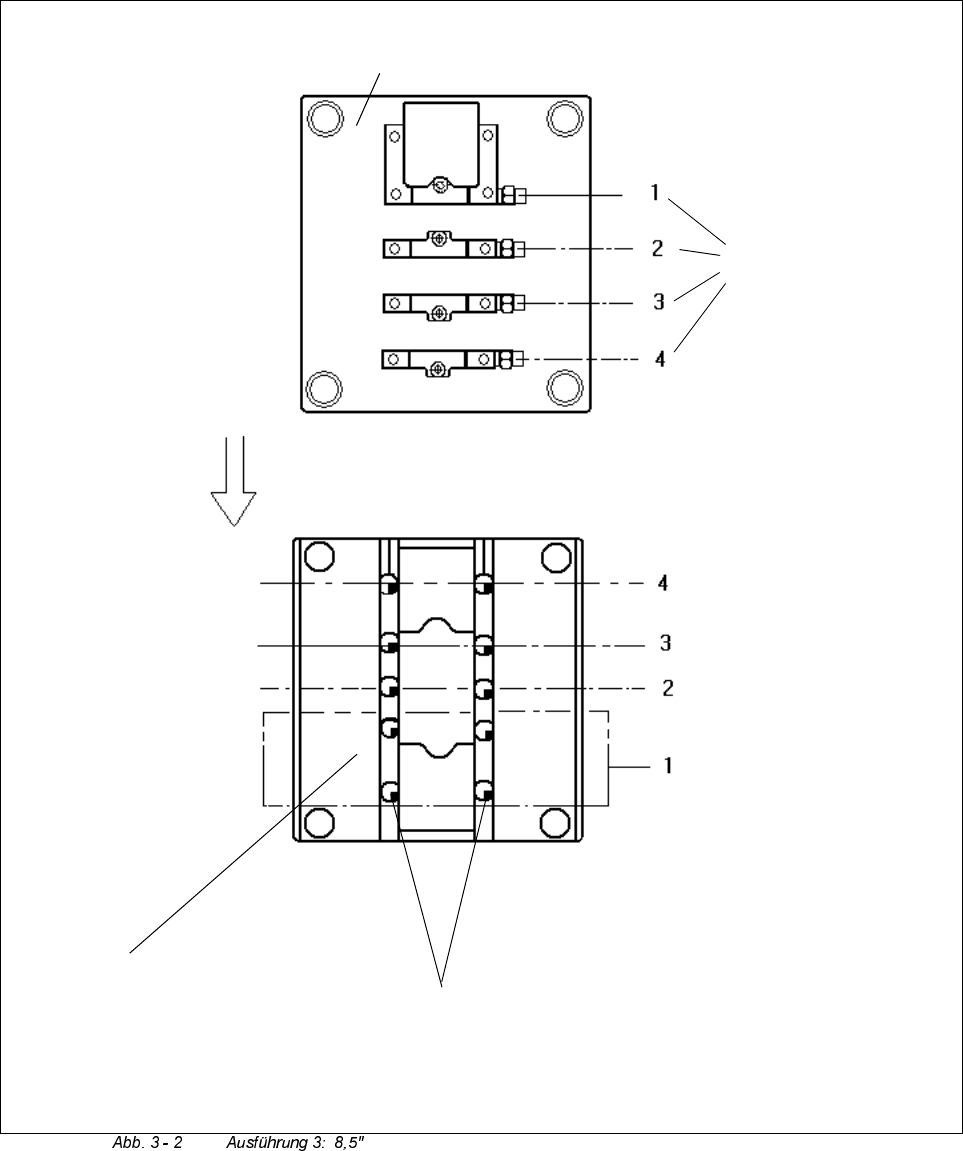
Saugnäpfe
Oberplatte des Werkzeuges
(Ansicht von oben)
LP-Transport-
richtung
Oberplatte des Werkzeuges
(Ansicht von unten)
Anschluß der
Vakuumzweige