N7201A001C.pdf - 第115页
CM602-L 参考手册 2.2 生产设定 Pa ge 2-17 2.2.4 供料器整体更换 在整体交换台车的安装 和拆下时使用。对画 面功能进行说明。 ∗ 关于整体交换台车的安 装、拆卸方法,请参 照 操作手册 “3. 生产材料的设置 ” 。 a. [ 整体交换开始 ] • 头的退避等,进行整体 更换前所必要的动作 。 b. [ 供料器基座上升 ] • 使整体交换台车的供料 器基座上升。 c. [ 供料器基座下降 ] • 使整体交换台…
CM602-L
参考手册
2.2
生产设定
Page 2-16
C)
多功能吸头
可以变更设定在吸头上的吸嘴。
∗
多功能吸头的标准规格附带吸嘴交换器。
∗
选择吸头,从交换器当中选择要设定的吸嘴。
a. [
无吸嘴
]
•
清除
(
无吸嘴
)
安装在所选择的
pos
上的吸嘴
信息。
b. [
不一致无吸嘴
]
•
选择未设置在吸嘴交换器内的吸嘴时,将清除
(
无吸嘴
)
该
pos
的吸嘴信息。
c. [
取下吸嘴
]
•
把安装到吸头上的吸嘴全部返回到交换器。
d. [
挡板开
/
挡板闭
]
•
打开或关闭吸嘴交换器的挡板。
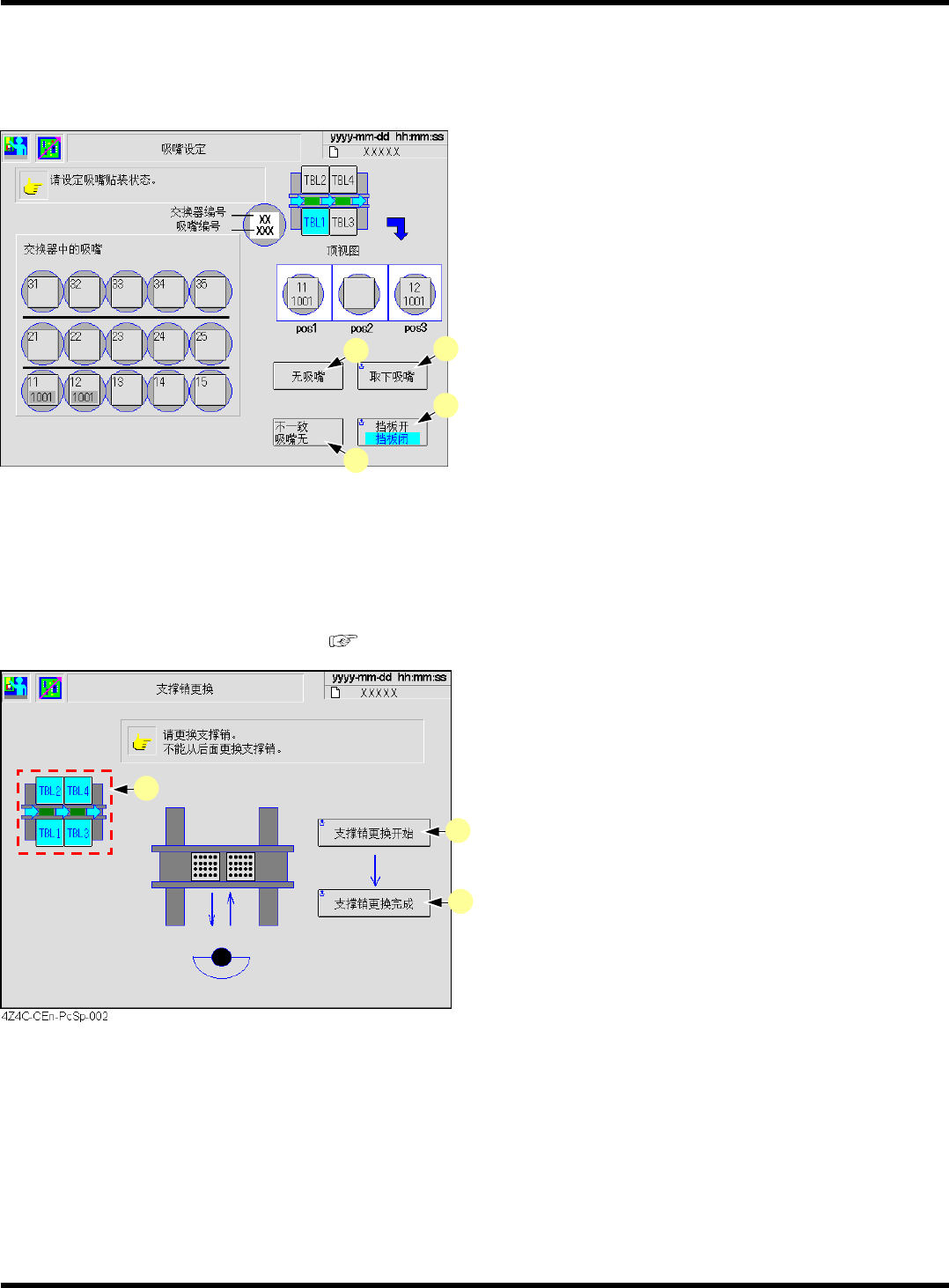
2.2.3
支撑销更换
与基板支撑块一起更换支撑销。
∗
关于交换方法,请参照
操作手册
“5.
生产基板的变更
”
。
a. [TBL1] [TBL2] [TBL3] [TBL4]
•
选择要进行支撑销更换的工作台。
b. [
支撑销更换开始
]
•
将传送带宽度调至最大,基板支撑块上升,变
成可从前面侧拉出的状态。
c. [
支撑销更换完成
]
•
基板支撑块下降,传送带宽度返回到原来的状
态。
EJM8A-C-RMC02-A01-00
a
b
c
EJM8A-Pc-0020
a
c
b
d
CM602-L
参考手册
2.2
生产设定
Page 2-17
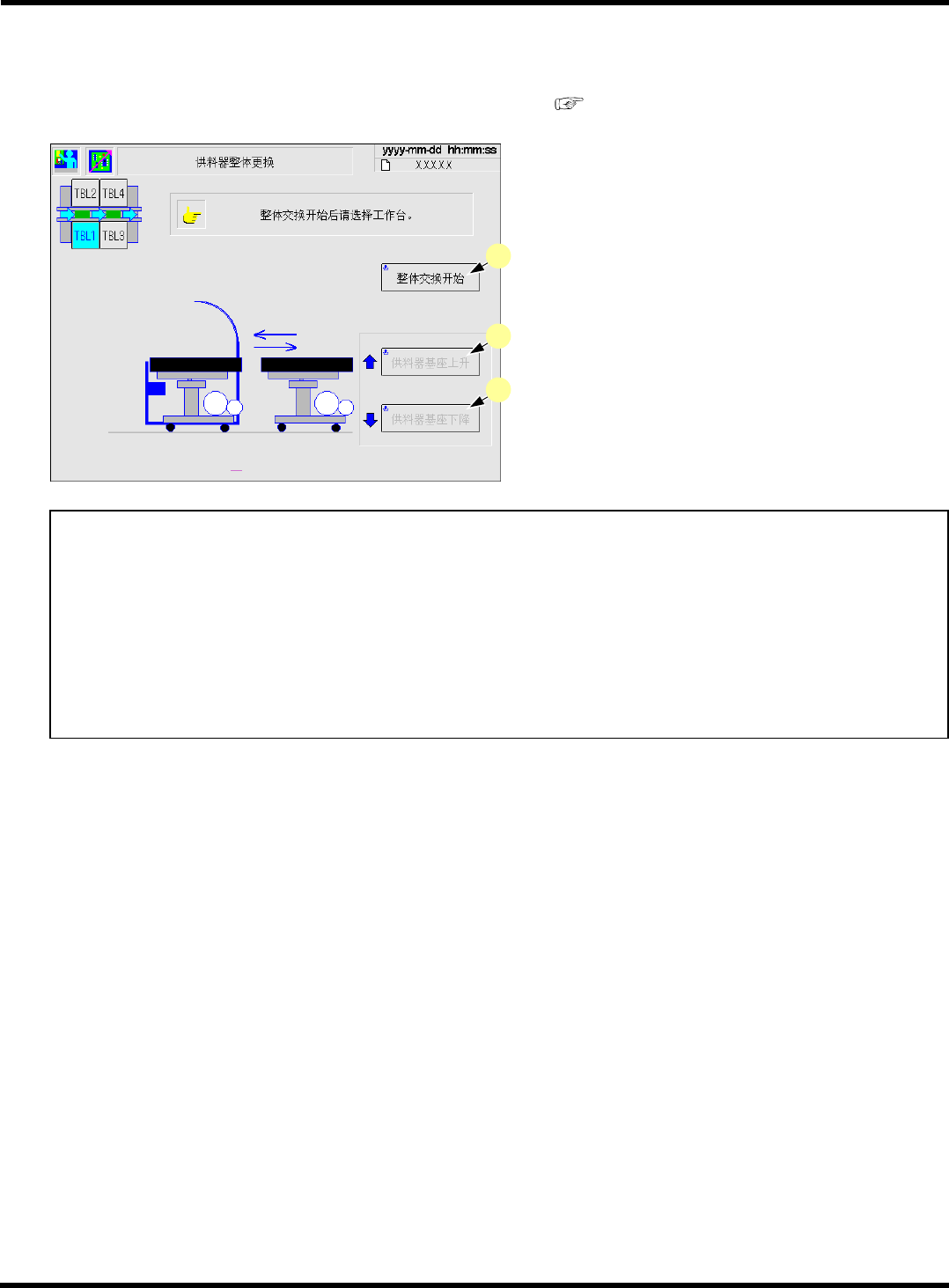
2.2.4
供料器整体更换
在整体交换台车的安装和拆下时使用。对画面功能进行说明。
∗
关于整体交换台车的安装、拆卸方法,请参照
操作手册
“3.
生产材料的设置
”
。
a. [
整体交换开始
]
•
头的退避等,进行整体更换前所必要的动作。
b. [
供料器基座上升
]
•
使整体交换台车的供料器基座上升。
c. [
供料器基座下降
]
•
使整体交换台车的供料器基座下降。
通知
下降时,为了确保安全,只在整体交换台车被插入到机器的状态时
(
安装时
)
发挥功能。
在机器外部下降时,需先卸下连接电缆。
在高速吸头
(12
吸嘴
)
上使用双式编带供料器之左右轨道同时进给功能时,需要如下条
件。
•
双式编带供料器的软件版本要求
:
版本
5.00
或以上版本
•
整体交换台车的软件版本要求
:
版本
1.20
或以上版本
EJM8A-C-RMC02-A01-00
EJM4A-Pc-0005
a
b
c
CM602-L
参考手册
2.2
生产设定
Page 2-18
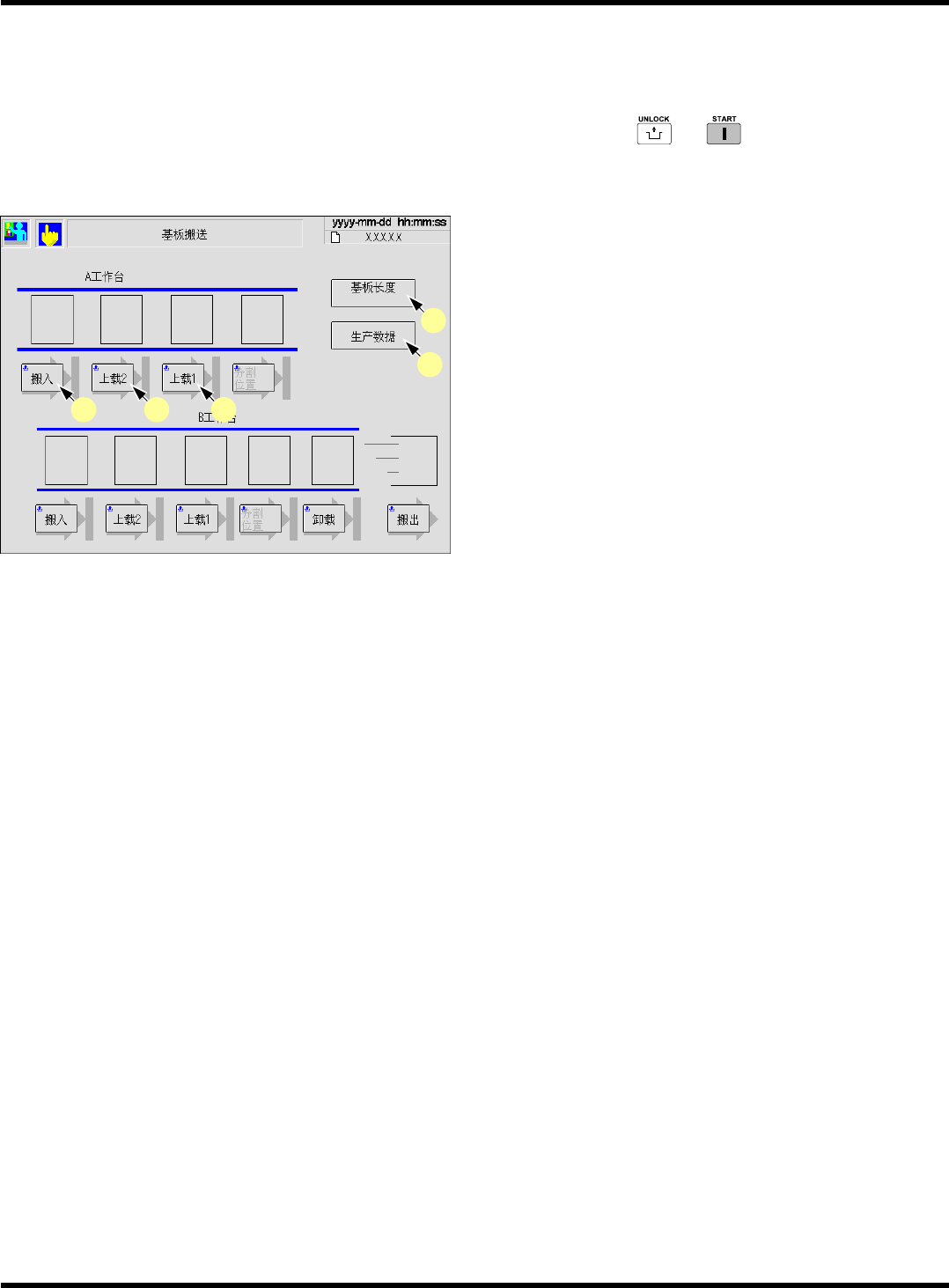
2.2.5
基板搬送
进行基板搬入、由
A
工作台至
B
工作台的移动、往后工序搬出的逐个工序。
•
传送带上的基板用绿色的长方形表示,移动过程中闪烁显示。
∗
在生产设定菜单上按
[
基板搬送
]
后,确认伺服开关为
ON
后,按
→
。
显示
[
基板搬送
]
画面。
a. [
基板长度
]
•
每按一次,按照
50 mm ~ 240 mm, 241 mm ~
330 mm, 331 mm ~ 510 mm
的顺序切换。
根据基板尺寸,可搬送的位置
(
实装位置、待
机位置等
)
有所不同。
b. [
生产数据
]
•
按此处,基板长度将会变为现在的生产数据之
基板尺寸。
<A
工作台
>
c. [
搬入
]
•
从前工序往
A
工作台待机传送带位置搬入基
板。
d. [
上载
2]
•
往第
2
贴装位置搬送基板。
∗
基板长度为
241 mm ~ 330 mm
及
331 mm ~
510 mm
时,不能使用
[
上载
2]
的贴装位置。
(
显示的颜色将变为灰色,就不能选择。
)
B
工作台的
[
上载
2]
也是同样。
e. [
上载
1]
•
往第
1
贴装位置搬送基板。
∗
关于
B
工作台,请参照下一页。
EJM8A-Ma-0004
c d e
b
a
EJM8A-C-RMC02-A01-00