SIPLACE D3 规格说明书英文版.pdf - 第15页
15 Placement Heads Nozzle Changers Technical Data The number of nozzle changers for the Collect & Place he ads depends on the number of gantries in the placement area: - up to four nozzle changers may be installed in…
14
Placement Heads
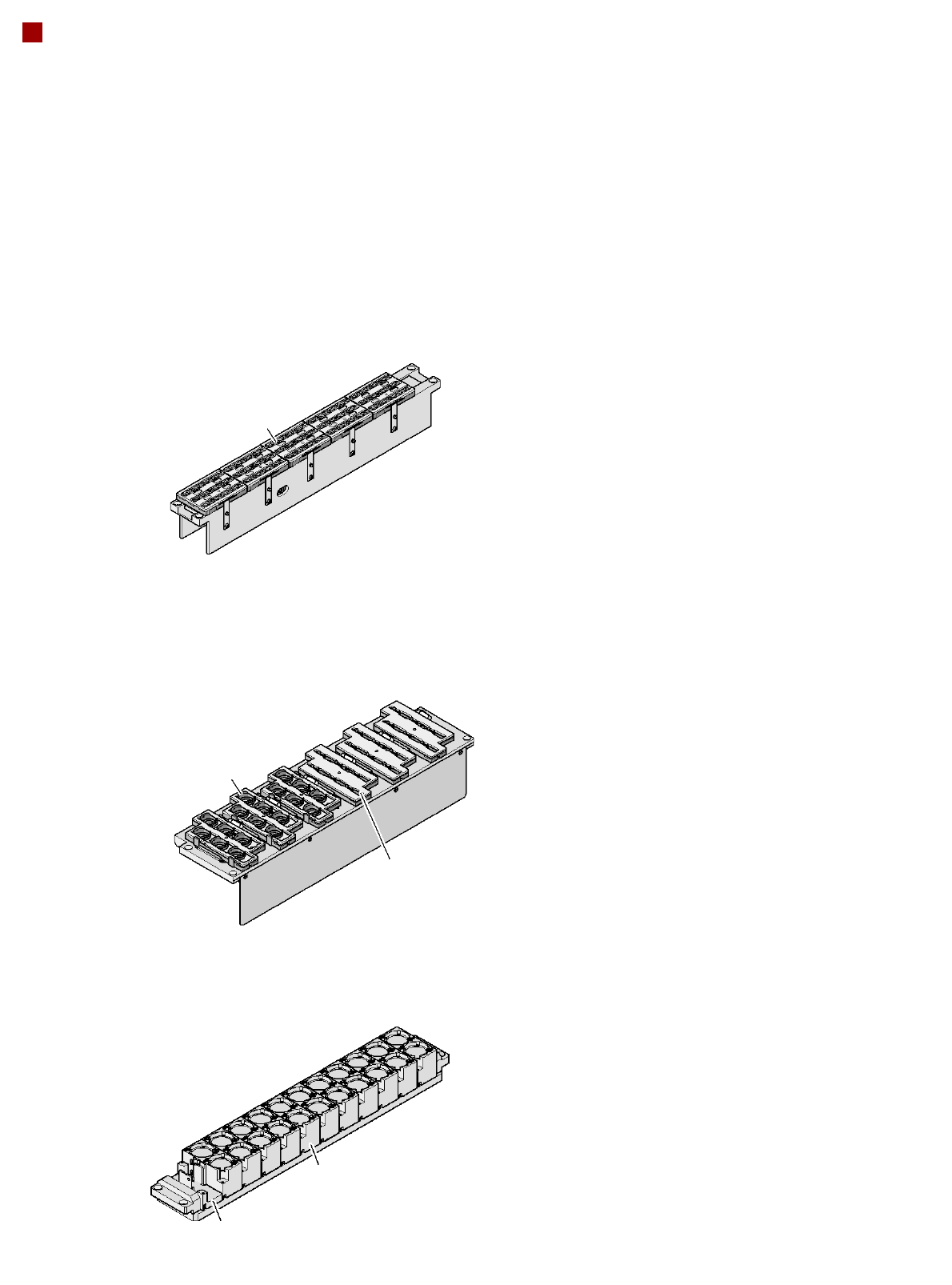
Nozzle Changers
Description
Nozzle changers increase
the flexibility of placement
heads when processing dif-
ferent components. The noz-
zle configuration can be
quickly modified for new
placement jobs. Exactly
defined positions and the per-
fect seating of the nozzle in
the garage guarantee mini-
mal radial eccentricity at the
placement head.
Magazine for 6
type 9xx nozzles
Magazine for 12
type 9xx nozzles
Nozzle changer for the
12-nozzle Collect&Place head (NCH12)
(5 magazines in total
60 nozzle holders)
Nozzle changer for the
6-nozzle Collect&Place head (NCH6)
(6 magazines in total
36 nozzle holders)
Magazine for 6
type 8xx nozzles
Magazine for two
standard nozzles
Magazine for one
special nozzle, gripper
Nozzle changer for the
TwinHead
15
Placement Heads
Nozzle Changers
Technical Data
The number of nozzle changers for the Collect&Place heads depends on the number of gantries in the placement
area:
- up to four nozzle changers may be installed in the placement area with two gantries
- up to three nozzle changers may be installed in the placement area with one gantry
Nozzle changer for the 12-nozzle Collect&Place head
Dimensions (length x width x height) 449 x 62.7 x 77.7 mm³
Number of magazines min. 1 / max. 5, each with 12 nozzle holders
Nozzle types 9xx
Compressed air connection 0.48 MPa (4.8 bar)
Nozzle changer for the 6-nozzle Collect&Place head
Dimensions (length x width x height) 448 x 122.5 x 97.7 mm³
Number of magazines min. 1 / max. 6, each with 6 nozzle holders
Nozzle types 8xx, 9xx
Compressed air connection 0.48 MPa (4.8 bar)
Nozzle changers for the SIPLACE TwinHead
Dimensions (length x width x height) 448 x 68.5 x 49 mm³
Number of magazines a maximum of 12, each with two nozzle hold-
ers at locations 1 and 3
a maximum of 10, each with two nozzle hold-
ers at locations 2 and 4
Number of nozzle holders May be freely configured
Nozzle types 4xx with adapter
5xx (standard)
9xx with adapter
Special nozzle, gripper
16
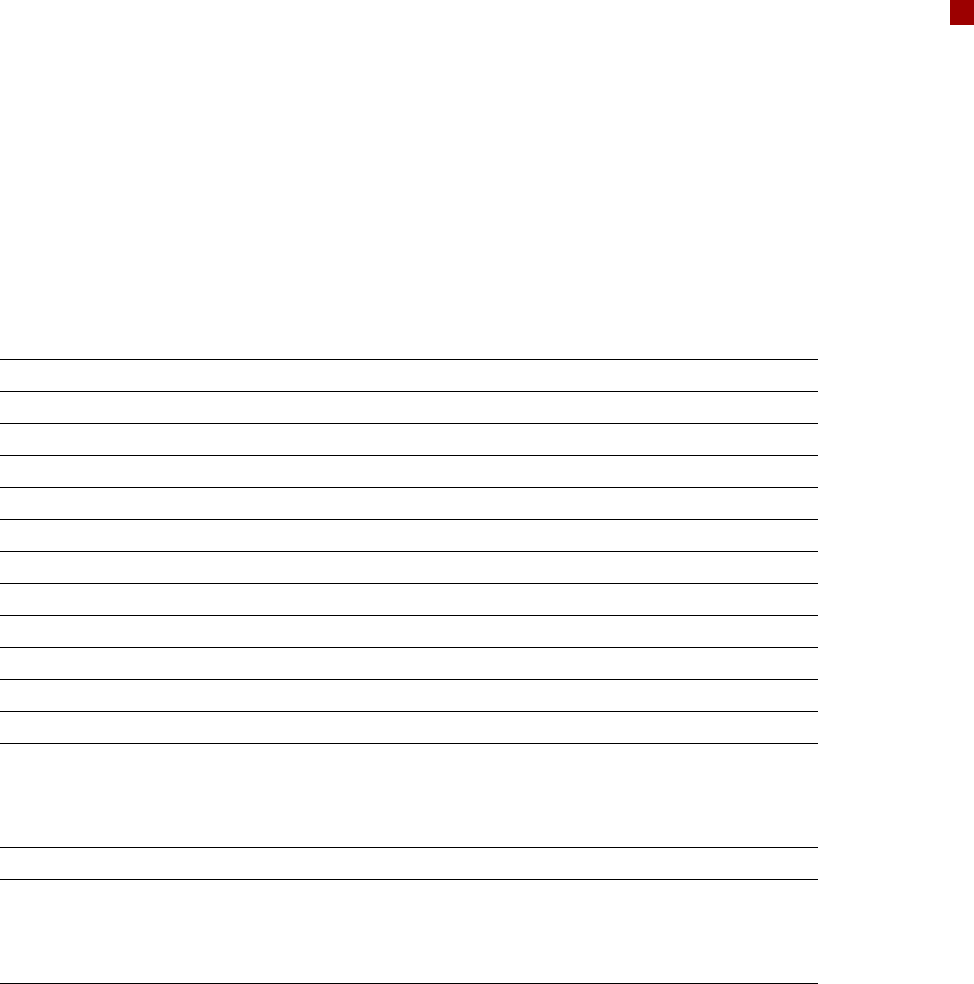
PCB Conveyor
Overview
Conveyor principle
If the board has reached the
placement area and passed
a light barrier, it is braked. An
additional laser light barrier
determines the position of
the board. As soon as the cir-
cuit board has reached its
target position, the conveyor
belt is stopped and the board
is clamped from below. The
placement process then
starts immediately. Move-
ment and clamping of the
PCBs are monitored.
The conveyor can be easily
matched to many different
PCB widths by the automatic
electrical width adjustment.
The fixed conveyor rail may
be located on the left or right
for both the flexible dual con-
veyor and the single con-
veyor.
Single conveyor
On the single conveyor,
PCBs are moved one after
the other into the placement
machine and placed on a
conveyor track.
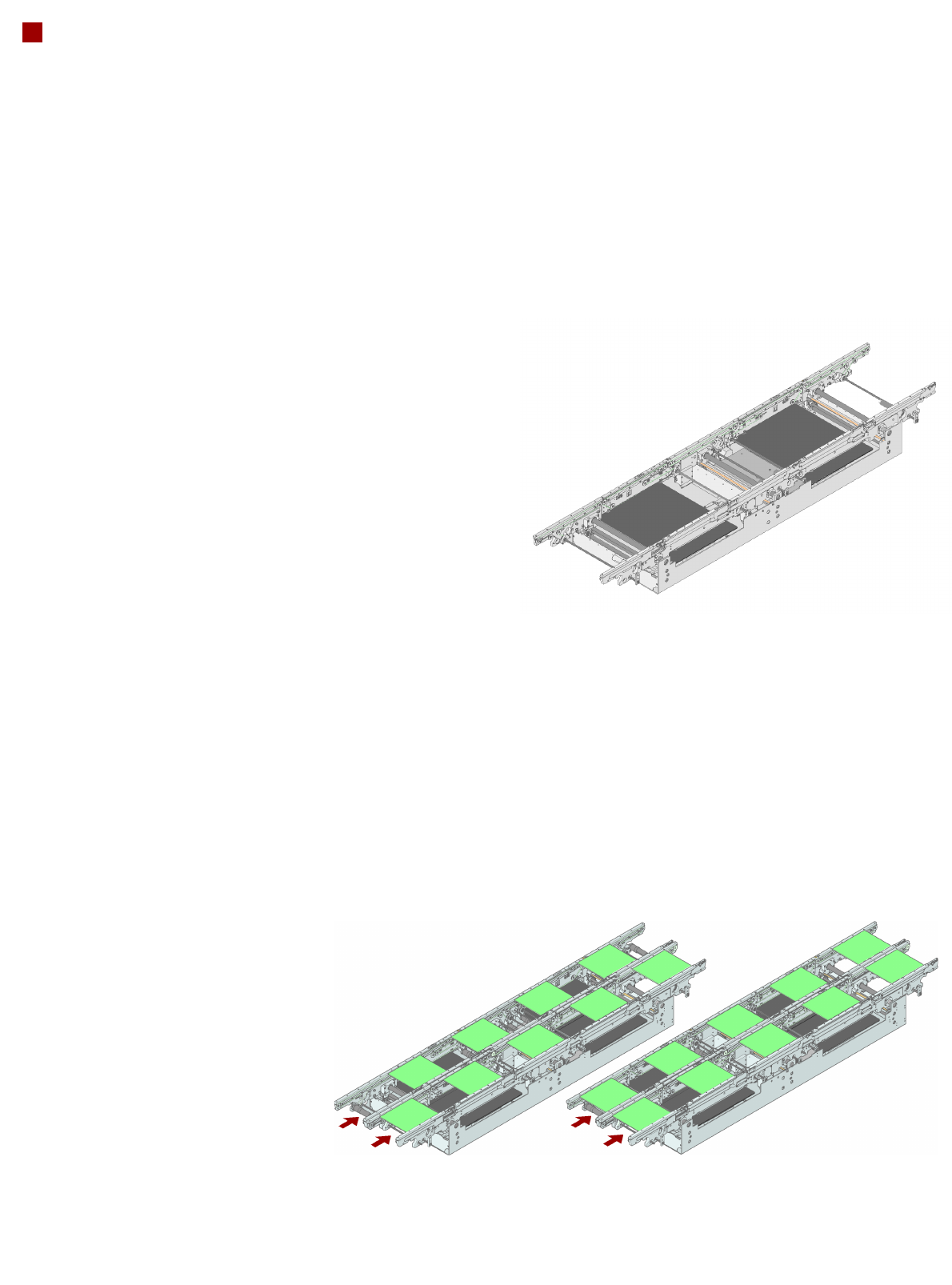
Flexible dual conveyor
To keep the range of PCBs
to be processed as wide as
possible - whilst maintaining
maximum productivity - the
flexible SIPLACE dual con-
veyor allows you to choose
between single conveyor
mode and dual conveyor
mode.
In dual conveyor mode, two
PCBs are moved into the
placement machine and
placed either simultaneously
(synchronous operation) or
alternately (asynchronous
operation).
In synchronous mode, two
PCBs are moved into the
placement position at the
same time. They are
processed as a
common panel. This
allows the top and bottom of
PCB to be processed on the
same line and, for products
with very different compo-
nents to be placed, the com-
mon optimization of all the
components to be placed on
both PCBs makes it possible
to increase output.
In asynchronous mode,
only one PCB in a transport
track is processed. At the
same time, another PCB in
the second transport track is
moved into the placement
position. This saves the full
conveying time of one PCB,
thus considerably increasing
performance, particularly for
PCBs with a short cycle time.
The placement process
starts as soon as one PCB is
transported into the pro-
cessing area.
Conveyor buffer
SIPLACE PCB conveyors
have three buffer zones. If
shorter waiting times occur in
a placement area (due to lon-
ger cycle times in the oven,
for example), the down-
stream placement areas can
continue to work since the
unaffected area can easily
access the PCB that is wait-
ing in the buffer zone. This
increases the true output of
the placement line.
Flexible dual conveyor:
asynchronous mode
Flexible dual conveyor:
synchronous mode
Single conveyor