N7201A053C.pdf - 第91页
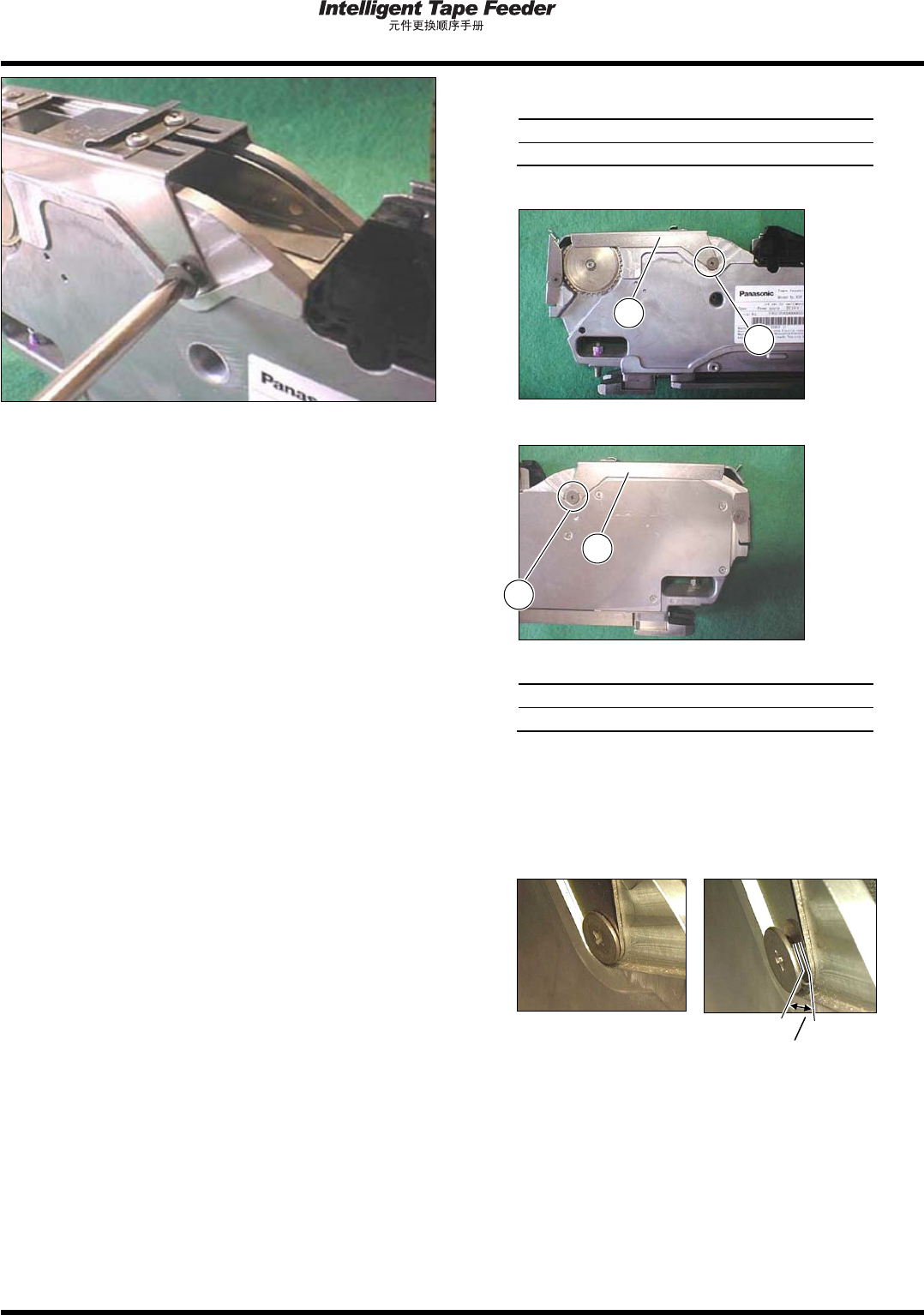
2.3 前侧板、进给间距变更板 INTF-C-PEA02-A01-03 Page 2-7 2.3 前侧板、进给间距变更板 使用工具 十字螺丝刀 ( 位号码 1 、位号码 2) 拆卸 1. 用十字螺丝刀拆卸前侧固定螺钉 。 2. 用十字螺丝刀拆卸进给间距变更板螺钉 。 拆卸前侧固定螺钉和进给间距变更板 螺钉的状 态 INTF-241P INTF-239P 1 INTF-240P 2
2.2
压紧编带盖
Page 2-6 INTF-C-PEA02-A01-03
2.
紧固两侧螺钉
。
拧紧扭矩
80 cN·m (
10 cN·m)
L
侧
R
侧
名称
压紧编带盖
L
侧
/R
侧两侧的间隙都要紧固
(
如照片
a)
。
紧固状态如照片
b
时,压紧编带盖的动作将会
变得不顺畅。
(
好的例子
) (
不好的例子
)
照片
a
照片
b
INTF-222P
INTF-223P
间隙
INTF-183P
INTF-184P
1
2
INTF-185P
1
2
2.3
前侧板、进给间距变更板
INTF-C-PEA02-A01-03 Page 2-7
2.3
前侧板、进给间距变更板
使用工具
十字螺丝刀
(
位号码
1
、位号码
2)
拆卸
1.
用十字螺丝刀拆卸前侧固定螺钉
。
2.
用十字螺丝刀拆卸进给间距变更板螺钉
。
拆卸前侧固定螺钉和进给间距变更板螺钉的状
态
INTF-241P
INTF-239P
1
INTF-240P
2
2.3
前侧板、进给间距变更板
Page 2-8 INTF-C-PEA02-A01-03
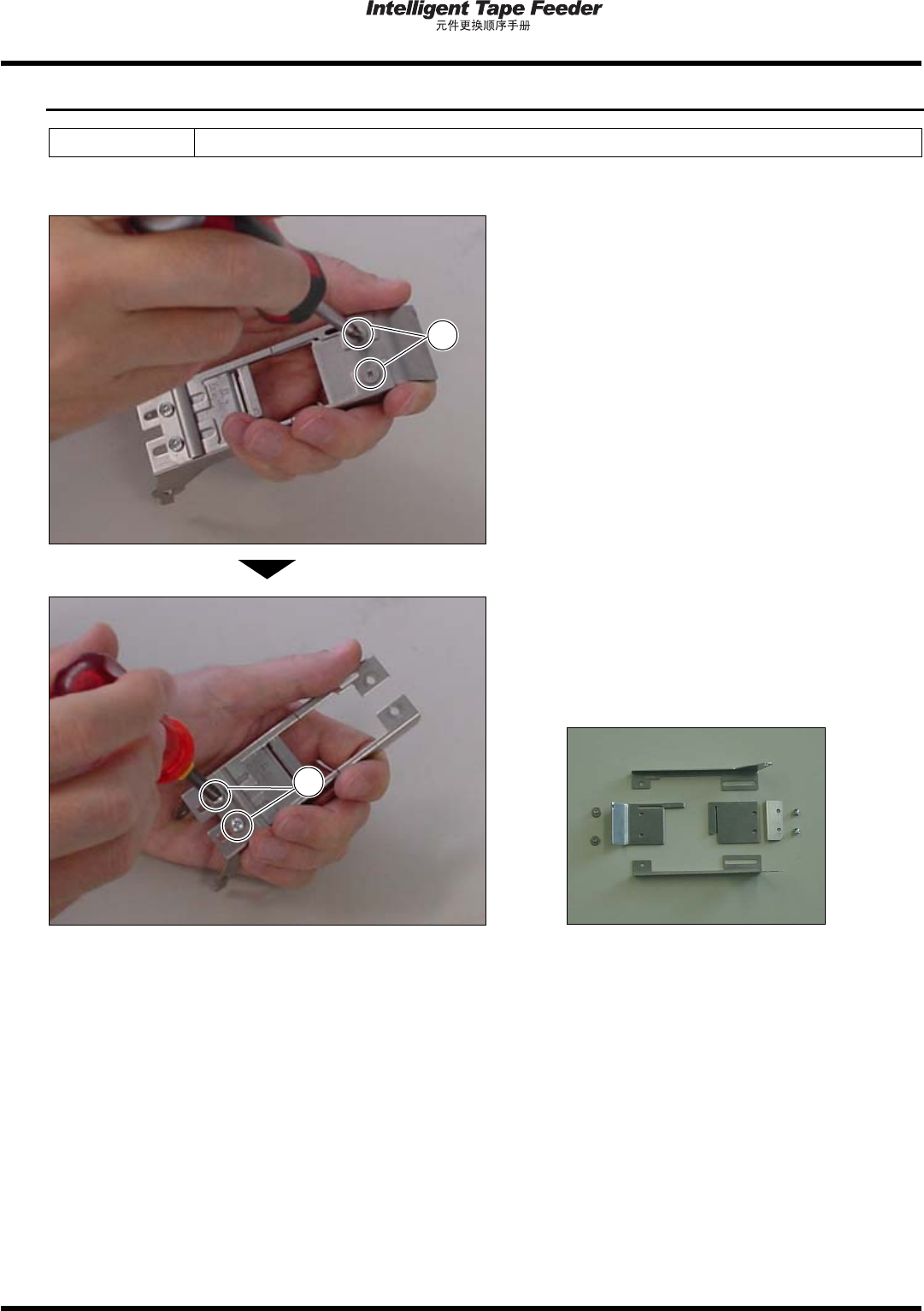
安装
1.
安装进给间距变更板螺钉
。
请使全部螺钉处于暂时固定状态。正式拧紧后,
压紧编带盖将难以与主体安装。
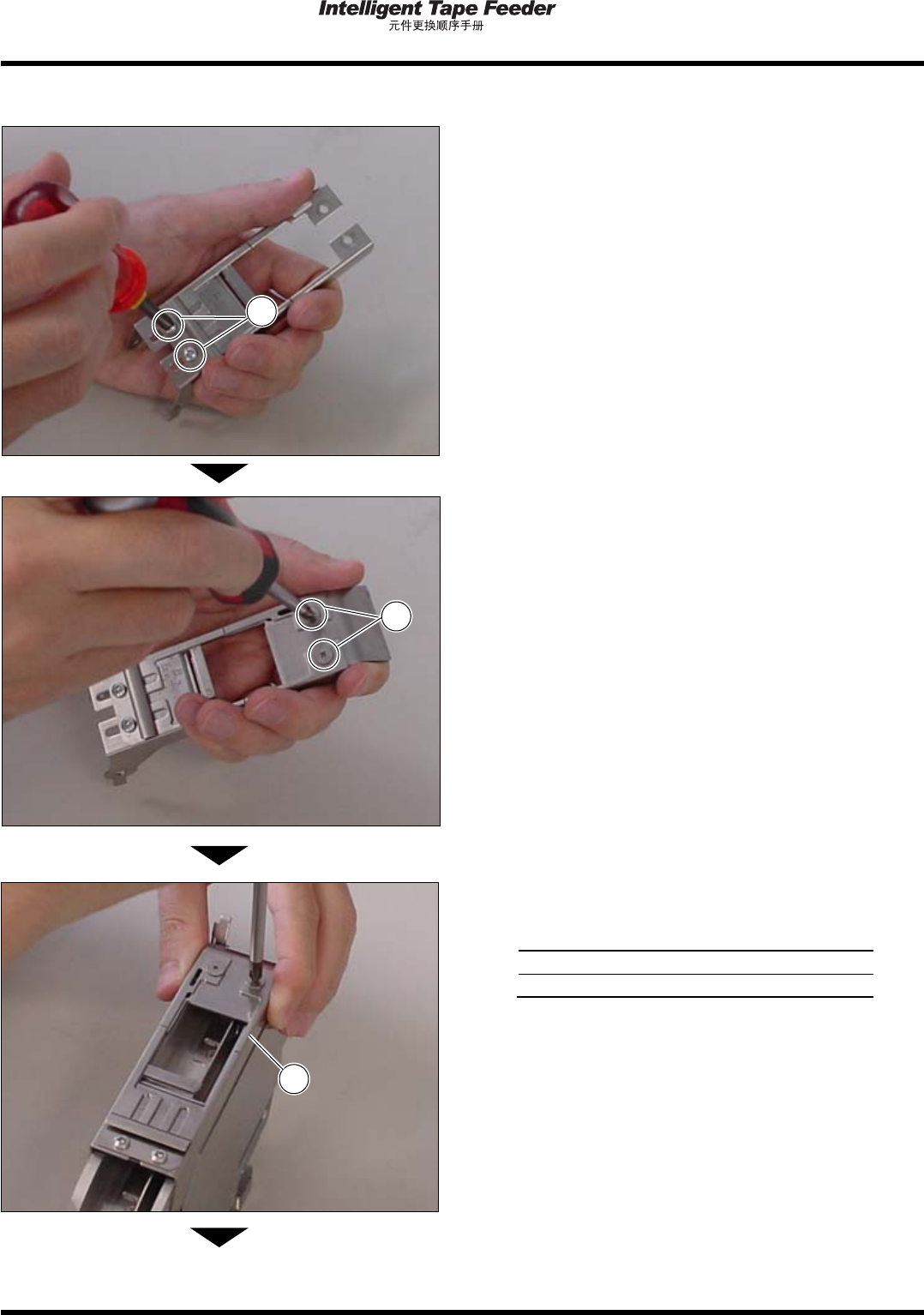
2.
安装前侧固定螺钉
。
3.
用单手轻轻压下压紧编带盖
,并拧紧螺
钉。
(
前侧、后侧都要拧紧
)
拧紧扭矩
100 cN·m (
10 cN·m)
下一页
INTF-239P
2
INTF-240P
1
INTF-242P
3