KD-2077_QA表.pdf - 第54页
QA表 NO. 1 (1/2) NO. 1 (2/2) 机 种 ① 左 侧 速度控制的 调 整 →从全 闭 状 态 ,打 开 1.5周。 试 胶 带 的 传 送 时间 ‥‥65~75mSec ② 右 侧 速度控制的 调 整 →从全 闭 状 态 ,打 开 2.5周。 • 试 胶 带传 送 时间 定 为规 定 时间 内。 ·因 为 在未 传 送完 带 的 时 候 开 始了下一个 传 送 动 作, 发 生了 传 送不足, 点胶径确 认 的 际…
QA表 NO. 24 (1/2) NO. 24 (2/2)
机种
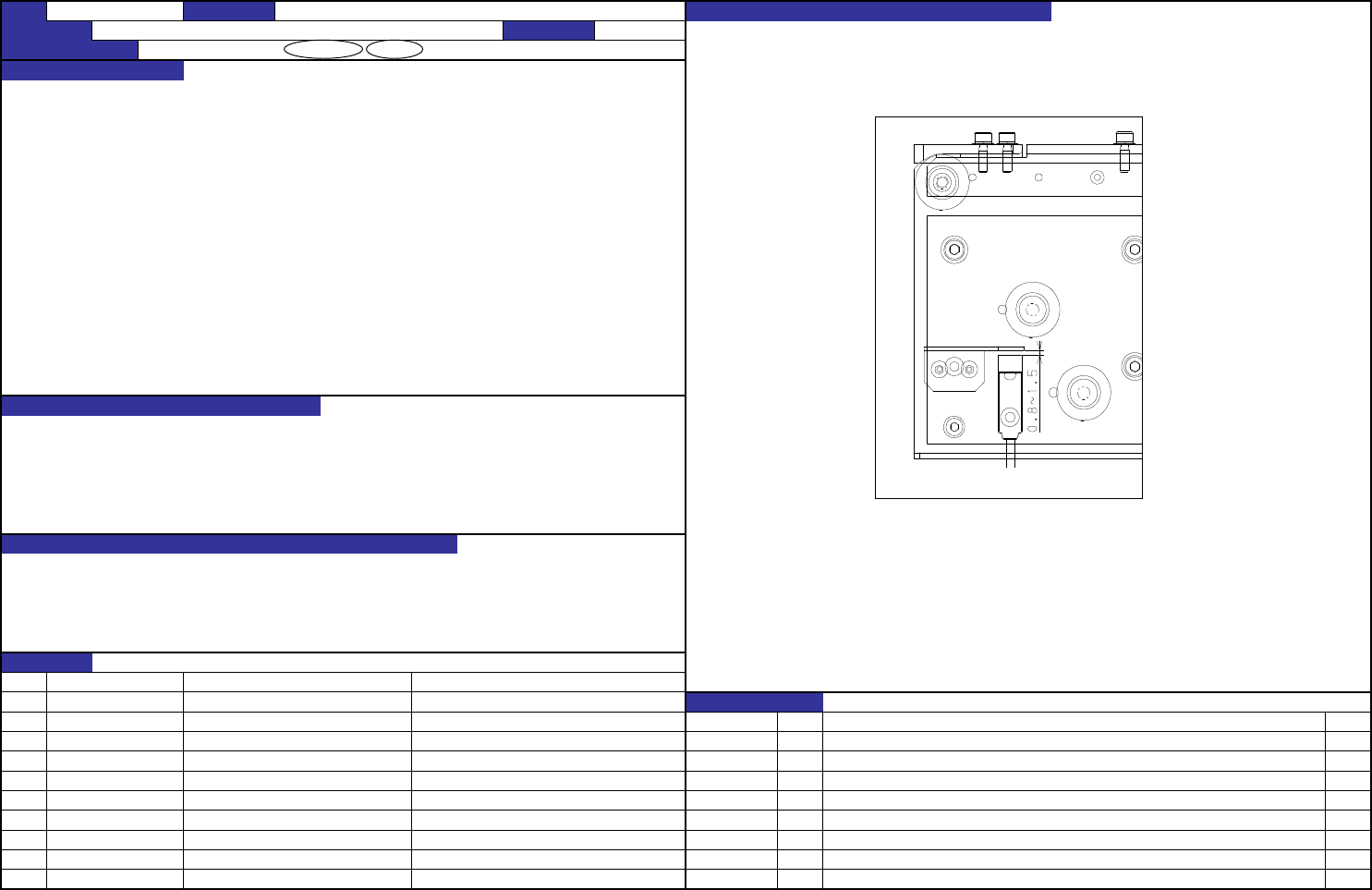
自动幅长传感器夹头的调整
在传感器夹头在传感器上面来之前移动可动侧轨道,
传感器与传感器上面的间隙为0.8~1.5mm(目标1.0mm)进行固定。
•AWC传感器夹头和传感器的间隙调整为0.8~1.5mm(目标1.0mm)。
•因自动幅长搬送幅变窄时,安装在制动上的传感器能检测出可动轨道的夹头,
并且为了传感器与夹头不发生冲突的最佳位置关系而调整它们之间的间隙。
•搬送幅变窄时传感器和夹头发生冲突。
•由于夹头
未检测出,制动器架和搬送轨道的冲突。
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
【5】-24
KD-2077 装置名称
传送 确认方法及调整方法(故障处理方法)
功能名称
编制日期
2007/11/29
质量保证类别
功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
预想故障(应规格调整值不良而发生的故障)
对象元件
变更履历
货号
品名
有关质量特性
内容
'07.11.29
新设
日期
QA表 NO. 1 (1/2) NO. 1 (2/2)
机种
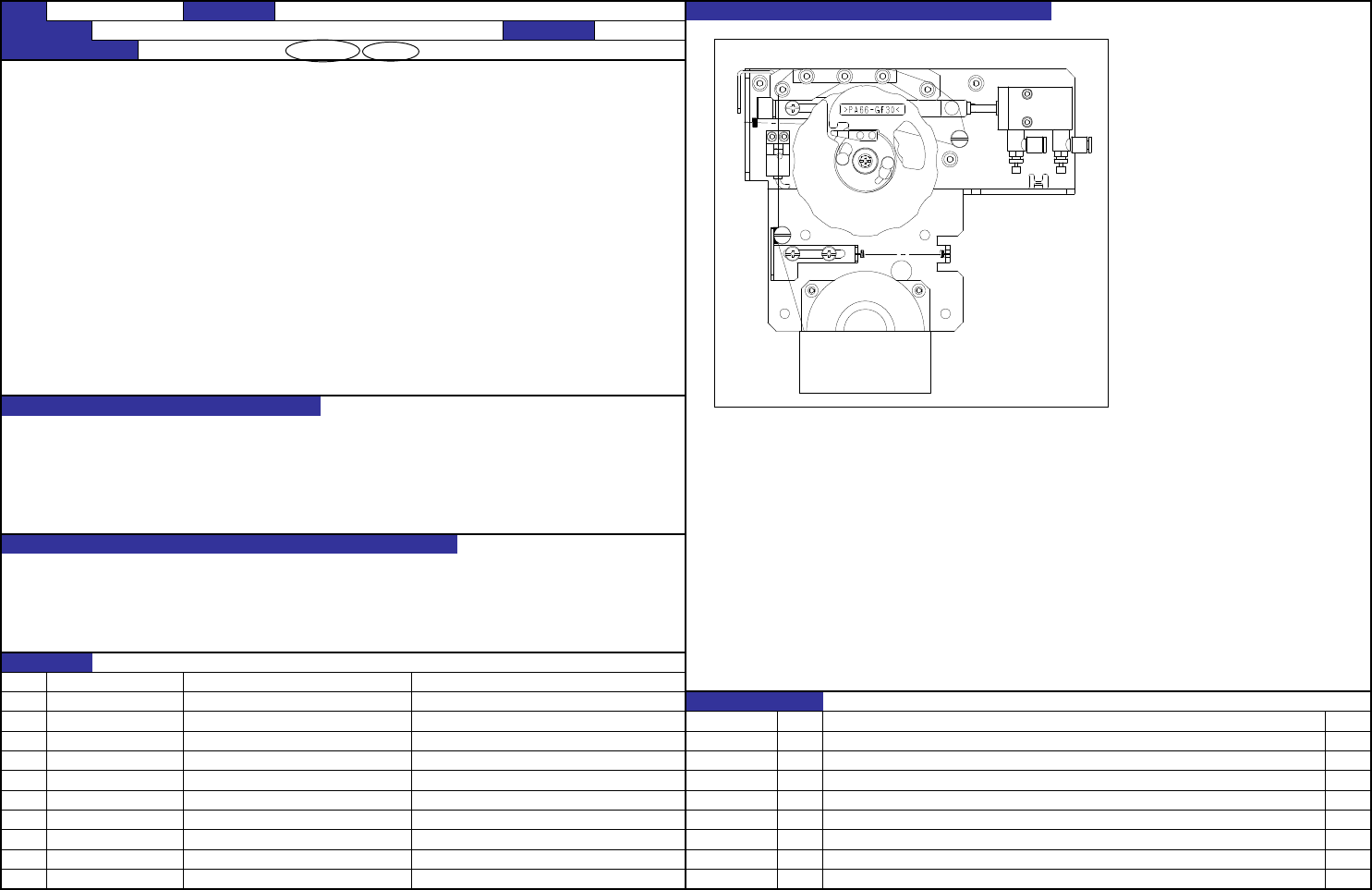
① 左侧速度控制的调整
→从全闭状态,打开1.5周。
试胶带的传送时间‥‥65~75mSec
② 右侧速度控制的调整
→从全闭状态,打开2.5周。
•试胶带传送时间定为规定时间内。
·因为在未传送完带的时候开始了下一个传送动作,发生了传送不足,
点胶径确认的际画像认识错误,或者发生二重点胶。
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
【6】-1
KD-2077 装置名称
试胶装置 确认方法及调整方法(故障处理方法)
功能名称
汽缸速度控制调整 编制日期
2007/11/29
质量保证类别
功能・安全性 / 可靠性 / 安全性 / 商品特点
功能作用(规格调整值的意义)
预想故障(应规格调整值不良而发生的故障)
对象元件
货号
品名
有关质量特性
PA1002008A0 汽缸
变更履历
内容
'07.11.29
新设
PC010508000 速度控制器
日期
QA表 NO. 2 (1/2) NO. 2 (2/2)
机种
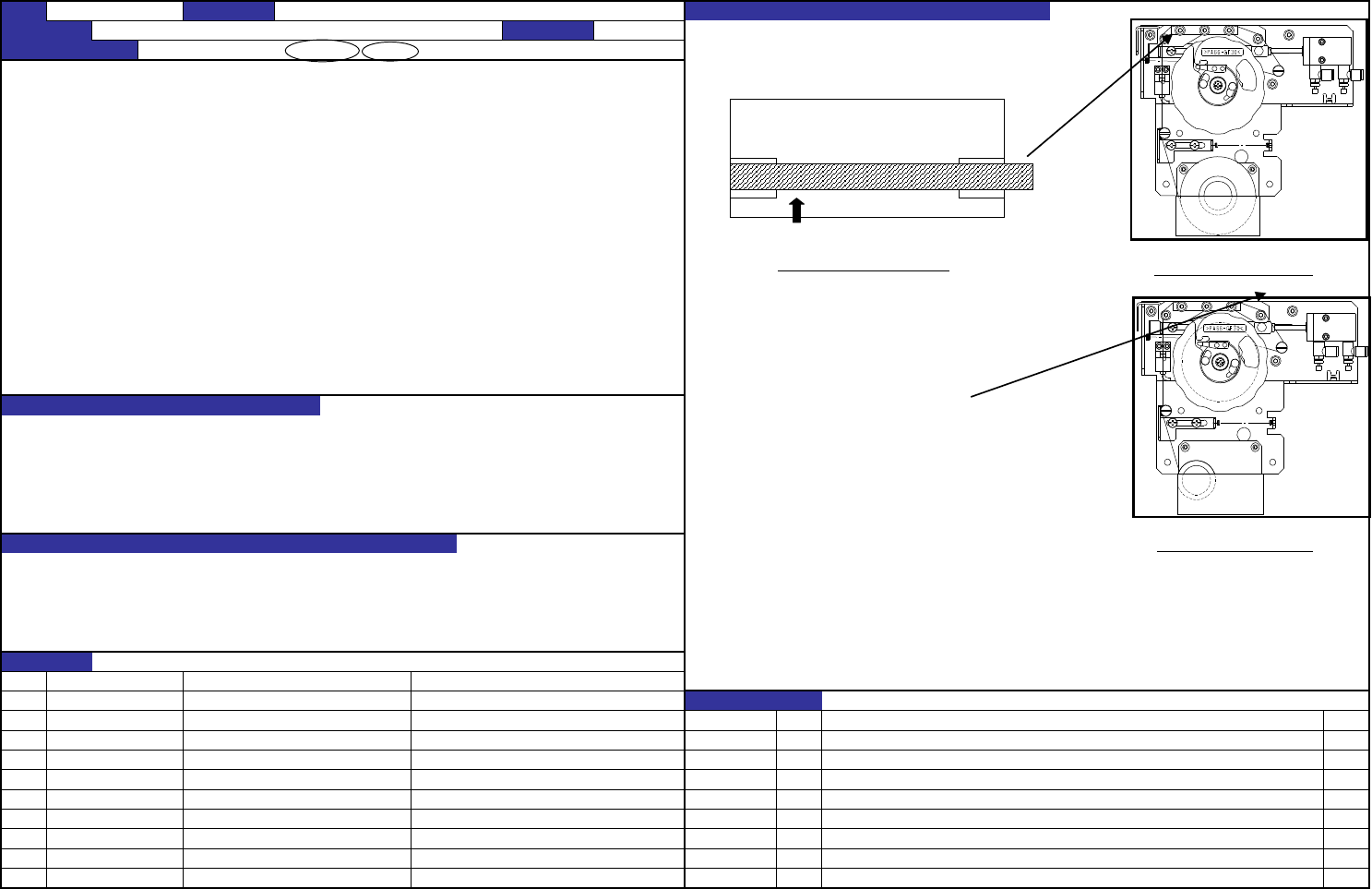
•设置带的剩余量多的(几乎未用)试胶带,测定4次的传送量,
确认平均值在规格调整值内。
•试胶带的传送量
→ 10
mm
正上方看BLANK RUN BASE的
图
剩余量多的试胶带的设置的图
•设置剩余量少(可能极少)的试胶带,测定4次的传送量,
确认平均值在规格调整值内。
•传送量在规格调整量范围外的情况下,
左右调整安装在汽缸的杆前端的部分。
※调整传送量,多时向左移动,少时向右移动。
•试胶时,为了完全除去试胶范围前次点胶的点。
剩余量少的试胶带的设置的图
•有效视野内有前次点胶的点,发生画像认识清楚。
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
【6】-2
KD-2077 装置名称
试胶装置 确认方法及调整方法(故障处理方法)
功能名称
试胶带传送量调整 编制日期
2007/11/29
质量保证类别
功能・安全性 / 可靠性 / 安全性 / 商品特点
功能作用(规格调整值的意义)
预想故障(应规格调整值不良而发生的故障)
对象元件
货号
品名
有关质量特性
40069328 UPPER CLAMP SP
弹簧定数:1.12[N/mm]
变更履历
内容
40069350 UNDER CLAMP SP
弹簧定数:0.05[N/mm]
'07.11.29
新设
40069333 DRIVE SP
弹簧定数:0.04[N/mm]
日期
行程和公差:20+0~1[mm]
PA1002008A0 AIR CYLINDER
弹簧定数:0.05[N/mm]
+2
0
这个棱线的延长位置上作记号,以棱线为记号测量传送量。