KD-2077_QA表.pdf - 第55页
QA表 NO. 2 (1/2) NO. 2 (2/2) 机 种 • 设 置 带 的剩余量多的(几乎未用) 试 胶 带 , 测 定4次的 传 送量, 确 认 平均 值 在 规 格 调 整 值 内。 • 试 胶 带 的 传 送量 → 10 mm 正上方看BLANK RUN BASE的 图 剩余量多的 试 胶 带 的 设 置的 图 • 设 置剩余量少(可能极少)的 试 胶 带 , 测 定4次的 传 送量, 确 认 平均 值 在 规 格 调 整…
QA表 NO. 1 (1/2) NO. 1 (2/2)
机种
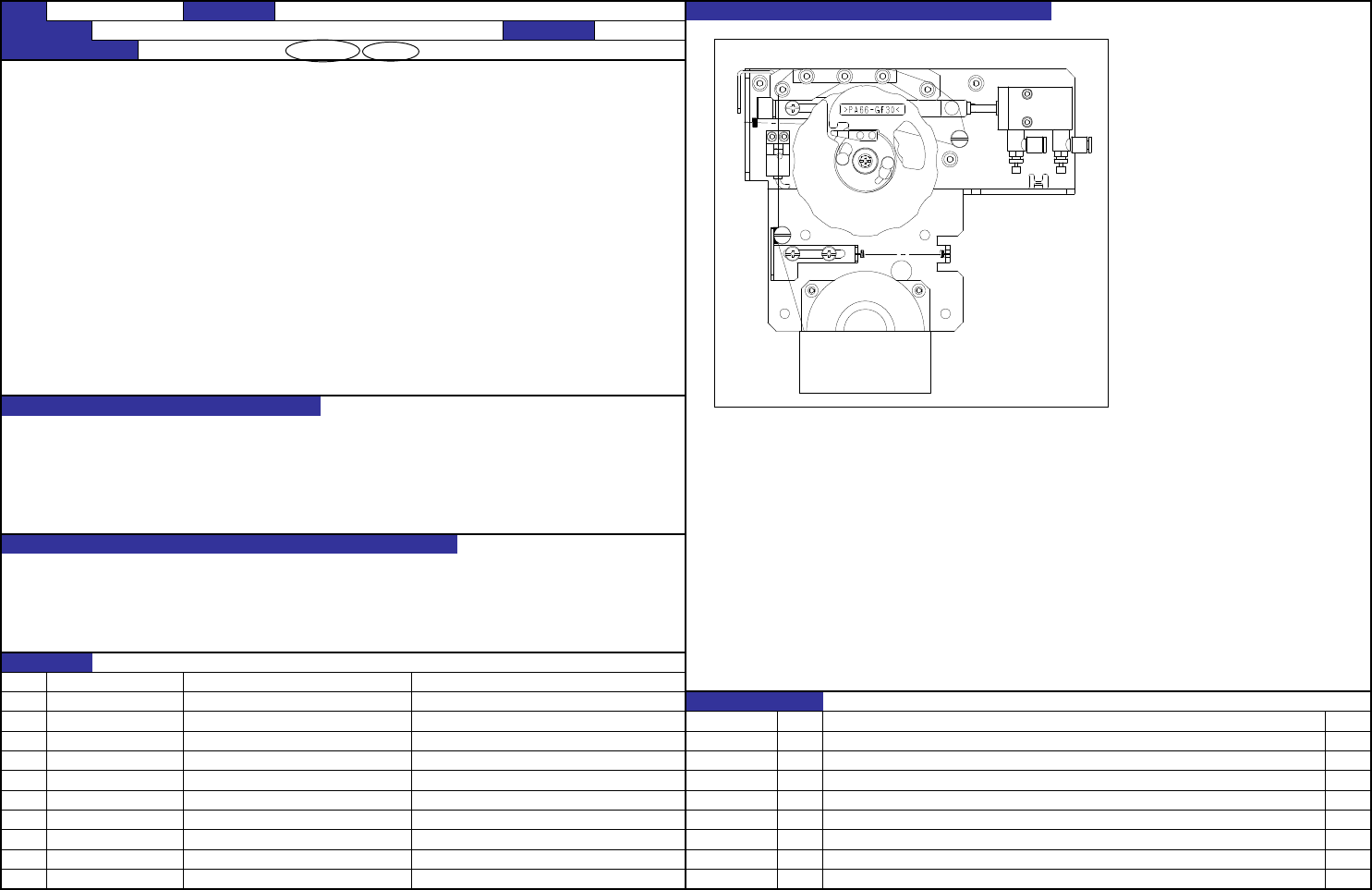
① 左侧速度控制的调整
→从全闭状态,打开1.5周。
试胶带的传送时间‥‥65~75mSec
② 右侧速度控制的调整
→从全闭状态,打开2.5周。
•试胶带传送时间定为规定时间内。
·因为在未传送完带的时候开始了下一个传送动作,发生了传送不足,
点胶径确认的际画像认识错误,或者发生二重点胶。
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
【6】-1
KD-2077 装置名称
试胶装置 确认方法及调整方法(故障处理方法)
功能名称
汽缸速度控制调整 编制日期
2007/11/29
质量保证类别
功能・安全性 / 可靠性 / 安全性 / 商品特点
功能作用(规格调整值的意义)
预想故障(应规格调整值不良而发生的故障)
对象元件
货号
品名
有关质量特性
PA1002008A0 汽缸
变更履历
内容
'07.11.29
新设
PC010508000 速度控制器
日期
QA表 NO. 2 (1/2) NO. 2 (2/2)
机种
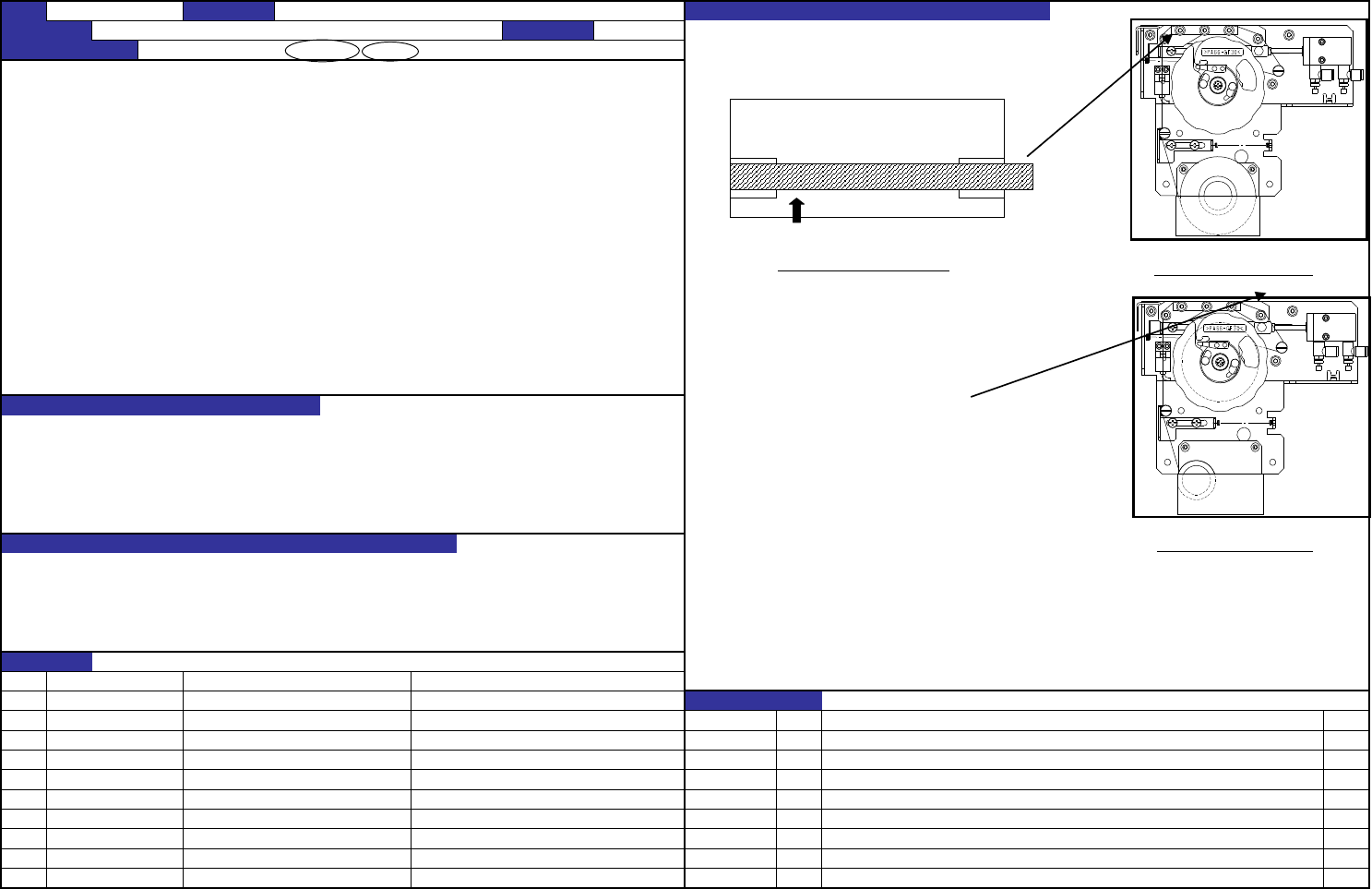
•设置带的剩余量多的(几乎未用)试胶带,测定4次的传送量,
确认平均值在规格调整值内。
•试胶带的传送量
→ 10
mm
正上方看BLANK RUN BASE的
图
剩余量多的试胶带的设置的图
•设置剩余量少(可能极少)的试胶带,测定4次的传送量,
确认平均值在规格调整值内。
•传送量在规格调整量范围外的情况下,
左右调整安装在汽缸的杆前端的部分。
※调整传送量,多时向左移动,少时向右移动。
•试胶时,为了完全除去试胶范围前次点胶的点。
剩余量少的试胶带的设置的图
•有效视野内有前次点胶的点,发生画像认识清楚。
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
【6】-2
KD-2077 装置名称
试胶装置 确认方法及调整方法(故障处理方法)
功能名称
试胶带传送量调整 编制日期
2007/11/29
质量保证类别
功能・安全性 / 可靠性 / 安全性 / 商品特点
功能作用(规格调整值的意义)
预想故障(应规格调整值不良而发生的故障)
对象元件
货号
品名
有关质量特性
40069328 UPPER CLAMP SP
弹簧定数:1.12[N/mm]
变更履历
内容
40069350 UNDER CLAMP SP
弹簧定数:0.05[N/mm]
'07.11.29
新设
40069333 DRIVE SP
弹簧定数:0.04[N/mm]
日期
行程和公差:20+0~1[mm]
PA1002008A0 AIR CYLINDER
弹簧定数:0.05[N/mm]
+2
0
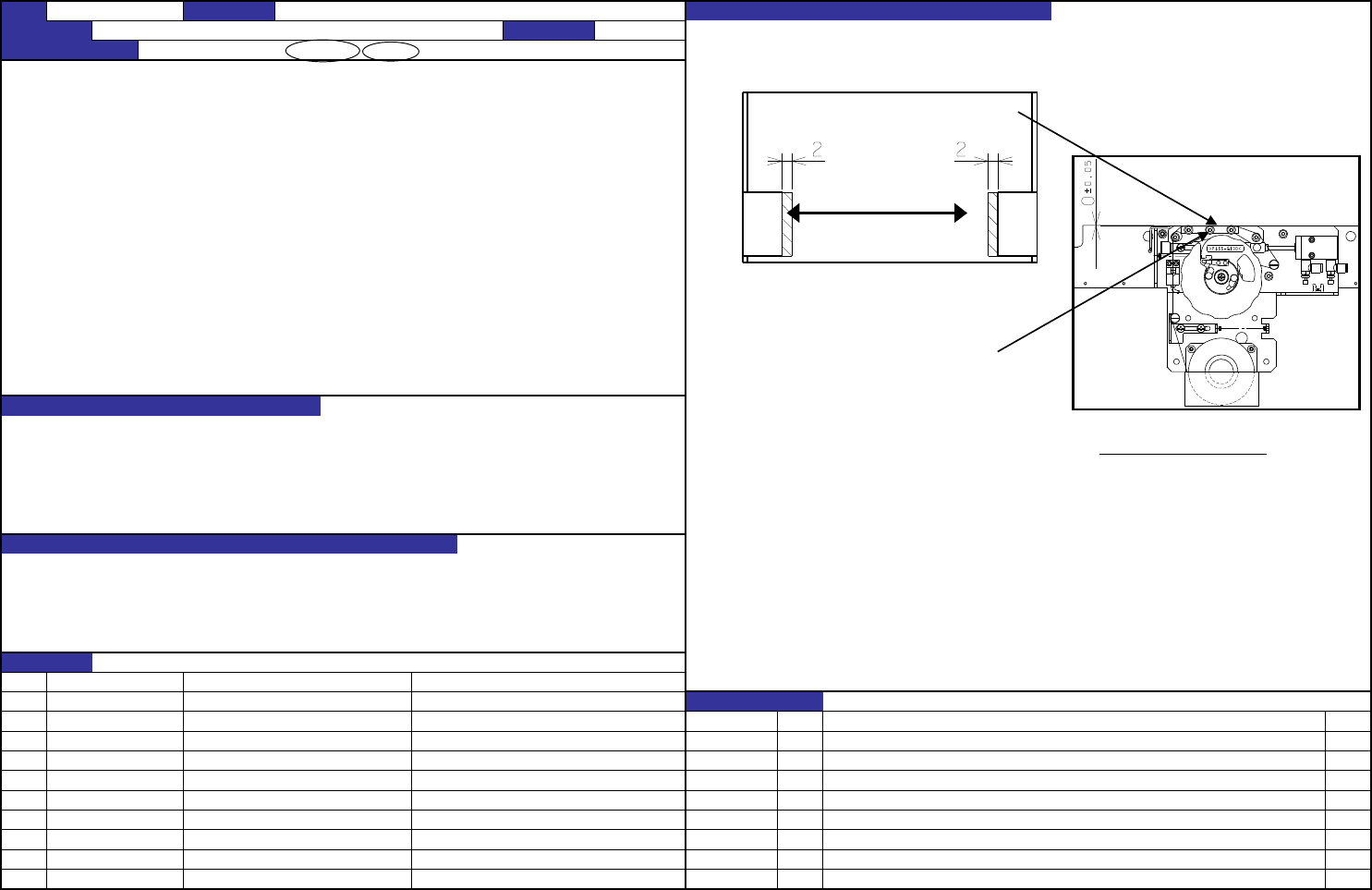
这个棱线的延长位置上作记号,以棱线为记号测量传送量。
QA表 NO. 3 (1/2) NO. 3 (2/2)
机种
•下图的除去棱线~棱线间的端(斜线部)的范围的高度用测微计测定,确定在规定调整值内。
•BLANK RUN BASE高度 →40069339(RAIL GUID 77 F)基准上0±0.05mm
•BLANK RUN BASE倾斜→X轴基准上棱线(左侧)~棱线(右线)范围内平行度在20μm范围以内
•上图的棱线~棱线间的范围的平行度用测微计测定,
确认在规格调整值内。
※高度、平行度一起,调整时松下3个固定螺丝,
用小的细管敲打微调整。
※用HEAD BODY的BMR安装用的龙头固定测微计的臂杆。
试
胶装置付着在搬送轨道上的图
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
【6】-3
KD-2077 装置名称
试胶装置 确认方法及调整方法(故障处理方法)
功能名称
BLANK RUN BASE高度、倾斜度调整 编制日期
2007/11/29
质量保证类别
功能・安全性 / 可靠性 / 安全性 / 商品特点
功能作用(规格调整值的意义)
预想故障(应规格调整值不良而发生的故障)
对象元件
货号
品名
有关质量特性
40069330 BLANK RUN BASE
变更履历
内容
'07.11.29
新设
日期