XP142E 机械手册MEC-XP142-2.1S.pdf - 第29页
2. 机器主体 MEC-XP142-2.1S 20 XP-142E 机械手册 光源 使用频闪灯的前光方式。 定位相机 读取生产电路板的基准定位点, 并进行坐标补正的照相机。 2.2.4 电路板搬运关系 搬运轨道 从机器外部取入生产电路板,贴 装元件后送出到机器外。 2.2.5 电气控制关系 操作面板 由运转和操作机器所需的按钮和 触摸屏式监控器构成。 控制箱 装有控制机器所必需的电路板、 电路。 此外,机器上装载有为了安装必 要的软件的…
MEC-XP142-2.1S 2. 机器主体
XP-142E 机械手册 19
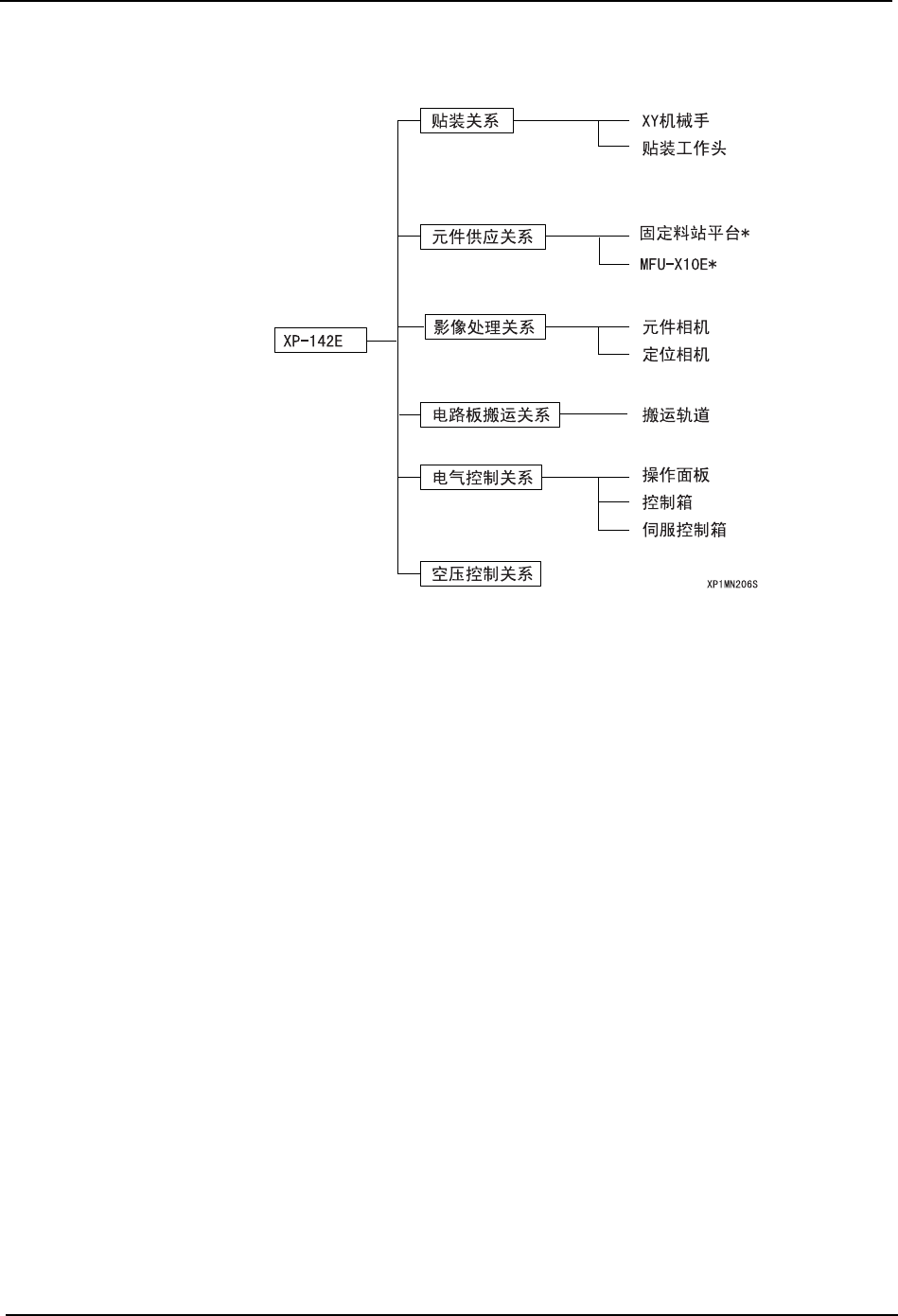
2.2 各部分的功能
* ∶固定料站平台/ MFU-X10E 为机器制造时的选项,其中的一个单元被装载在机器上。
2.2.1 贴装关系
XY 机械手
在 XY 机械手上装有贴装工作头,可向 X 方向以及 Y 方向移动。
贴装工作头
在贴装工作头上装有定位相机和多个吸嘴头。
在吸嘴头上安装的吸嘴,由θ轴,Z 轴和 R 轴的独立马达来控制。
2.2.2 元件供应关系
固定料站平台
可装载50个(以8mm宽计算)带装供料器。
MFU-X10E( 多供料器单元 )
是装载带装供料器的单元,能够从机器上脱卸。
2.2.3 影像处理关系
元件相机
识别被吸取在吸嘴上的元件形状和尺寸的照相机。
本机器上搭载有 1 台 CCD 照相机。
2. 机器主体 MEC-XP142-2.1S
20 XP-142E 机械手册
光源
使用频闪灯的前光方式。
定位相机
读取生产电路板的基准定位点,并进行坐标补正的照相机。
2.2.4 电路板搬运关系
搬运轨道
从机器外部取入生产电路板,贴装元件后送出到机器外。
2.2.5 电气控制关系
操作面板
由运转和操作机器所需的按钮和触摸屏式监控器构成。
控制箱
装有控制机器所必需的电路板、电路。
此外,机器上装载有为了安装必要的软件的软盘驱动器和硬盘驱动器。
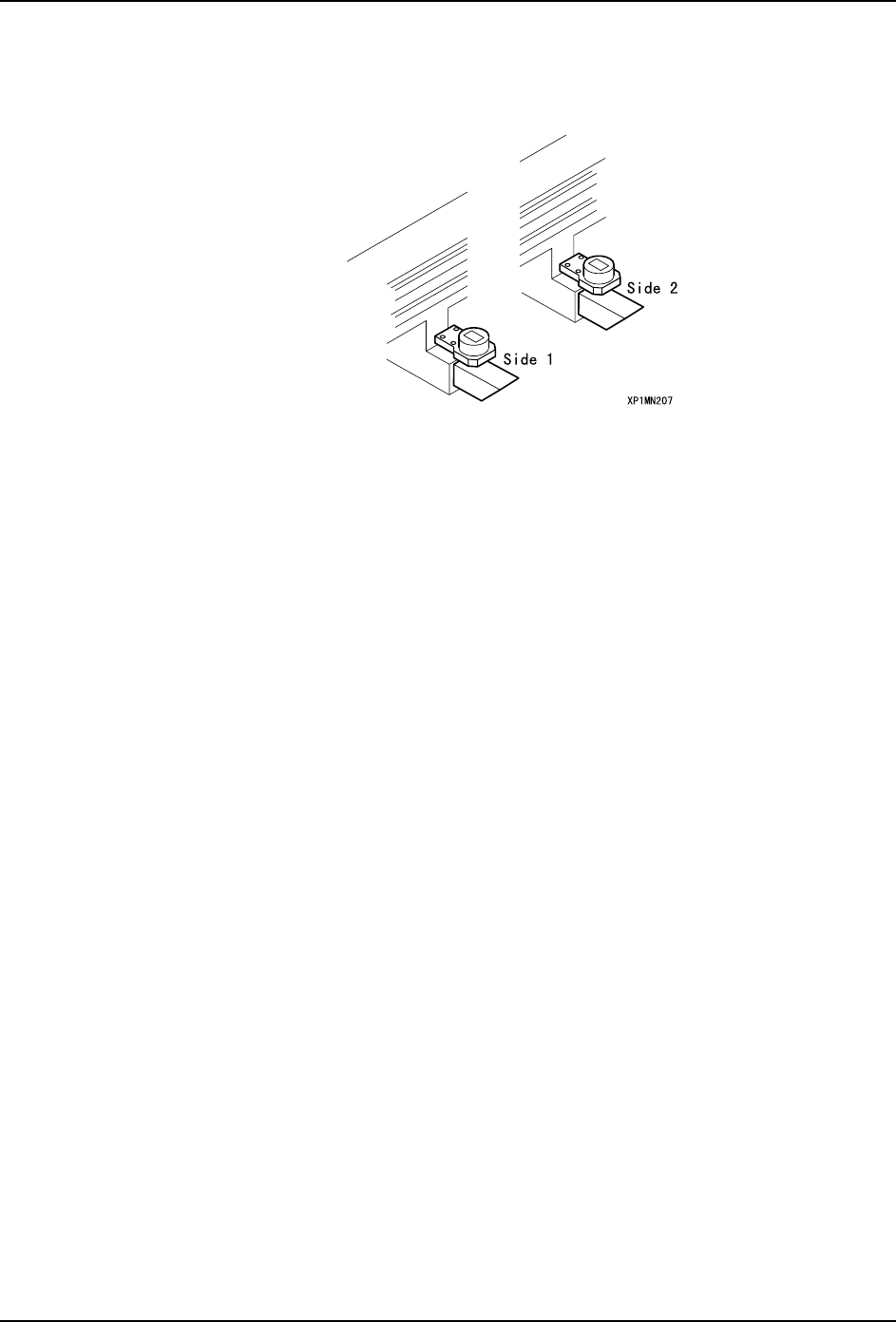
伺服箱 1、2
伺服箱 1 在机器前侧 (Side 1) 的废料带切刀下面的安全门内,而伺服箱 2 在机器后面
(Side 2) 的废料带切刀下面的安全门内。
注意 ) 由用户方面进行更换电池伺服放大器以外的维修保养是有困难的,所以请不要随意触动。
MEC-XP142-2.1S 3. 基本操作
XP-142E 机械手册 21
3. 基本操作
3.1 搬运轨道宽度的调整
3.1.1 要点
本机器设有根据生产上使用的数据用马达驱动来自动调整搬运轨道宽度的功能。
3.1.2 方法
1. 从主画面中选择 [ 生产 ],按下 [ 调整搬运轨道宽度 ] 键。
2. 已经读取有生产程序时,在 [ 指定值 ] 上显示出搬运轨道宽度。当要变更搬运轨道宽度
时,请选择 [ 指定值 ],在数字键盘上输入数值。当要回到生产程序时,按下 [ 输入程
序值]键。
3. 按下 [ 开始调整 ] 键时,[ 启动 ] 按钮开始闪烁。
4. 按下 [ 启动 ] 按钮后搬运轨道宽度变更为指定值。
5. 按下 [OK] 键。
6. 请进行电路板升降台上升、下降的动作,并再次确认定位托架上的真空支撑销与搬运轨
道相干涉。
注意
为了不使定位托架上的真空支撑销与被动侧的搬运轨道相互干涉,请在确
认了真空支撑销的位置之后再变更搬运轨道的宽度。