cm101规格说明书(latest).pdf - 第29页
CM101-D 2009.0601 - 23 - 4.3 识别单元构成 ■ 线性照相机 使用线性照相机的图像以补正元件吸 着时的位置和角度的偏移。 另外,使用侧面照明 ( 选购件 ) 能够检测 BGA, C SP 的焊锡球 ( ・ 有无 ) ( ※ ) 。 ※ 能够检测焊锡球的元件有限制。请参照 BGA, C SP 识别条件的项目。 识别方法 识别速度 对象工件 低速 0402 芯片 间距为 0.5 mm 以下的有引脚元件及 BGA, …
CM101-D 2009.0601
- 22 -
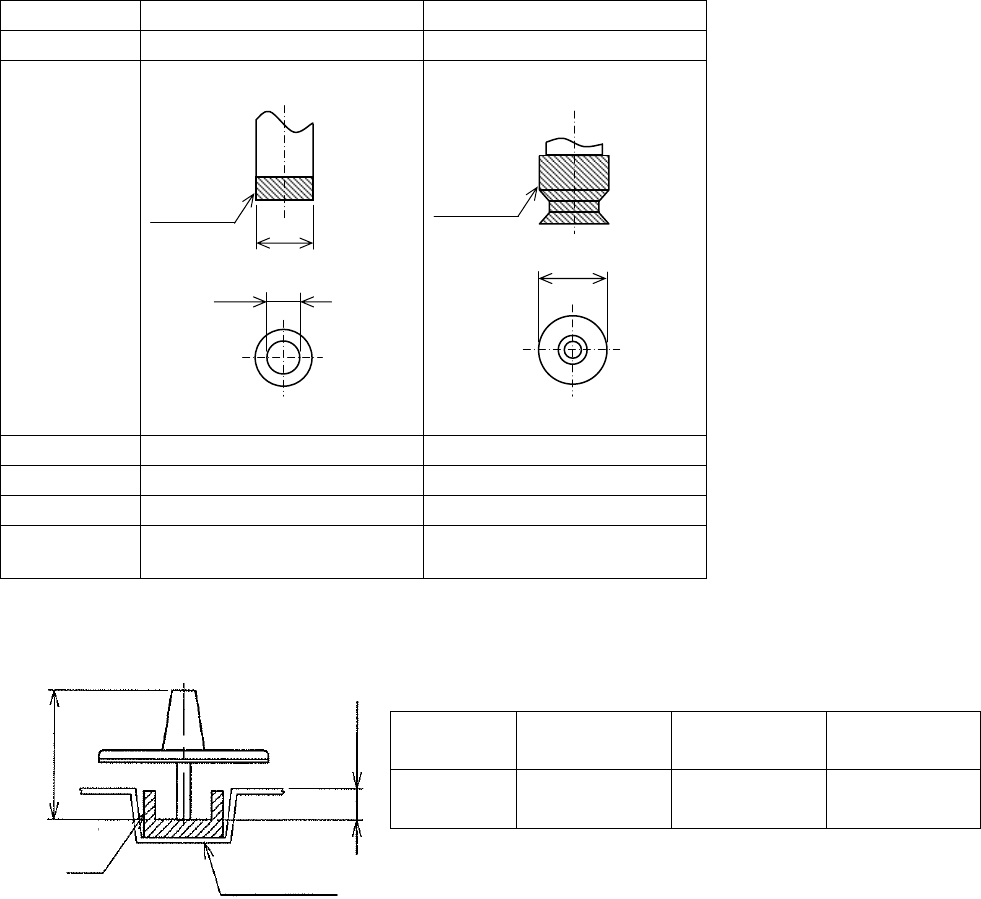
■ 芯片元件,
QFP
用吸嘴
※订购时请用型号。
※多功能贴装头
(3
吸嘴
)
用吸嘴。
吸嘴
No.
1479 1403
型号
KXFX05ASA00 KXFX0556A00
吸嘴
单元形状
(
单位
: mm)
对象元件
QFP QFP
最大元件重量
3.5
g
10.0
g
最大元件高度
18.5 mm 21 mm
备注
附带聚氨酯橡胶
吸嘴长度
: 27.5 mm
附带聚氨酯垫
吸嘴长度
: 22.5 mm
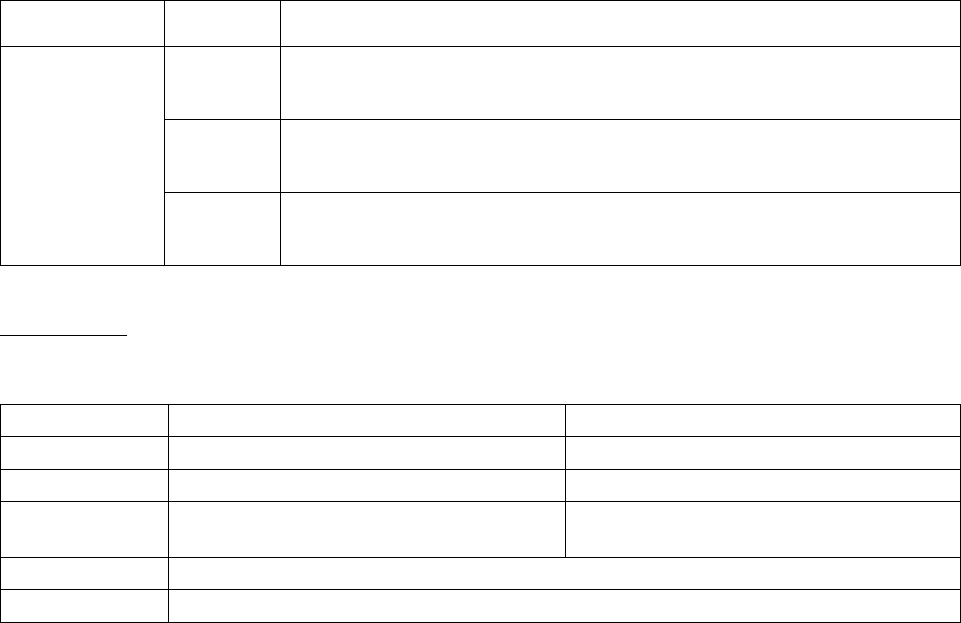
■ 电子元件的吸着深度和吸嘴长度的运用基准
由于贴装电子元件的吸着深度
(
塑料编带上的电子元件到吸着面的距离
)
,所需要的吸嘴长度有变。
吸着深度
B
尺寸
0 mm
~
3 mm
未满
3 mm
~
8 mm
未满
8 mm
~
13 mm
未满
吸嘴长度
A
尺寸
22.5 mm 27.5 mm 32.5 mm
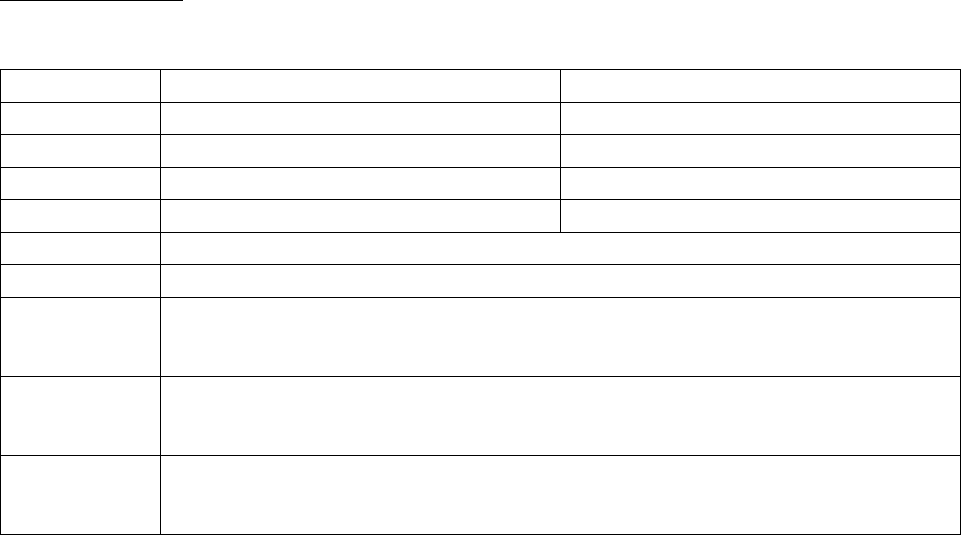
■ 有关吸嘴元件吸着的条件
(
参考
)
吸着力
F = A × (67/1 000) [N]
※
A :
吸嘴开口部面积
[mm
2
]
能够吸着的元件重量
m = F × µ/(2G × Fs) [
㎏
]
※
µ :
摩擦系数
(
通常是
µ= 0.7,
有垫时是
µ=0.3)
G :
加速度
(9.8 m/S
2
)
Fs :
安全系数
(= 2.0)
※
1:
如果在元件吸着面有凹凸,吸着率有下降的可能。
※
2:
如果吸着位置远离重心位置,有可能会发生由于上下移动引起元件落下或者由于旋转而造成位置偏移。
塑料编带
元件
吸嘴长度
A
吸着深度
B
垫 φ
6
φ
6
聚氨酯橡胶
φ
5
φ
3
CM101-D 2009.0601
- 23 -
4.3
识别单元构成
■ 线性照相机
使用线性照相机的图像以补正元件吸着时的位置和角度的偏移。
另外,使用侧面照明
(
选购件
)
能够检测
BGA, CSP
的焊锡球
(
・
有无
)
(
※
)
。
※ 能够检测焊锡球的元件有限制。请参照
BGA, CSP
识别条件的项目。
识别方法
识别速度
对象工件
低速
0402
芯片
间距为
0.5 mm
以下的有引脚元件及
BGA, CSP
中速
BGA, CSP
及
0603
芯片
间距超出
0.5 mm
,
0.8 mm
未满的有引脚元件
整体识别
高速
包括高速
1005
以上的方形芯片的一般芯片元件
QFP
识别条件
能够贴装
QFP
的条件如下所示。
(
但是,基本上,首先在获得样品后,再经过研讨和实验,才能判断是否能够贴装
QFP
。贴装精度根据元件不同而异。
)
泛用贴装头
(LS8
吸嘴
)
多功能贴装头
(3
吸嘴
)
外形尺寸
5 mm × 5 mm
∼
50 mm × 50 mm 5 mm × 5 mm
∼
45 mm × 45 mm
厚度
1.0 mm
∼
15 mm
(
※
1)
1.0 mm
∼
25 mm
(
※
2)
引脚间距
0.4 mm
(
※
3)
, 0.5 mm
(
※
3)
, 0.65 mm, 1.0 mm,
1.27 mm, 1.5 mm
0.4 mm, 0.5 mm, 0.65 mm,
1.0 mm, 1.27 mm, 1.5 mm
引脚宽度
0.2 mm
以上
引脚形状
从铸型突出的引脚必须在
1 mm
以上。
※
1:
超出
11.5 mm
的元件需要短吸嘴。详细请咨询。
※
2:
超出
21 mm
的元件需要短吸嘴。详细请咨询。
※
3:
外形尺寸会有限制的情况。详细情况请与本公司联络。
※由于客户运用情况不同以及元件的偏差等,能够贴装的元件与上表有不同的情况。
CM101-D 2009.0601
- 24 -
BGA, CSP
识别条件
能够贴装
BGA, CSP
的条件如下所示。
(
但是,基本上,首先在获得样品后,再经过研讨和实验,才能判断是否能够贴装
BGA, CSP
。贴装精度根据元件不同而异。
)
泛用贴装头
(LS8
吸嘴
)
多功能贴装头
(3
吸嘴
)
外形尺寸
5 mm × 5 mm
∼
50 mm × 50 mm 5 mm × 5 mm
∼
45 mm × 45 mm
厚度
1.0 mm
∼
15 mm
(
※
1)
1.0 mm
∼
25 mm
(
※
2)
焊锡球间距
0.5 mm
∼
1.5 mm
(
※
3)
0.25 mm
∼
1.5 mm
(
※
4)
焊锡球直径
φ
0.25 mm
∼
φ
0.9 mm
φ
0.15 mm
∼
φ
0.9 mm
焊锡球形状
球状
焊锡球材质
高温焊膏,共晶焊膏
最多焊锡球数量
2 500
个
正格子排列时的最外周行数
×
列数,
50
个
× 50
个
交错孔排列时的最外周行数
×
列数,
25
个
× 25
个
最少焊锡球数量
9
个
正格子排列时的最外周行数
×
列数,
3
个
× 3
个
交错孔排列时的最外周行数
×
列数,
3
个
× 3
个
焊锡球排列
焊锡球的间距和尺寸必须保持一致。
(
关于缺焊锡球,交错孔图形与有关
BGA, CSP
的
JEDEC, EIAJ
规定的内容相同。
)
※
1:
超出
11.5 mm
的元件需要短吸嘴。详细请咨询。
※
2:
超出
21 mm
的元件需要短吸嘴。详细请咨询。
※
3:
焊锡球间距
0.65 mm
未满时,元件外形尺寸会有限制的情况。详细情况请与本公司联络。
※
4:
焊锡球间距
0.4 mm
未满时,元件外形尺寸会有限制的情况。详细情况请与本公司联络。
※由于客户运用情况不同以及元件的偏差等,能够贴装的元件与上表有不同的情况。
・ 为了同时识别
BGA, CSP
的外形和焊锡球,其本体材质以玻璃环氧为对象。
因为焊锡球贴装面的状态
(
有无图形,通孔,光泽
etc.)
,有时会出现难于识别的情况。
・ 对主体材质是陶瓷,主体颜色为金色的物品,仅根据外形识别进行贴装。
・ 焊锡球表面状态
焊锡球表面上不可出现因氧化而引起的模糊现象。
(
根据氧化程度是否能够识别,需要通过实验进行确认。
)