JX-350_SPE.pdf - 第39页
35 7 控制系 统 7-1 控制 7-1-1 程序保存 生产程序保存在 主 机内部的 SSD 里。 另外,也 可使用 USB 端口 ,保存到 外部记忆装置里。 7-1-2 生产程序容量 每条电路 的最多实装点数 : 10,000 点 每块基板的最多 电路数 :矩阵电路 1, 200 电路 非矩阵电路 200 电路 每块 基板的最多实 装点数 : 10,000 点 元件数据数的最 大限度 : 为贴片机可 贴装的最 大限度品 种数 吸取数…
34
6-4-3 选购项
No.
名称 TR5SNR 选购项(注 1)
① 超低速模式(注 2)
在拉出、收回供应元件的托盘
底座时,为防止元件飞散,使马达、
气缸进入更为慢速运行的功能。在生产程序中进行速度设置。
②
带开关罩的
叠盘存储箱
将托盘底座装到叠盘存储箱时,为防止托盘底座自身飞散,解决
托盘底座高低段差,在托盘底座套上了固定罩的存储箱。
③ 2 英寸蜂窝式托盘架 用于安装□50mm 蜂窝式(华夫式)托盘的托盘架。
注 1:TR 系列的上述功能为出厂选项。
注 2:超低速模式,在贴片机的操作画面中显示为低速 2 模式。
35
7
控制系统
7-1 控制
7-1-1 程序保存
生产程序保存在主机内部的 SSD 里。
另外,也可使用 USB 端口,保存到外部记忆装置里。
7-1-2 生产程序容量
每条电路的最多实装点数 : 10,000点
每块基板的最多电路数 :矩阵电路 1,200 电路
非矩阵电路 200 电路
每块基板的最多实装点数 : 10,000点
元件数据数的最大限度 : 为贴片机可贴装的最大限度品种数
吸取数据数的最大限度 : 同上
标记注册数的最大限度 : 区域·元件定位标记 50 组。BOC 标记 1 组(2~3 个)
7-2 生产模式
在生产中,有以下 3 种生产模式。
基板生产
指定生产数量,实际生产基板的模式。
试打
进行试生产的模式。
可选择吸取位置跟踪和贴片后的贴片位置跟踪。
空打
不使用元件而确认吸取贴片动作的模式。
可进行吸取位置跟踪和贴片位置跟踪。
36
8
接口
8-1 电气接口
8-1-1 电信号的种类与含义
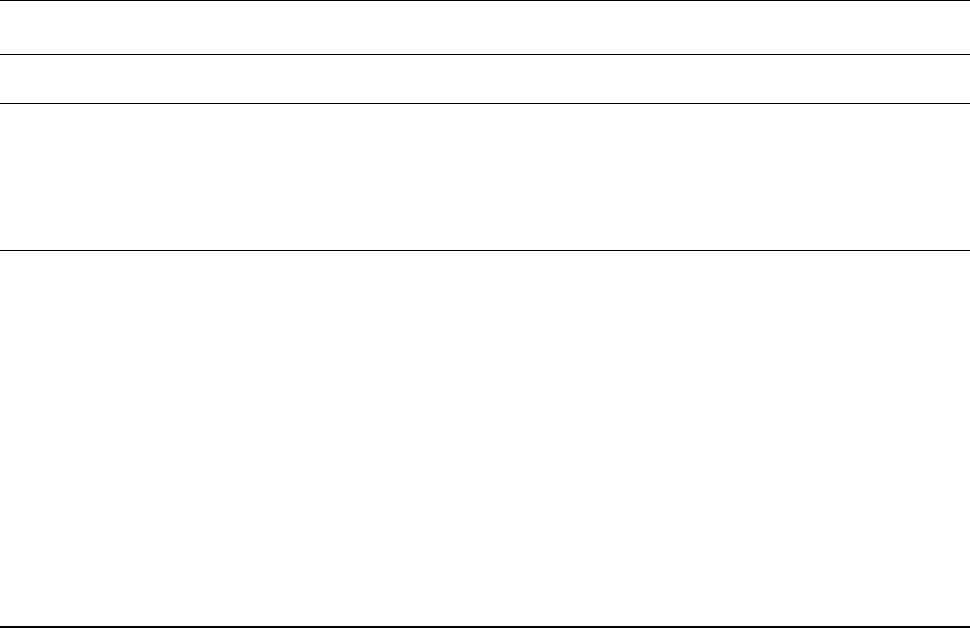
下面的「电信号连接概念图」,是贴片机主机与对象装置连接电信号的概念图。
在下图里贴片机主机与上游装置间的电信号为①②,与下游装置之间的电信号为③④。
a)电信号①称为输入信号要求搬出(或 Board available in),即收到上游装置要求搬出印刷基板的信号。
b)电信号②称为输出信号许可搬出(或 Ready out),即向上游装置发出许可搬出印刷基板的信号。
c)电信号③称为输出信号要求搬出(或 Board available out),是向下游装置发出要求搬出印刷基板的信号。
d)电信号④称为输入信号许可搬出(或 Ready in),是收到下游装置许可搬出印刷基板的信号。
图 电信号连接概念图
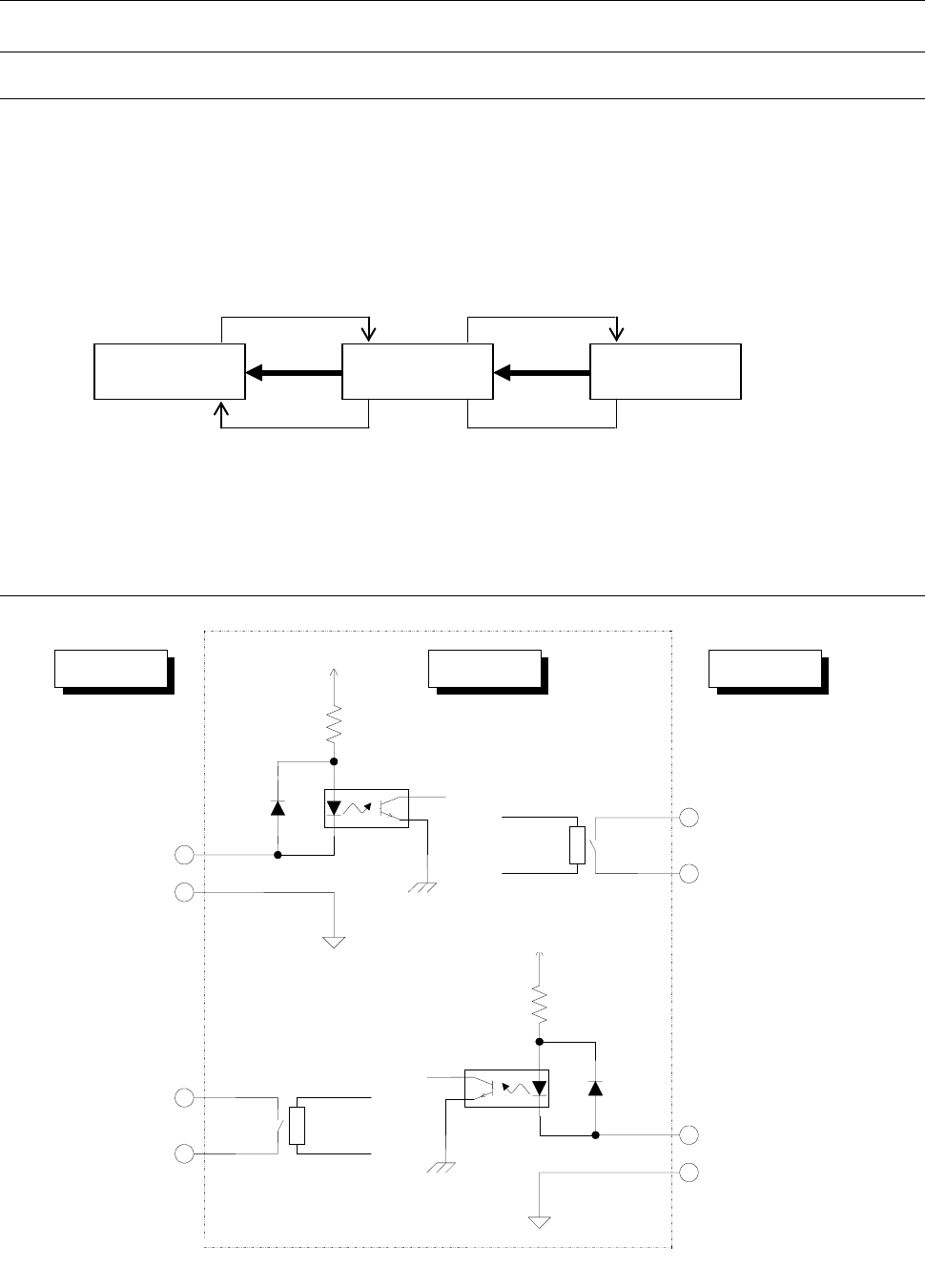
8-2 输入及输出信号接口
图 信号接口与连接端子
下游装置
贴片机主机
上游装置
④
③
②
①
+24V
リレー接点
+24V
リレー接点
贴片机主机
下游装置
上游装置
针号:1
输入信号许可搬出
针号 2
公用信号许可搬出
针号:1
输出信号许可搬出
针号:2
公用信号许可搬出
继电器接点
+
24V
继电器接点
针号:4
公用信号要求搬出
针号:3
输入信号要求搬出
+24V
针号:3
输出信号要求搬出
针号:4
公用信号要求搬出