IPC-4552.pdf - 第5页
IPC-4552 Proposal June 2001 3 REQUIREMENTS Table 3-1 Requiremen ts of Electroless Nickel Immersion Gold Plating Tests Test Method Requirement Paragraph Class 1 Class 2 Class 3 General Visual Visual 3.1 Unifor m plating a…

IPC-4552 Proposal June 2001
2525
1.4.4
1.4.5
1.4.5.1 Press
1.4.5.2
1.4.6
Conductive (Replacement for Solder) and/or Anisotropic Adhesive Interface
ENIG is ideally suited as an interface for anisotropic adhesive applications (the use of a conductive adhesive as an
alternative to solder).
Connectors
Fit
Press fit requirements shall meet Telcordia GR-1217-CORE. Excessive nickel thickness can lead to concerns with
press fit insertion forces.
Edge Tab
The ENIG surface finish is suitable for plug-to-install applications (five insertions/withdrawals) using low insertion
force (LIF) or zero insertion force (ZIF) connectors. ENIG is not suitable as an edge connector for multiple insertion
(more than five) withdrawals or high insertion force applications. This application generally requires an alternate
metallic finish, such as electrolytic hard gold.
Aluminum Wire Bonding
ENIG meets the requirements of MIL-STD-883, Method 2011.7. Variables that affect performance include
cleanliness, substrate materials, wire thickness and surface topography. ENIG is not a surface leveler; the surface
topography largely depends on the conditions of the underlying copper surface.
2 APPLICABLE DOCUMENTS
J-STD-003 Solderability Tests for Printed Boards
IPC-2221 Generic Standard on Printed Board Design
IPC-6011 Generic Performance Specification for Printed Boards
IPC-6012 Qualification and Performance Specification for Rigid Printed Boards
IPC-6013 Qualification and Performance Specification for Flexible Printed Boards
IPC-TM-650 Test Method Manual
2.3.25 Detection and Measurement of Ionizable Surface Contaminants by Resistivity of Solvent Extract
(ROSE)
2.4.1 Adhesion, Tape Testing
ASTM B607-91 (1998), Standard Specification for Autocatalytic Nickel Boron Coatings for Engineering Use
ASTM B733-97, Standard Specification for Autocatalytic (Electroless) Nickel-Phosphorus Coatings on Metal
MIL-STD-883, Method 2011.7 Test Method Standard, Microcircuits – Bond Strength (Destructive Bond Pull Test)
Telcordia GR-1217-CORE Generic Requirements For Separable Electrical Connectors Used In Telecommunications
Hardware
ISO-4527 “Auto-Catalytic Nickel-Phosphorous Coatings; Specifications and Test Methods”
Annex A: Determination of Coating Thickness and
Annex D: Determination of Coating Composition (Nickel and Phosphorous Content).
Page 2 of
Download From http://bbs.infoeach.com
Download From http://bbs.infoeach.com
IPC-4552 Proposal June 2001
3 REQUIREMENTS
Table 3-1 Requirements of Electroless Nickel Immersion Gold Plating
Tests Test
Method
Requirement
Paragraph
Class 1 Class 2 Class 3
General
Visual Visual 3.1 Uniform plating and complete coverage of surface to
be plated
Electroless Nickel
Thickness
APPENDIX 4
3.2.1
3 to 6 µm
[118.1 to 236.2 µin]
Immersion Gold
Thickness
APPENDIX 4 0
0.05 µm minimum
[1.97 µin minimum]
Porosity N/A 3.3 N/A
Physical
Adhesion/Tape Test
IPC-TM-650
TM 2.4.1
3.4 No evidence of plating removed
Solderability
J-STD-003 3.5 Meet solderability requirements of Category 3
durability with 6 months shelf life.
Chemical
Phosphorous/Boron
Content
ASTM B733-
97 & ASTM
B607-91
(1998)
1.2.1 (Reference Only; Supplier Dependent – No Testing
Required)
Chemical Resistance N/A 3.7 N/A
Electrical
High Frequency
Signal Loss
(1)
3.8 TBD TBD TBD
Contact Resistance
(1)
1.4.2 TBD
Environmental
Cleanliness
IPC-TM-650
TM 2.3.25
3.6
Max. 1.56 µg/cm
2
(1)
An appropriate IPC-TM-650 test method used to generate data for this electrical property is not available at the
time of this writing.
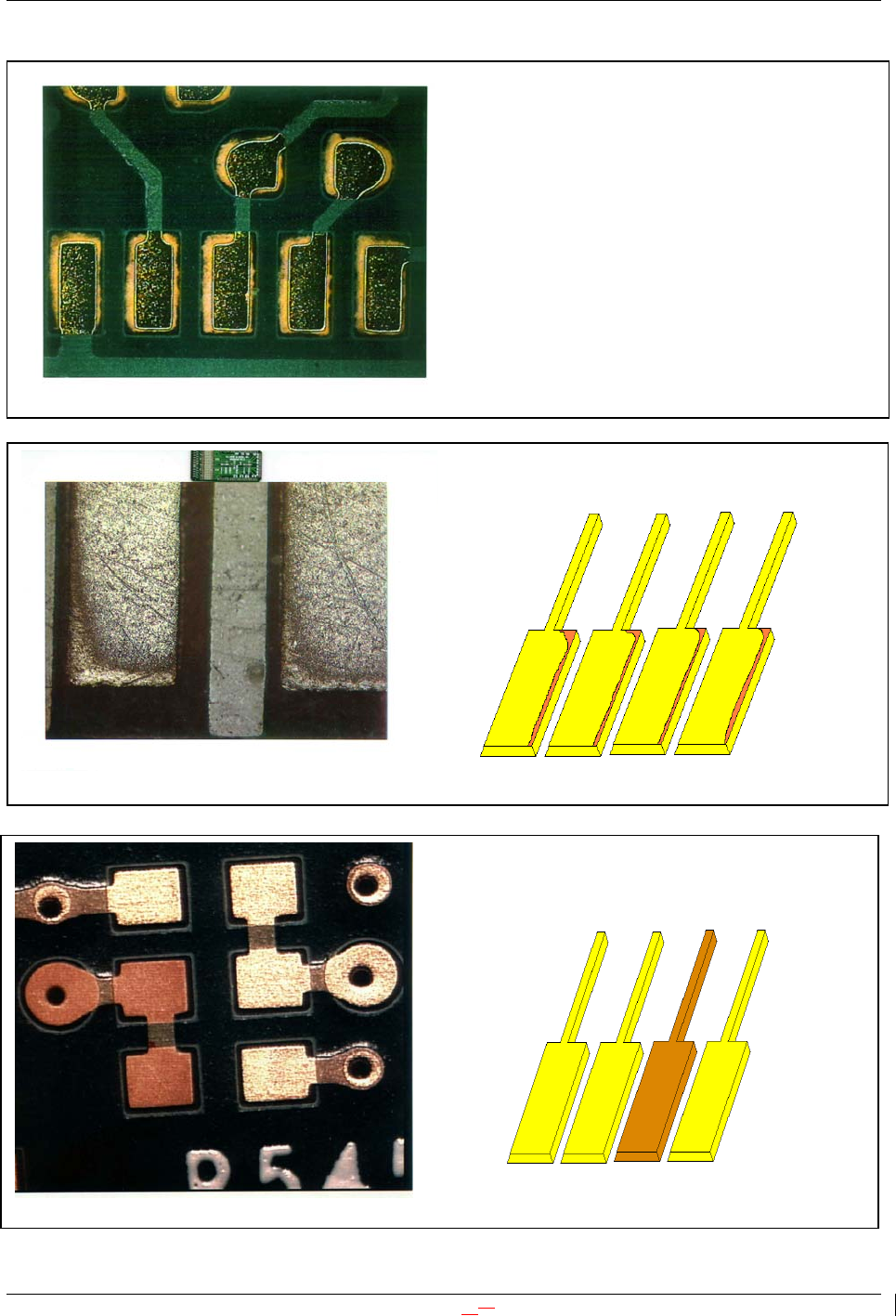
3.1
Visual
ENIG surfaces shall be inspected in accordance with the visual examination sections of the IPC-6011 series, and
specifically IPC-6012 which specifies a nominal magnification of 1.75X (approx. 3 diopters). The coverage shall be
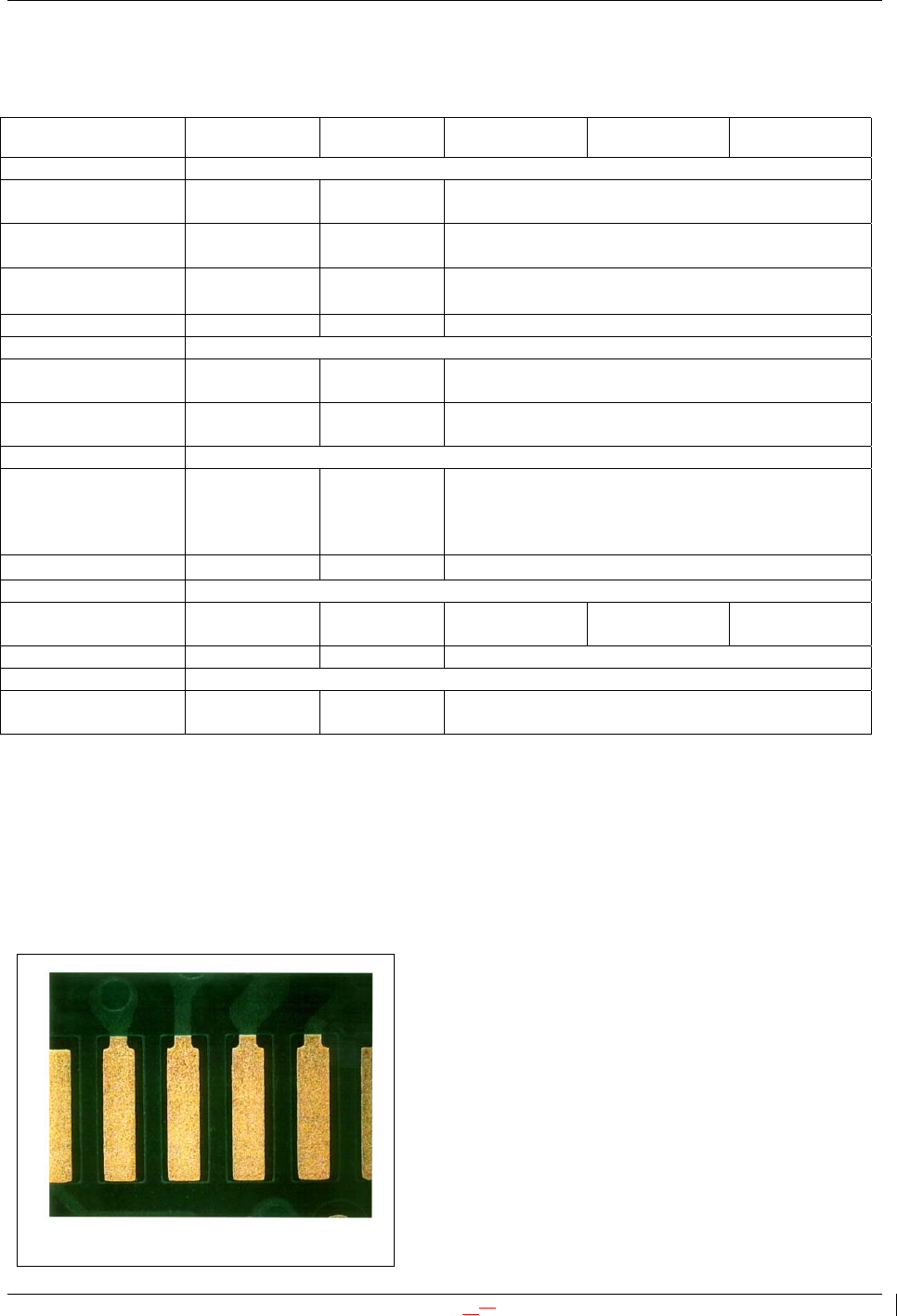
complete and the finish shall be uniform on the surface to be plated (Figure 3-1). There shall be no extraneous
plating or nickel foot (Figure 3-2), edge pull back (Figure 3-3) or skip plating (Figure 3-4) on the plated surface for
all classes of product.
Page 3 of 2525
Figure 3-1 Uniform Plating
Download From http://bbs.infoeach.com
Download From http://bbs.infoeach.com