M6ex_ServiceManual_j.pdf - 第20页
1 .据付 1-1 2 防錆用グリスの除去 マウンタは出荷梱包の際、X/Y/S 各軸のボールねじおよびリニアガイド表面(S 軸は リニアガイドのみ)に対して、防錆(錆止め)の為通常の潤滑に必要な量以上のグリス を塗布し ます。こ の防錆を 目的として 塗布されたグリスは、各軸が駆動する事によって 表面から削られていき、自然に適正な量の油膜に戻ります。 この為工場出荷後の納入据付で初めて各軸を駆動させた時には、表面から削られ た グリスが…
1.据付
1-11
【NOTE】 油圧ジャッキは以下の条件を満足する物を使用します。
許容荷重 :1.5 トン以上
爪部寸法 :奥行き 100mm 以上
Part Name
Part No. 備考
PLATE,BASE LG0-M8911-00X プレート 1、2 用
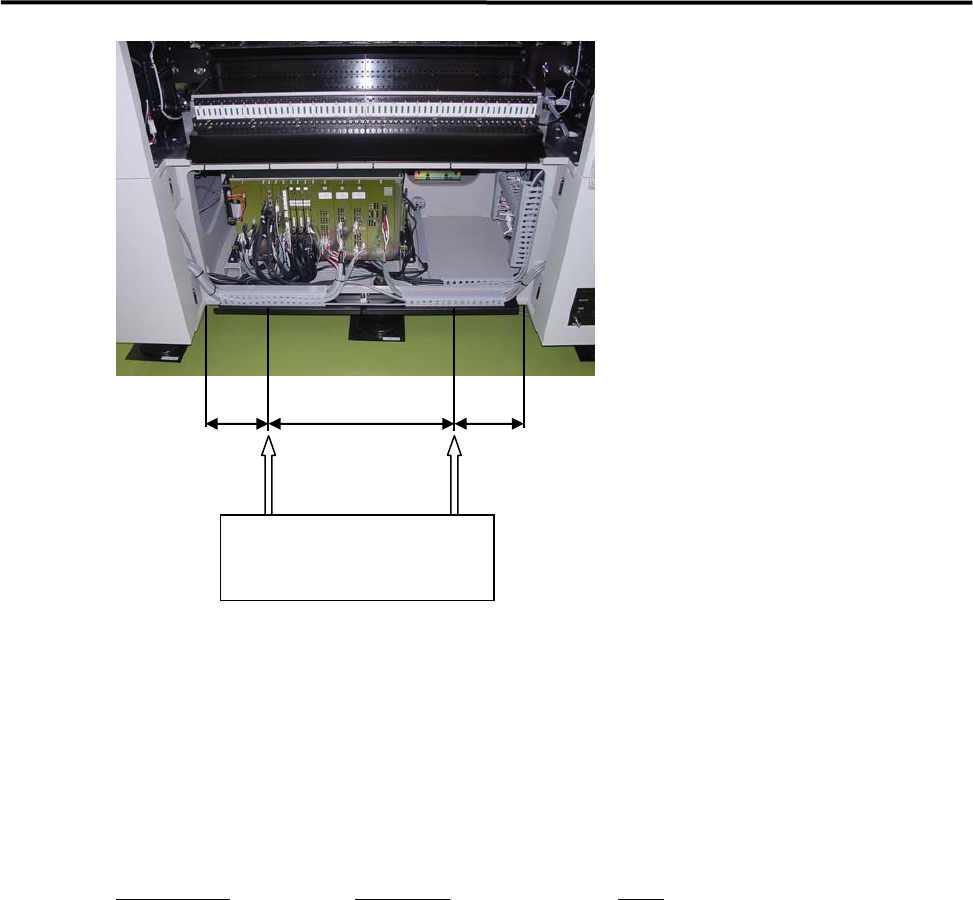
ジャッキアップポイント
前側/後側各 2 箇所
250 (500) 250
1.据付
1-1
2
防錆用グリスの除去
マウンタは出荷梱包の際、X/Y/S 各軸のボールねじおよびリニアガイド表面(S 軸は
リニアガイドのみ)に対して、防錆(錆止め)の為通常の潤滑に必要な量以上のグリス
を塗布します。この防錆を目的として塗布されたグリスは、各軸が駆動する事によって
表面から削られていき、自然に適正な量の油膜に戻ります。
この為工場出荷後の納入据付で初めて各軸を駆動させた時には、表面から削られた
グリスがボールねじのナット部、リニアガイドのスライダー部および各軸の可動範囲終
端付近に溜まる事があります。この余剰グリスを放置したまま高速運転を行なうと、遠
心力や振動によってマウンタ内部に飛散し、センサやカメラレンズ、生産基板等に付
着する恐れがあります。
この為マウンタのセットアップ完了後初めて原点取得を実行した直後には必ず低速で
のウォーミングアップ運転を実施し、必要に応じて各軸の余剰グリスを拭き取ってくだ
さい。
センサやカメラ等にグリスが付着すると、マウンタが正常に動作しなくな
る恐れがあります。
【手順】
① マウンタ内部に基板や工具等の残置物が無い事を確認し、原点取得します。
② [メインメニュー] > [マニュアル] > [ウォーミングアップ ]を開きます。
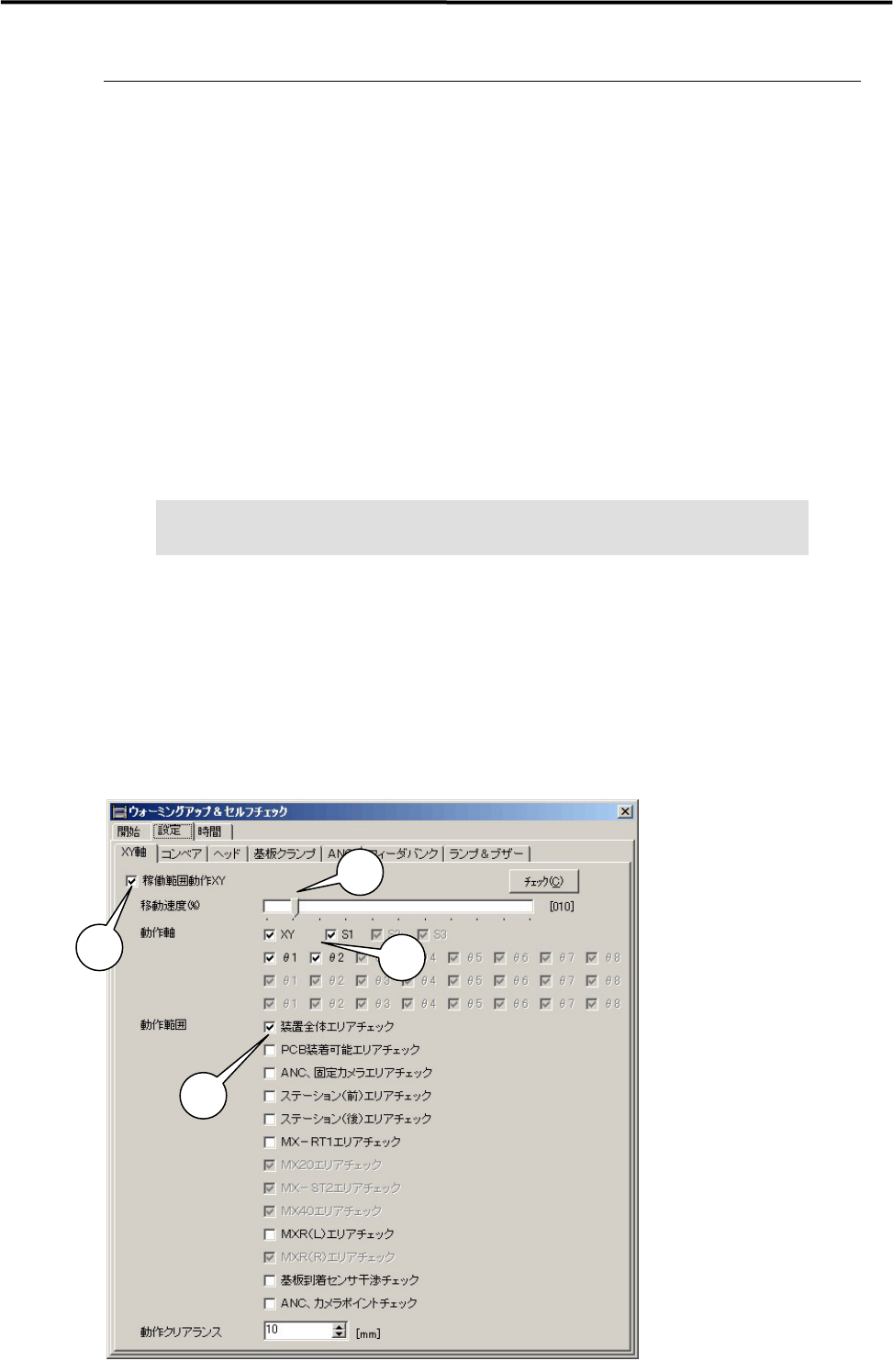
③ [ウォーミングアップ&セルフチェック画面] > [設定] タブを開きます。
④ [XY 軸]タブを開き、下図の様に設定します。
1:[稼動範囲動作 XY]
にチェックを入れる。
2:[移動速度] スクロ
ールバーを 10%に設
定する。
3:[動作軸]の XY およ
びSにチェックを入れ
る。
4:[動作範囲]の[装置
全体エリアチェック]に
チェックを入れる。
注意:他の項目にはチ
ェックを入れる必要は
ありません。
1
2
3
4
1.据付
1-1
3
⑤ [XY 軸] タブ以外の設定を全てキャンセルします。
コンベア/ヘッド/基板クランプ/ANC/フィーダバンク/ランプ&ブザー(マウンタのオ
プション構成によって異なります。)の各項目のチェックを外し、[XY 軸]タブで設定し
た内容のみ実行する様設定してください。
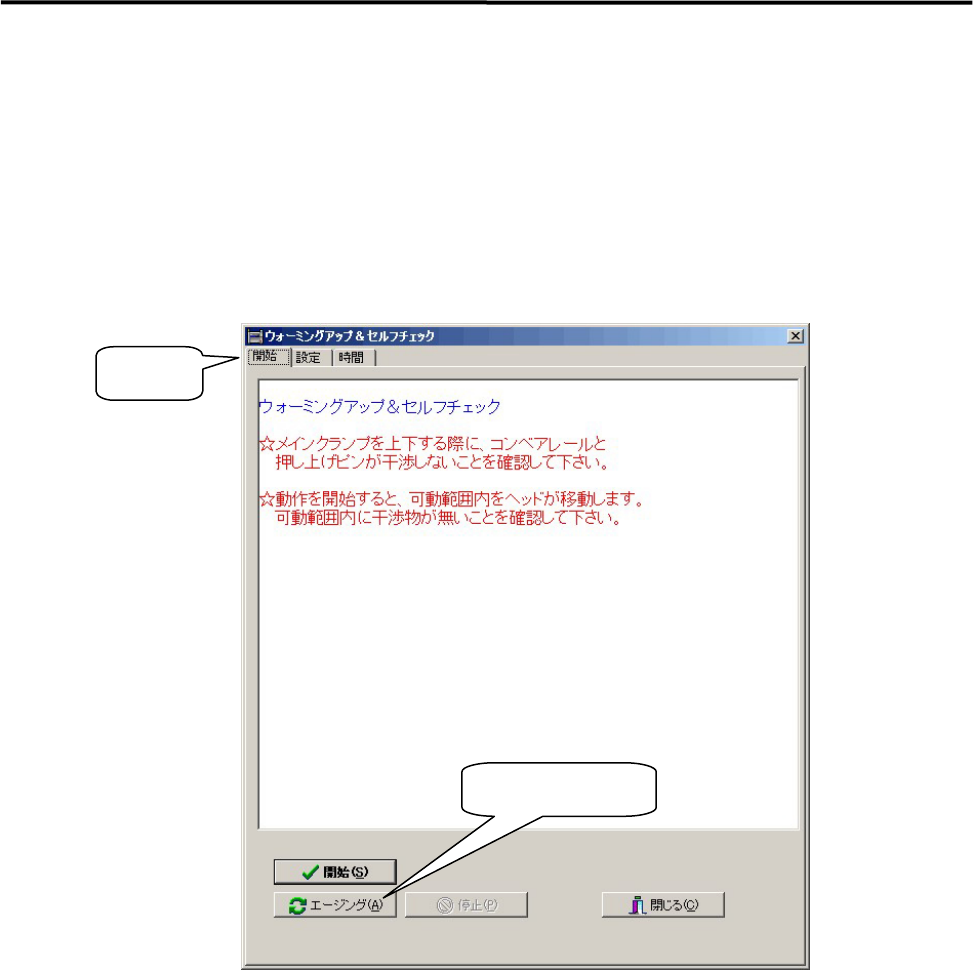
⑥ [開始]タブを開き、[エージング] ボタンをクリックします。
[開始] タブを開くと、[開始] ボタンと[エージング ]ボタンがありますが、[開始]ボタン
をクリックすると、1 サイクルのみ実行して停止してしまい、十分なエージングができま
せん。
⑦ 5~10 分程度エージングします。
時間経過後、[停止 ボタン]をクリックしてエージングを停止します。
⑧ 余剰グリスを拭き取ります。
ボールねじのナット部、リニアガイドのスライダー部および各軸の可動範囲終端付近
に溜まった余剰グリスを拭き取ります。なおグリスの拭き取りには、糸屑の出ない不織
布などを使用してください。
【NOTE】 各軸の位置等については、3 章 機械部 を参照してください。
⑨ グリスが付着していないか確認します。
飛散したグリスが各センサ、カメラ、コンベアベルト及びコンベア周辺、ANC などに付
着していないか確認します。付着している場合は不織布などで拭き取ります。
【NOTE】 特にカメラレンズやスキャンミラーのクリーニング方法については、3 章 機械部 を参
照してください。
開始タブ
エージングボタン