KE2040取扱説明書Ver.2.01和文Rev.04.pdf - 第178页
4 - 73 4-7-4. タックコントロール部(センタリングページ) タックコントロール部(センタリングページ) タックコントロール部(センタリングページ) タックコントロール部(センタリングページ) センタリング方式は、レーザセンタリングしか選択できません。 他のセンタリング方式は選択できません。 他機種やデータベースからデータを読み込んむ場合、 ビジョン、メカニカルセンタリン グが、ディセーブルになり、未完成状態になります。 ビジ…
4 - 72
4)
バルクが選択された場合
バルクが選択された場合バルクが選択された場合
バルクが選択された場合
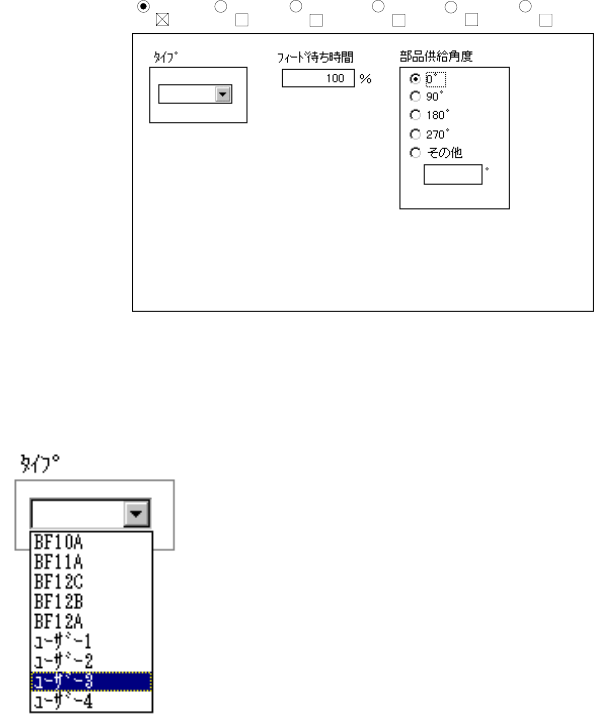
① タイプ
バルクフィーダのタイプをコンボボックスで設定します。
② フィード待ち時間
部品を吸着後、次の部品が吸着可能となるまでの待ち時間を入力します。
各タイプにより設定された値があり、この設定値に対しての%で指定します。
③ 部品供給角度
部品の供給角度をラジオボタンで指定します。
荷姿 センタリング 付加情報 拡張 検査 塗布
4 - 73
4-7-4. タックコントロール部(センタリングページ)
タックコントロール部(センタリングページ)タックコントロール部(センタリングページ)
タックコントロール部(センタリングページ)
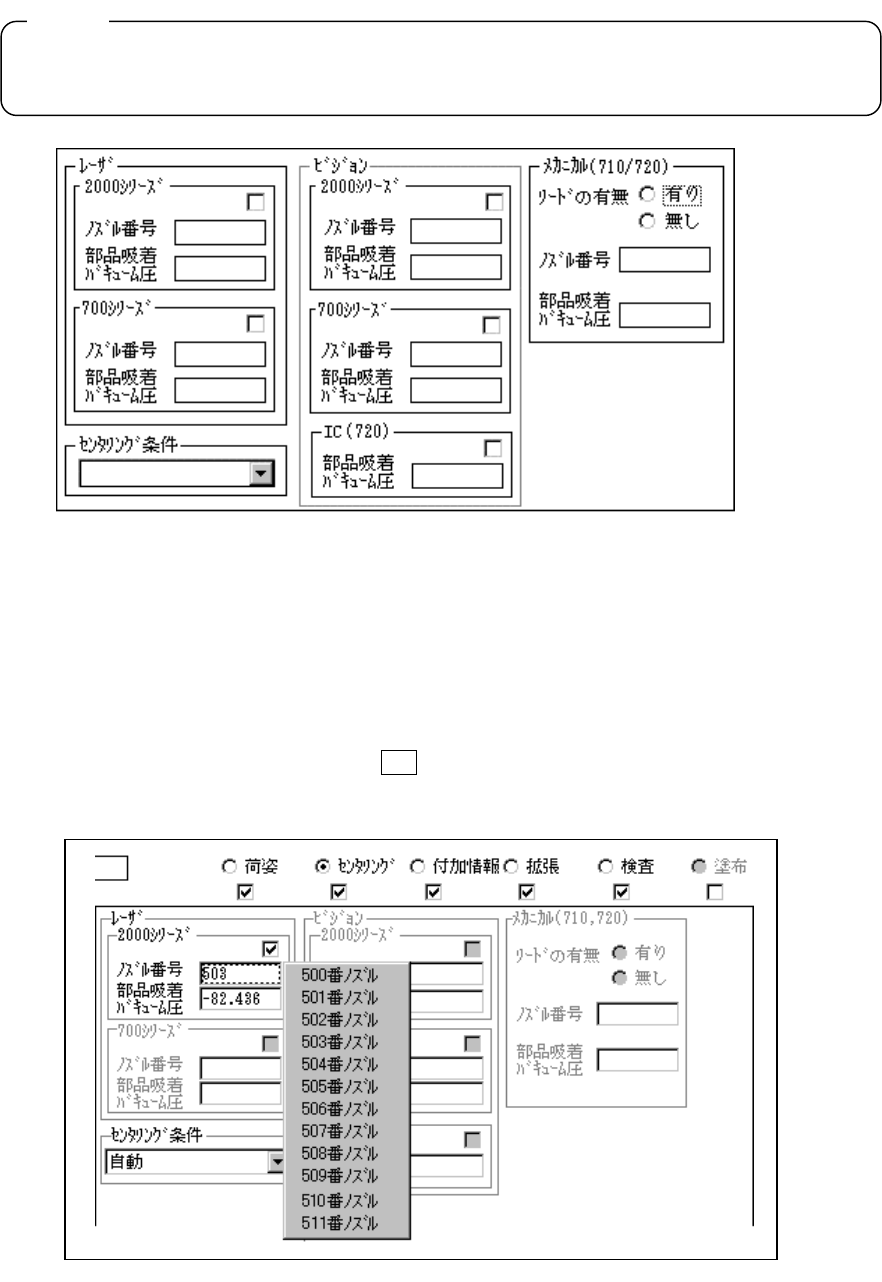
センタリング方式は、レーザセンタリングしか選択できません。
他のセンタリング方式は選択できません。
他機種やデータベースからデータを読み込んむ場合、ビジョン、メカニカルセンタリン
グが、ディセーブルになり、未完成状態になります。
ビジョン、メカニカルの入力項目がディセーブルになり、設定不可能となります。
① ノズル番号
ノズルの番号をエディットボックスに直接入力するかまたは、ポップアップから選択し
て入力します。ポップアップでの入力を以下に示します。
トラックボールの<右>ボタンまたは F2 キーを押してのポップアップメニューを開くと
下図のようになります。選択入力を行って下さい。
注意:
注意:注意:
注意:
4 - 74
② 部品吸着バキューム圧
生産時、部品無しのバキュームレベル(マシンセットアップで設定)と本バキューム圧
で吸着後の部品が正しく吸着できたかを判断します。
ノズル番号で指定されたノズルで部品を吸着した時のバキューム圧を入力します。直接
入力するかまたは、トラックボールの<右>ボタンまたは F2 キーを押し、ポップアップ
メニューを開いて選択入力して下さい。
部品吸着バキューム圧
-82.437 ノズル 500 1005, 1608, SOT (モールド部 1.6 x 0.8) , 2012,
SOT(モールド部 2.0 x 1.25)
-82.437 ノズル 501 0603(
((
(KE-2040 対象外)
対象外)対象外)
対象外)
-82.437 ノズル 502 1005,
-82.437 ノズル 503 1608,SOT (モールド部 1.6 x 0.8), 2012, SOT(モールド部 2.0 x 1.25)
-82.437 ノズル 504 2012,3216,SOT(モールト部 2.0 x 1.25),SOT23
-82.437 ノズル 505 アルミ電解コンデンサ(小),タンタルコンデンサ,トリマ
-82.437 ノズル 506 アルミ電解コンデンサ(中), SOP(狭幅), HSOP(狭幅),SOJ, コネクタ
-82.437 ノズル 507 アルミ電解コンデンサ(大),SOP(広幅), HSOP(広幅), TSOP, QFP, PLCC,
SOJ, コネクタ
-82.437 ノズル 508 QFP,PLCC
-78.464 ノズル 510 メルフ
-78.464 ノズル 511 メルフ(大)
● バキューム圧を入力すると表示値が少し変化します。これは分解能を高くしてAD変
換しているためで、異常では有りません。
例.−82.437kPa → −82.436kPa と表示されます。
● 表示される部品吸着バキューム圧は、あくまで参考値です。メーカーにより部品表面
の仕上げが異なっていることがあるため、使用するには、マシン操作で部品測定を行
うようにして下さい。
③ センタリング条件
コンボボックスより、センタリング条件を選択入力します。
センタリング方式が複数選択されている場合に、レーサ゛またはビジョンのどちらで優
先的にセンタリングを行うかを指定入力します。選択項目は以下のようになります。