KE-750_QA表.pdf - 第35页
FUNCTION NAME IN/OUT Sensor Board Dete ction Function/Performance CHECK/ADJUSTM ENT MET HODS (REMEDIAL ACTION PROCEDURE) ASSURED QUALITY Reliability QUALITY CHARACTERISTI CS (SPECIFIC ATION VALUES) CATEGORY Safety Produc…
FUNCTION NAME Positioning of Pin Reference PWB Function/Performance CHECK/ADJUSTMENT METHODS (REMEDIAL ACTION PROCEDURE)
ASSURED QUALITY Reliability
QUALITY CHARACTERISTICS (SPECIFICATION VALUES) CATEGORY Safety
Product Image
ROLE IN FUNCTION (MEANING OF SPECIFICATION VALUES)
POSSIBLE MALFUNCTIONS (CAUSED BY INCORRECT SPECIFICATION VALUES)
COMPONENTS
NO. Part No. Part Name Associated Quality Characteristics
1 E2145721*00 Centering pin*
2 E21357250A0 Guide block assembly
3 E20457250A0 Guide rail MODEL KE-750/760
4 E2130721000 Guide block L UNIT Transport REF. NO.
5 E2131721000 Guide block R
NAME
5
6 FUNCTION Positioning of Pin Reference
7
NAME PWB
8
9
10
QA Table
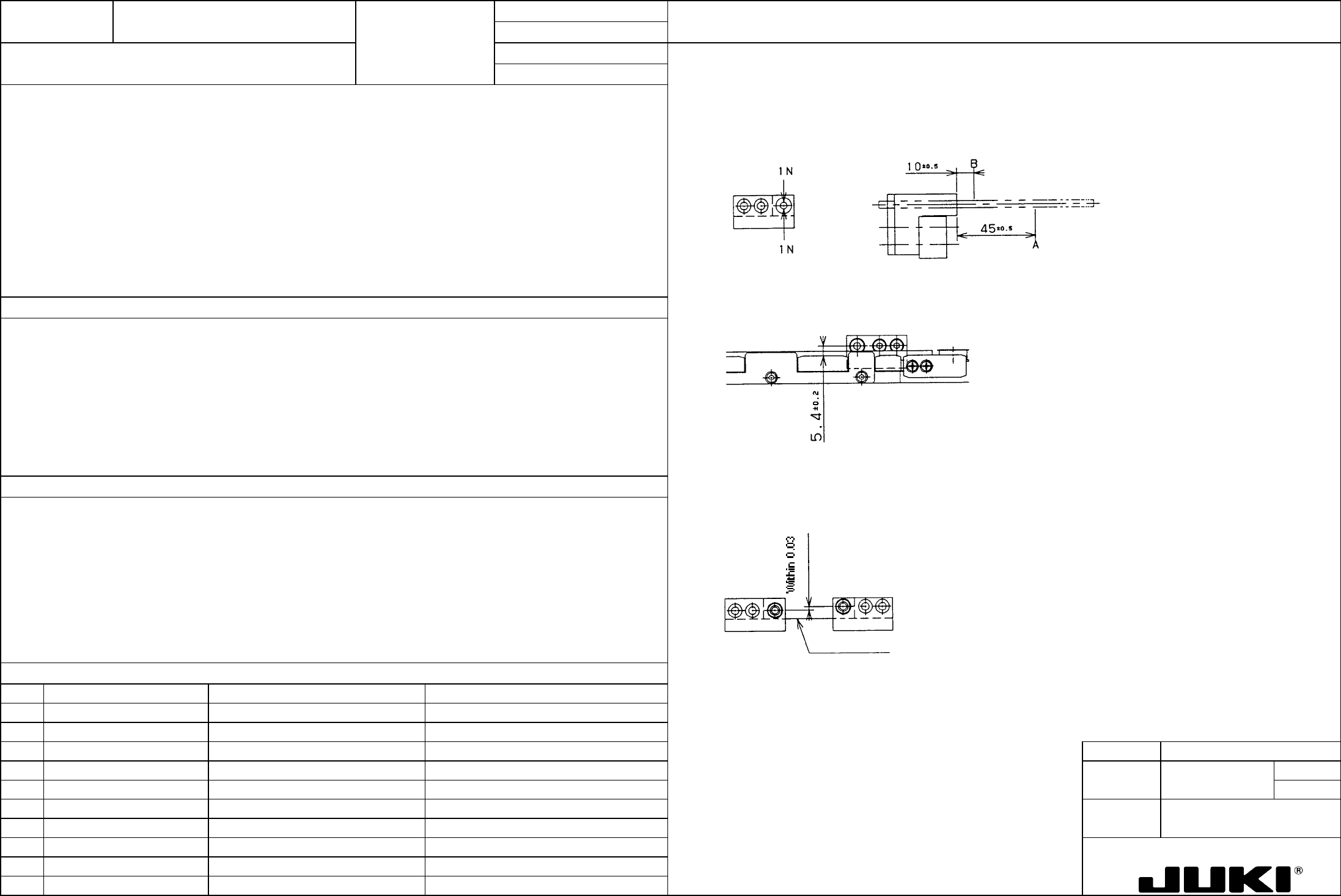
1. Play in the reference pin: 60 (m or less
1. Fix the guide block, install (4 -0.006/-0.0008 inspection bar, and apply an IN load alternately from the 180-degree opposite
direction at position B. At this time, measure play in the shaft at position A using a dial indicator.
2. Distance between the reference pin and the transport rail CF PWB guide surface: 5.4 ±0.2 mm
3. Deviation in Y-direction between the right and left reference pins: Within 0.03 mm
2. With the guide block pressed up against the transport rail side, secure the fixing screw and take measurements.
1. To maintain repeatability of PWB clamping position in the pin reference scheme.
2. To ensure good position of the reference pin with respect to the reference hole in the PWB which has been transported to
the aligning position. To provide positional reference for the PWB clamped in the pin reference scheme.
3. To provide the reference for tilt of the PWB clamped in the pin reference scheme.
3. With the guide rail mounting surface used as the reference, measure deviation in reference pin positions between guide
block L and R.
1. Repeatability of PWB clamping position in the pin reference scheme is not maintained, resulting in poor placement
accuracy.
Guide rail mounting surface
2. The reference pin does not fit into the reference hole in the PWB. Deviation in the reference pin in a placement system
that does not recognize the BOC mark results in deviation in the placement position.
3. Deviation in the reference pin in a placement system that does not recognize the BOC mark tilts the PWB, resulting in
deviation in the placement position.
FUNCTION NAME IN/OUT Sensor Board Detection Function/Performance CHECK/ADJUSTMENT METHODS (REMEDIAL ACTION PROCEDURE)
ASSURED QUALITY Reliability
QUALITY CHARACTERISTICS (SPECIFICATION VALUES) CATEGORY Safety
Product Image
ROLE IN FUNCTION (MEANING OF SPECIFICATION VALUES)
POSSIBLE MALFUNCTIONS (CAUSED BY INCORRECT SPECIFICATION VALUES)
COMPONENTS
NO. Part No. Part Name Associated Quality Characteristics
1 E94637250A0 IN sensor cable assembly
2 E94677250A0 OUT sensor cable assembly
3 SL6031292TN 9463, 9467 SEMS cap MODEL KE-750/760
4 E2094725000 Sensor bracket A UNIT Transport REF. NO.
5 E2095725000 Sensor bracket B
NAME
6
6 SL6031092TN 2094, 2095 SEMS cap FUNCTION IN/OUT Sensor Board Detection
7 E2093725000 BU sensor plate
NAME
8
9
10
QA Table
BU sensor plate
Reference-
side rail
OUT sensor cable
assembly
OUT senso
r
Sensor bracket A
SL6031092TN
Sensor position
adjusting screw
IN sensor cable
assembly
Sensor bracket B
IN senso
r
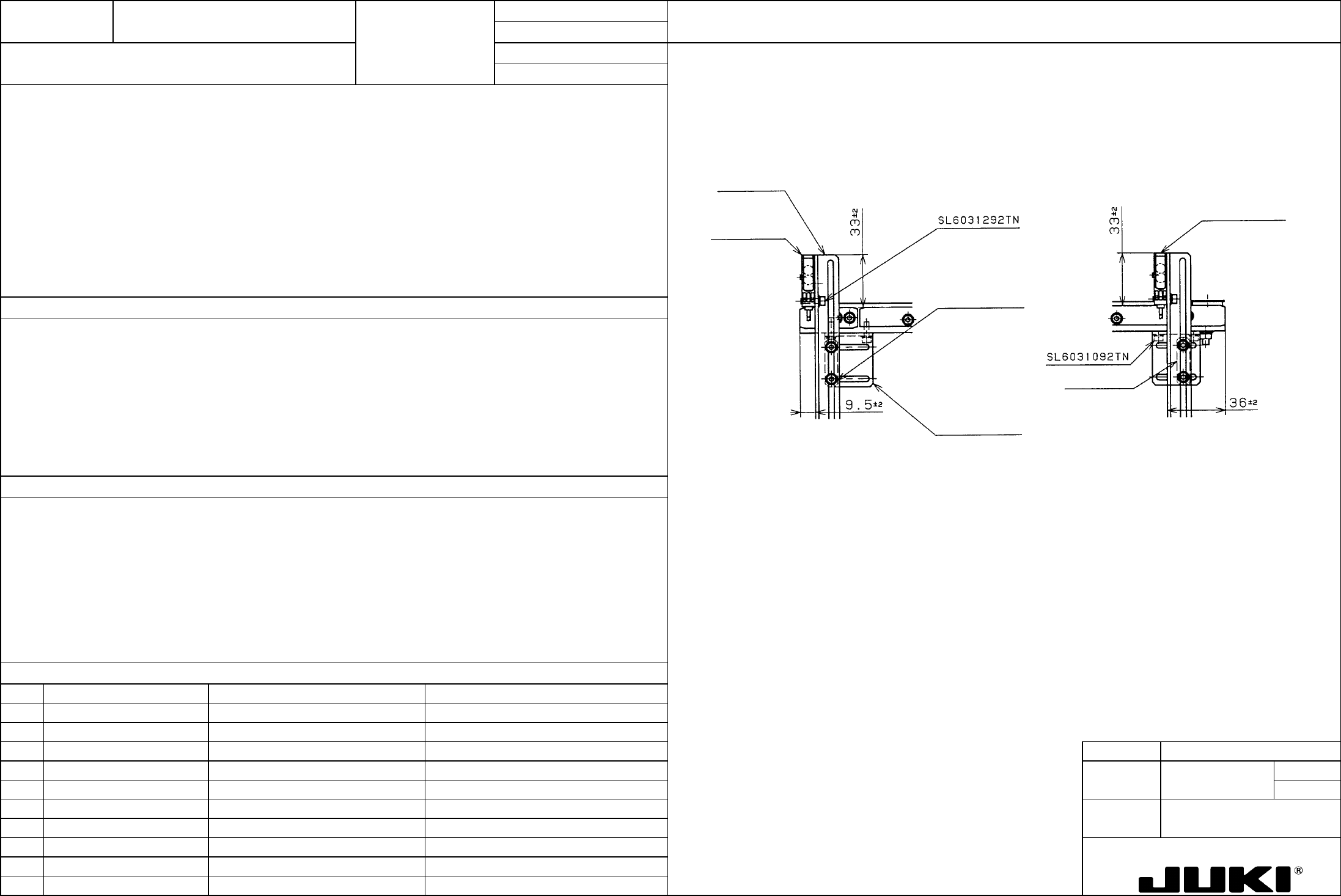
1. IN sensor adjustment position: 33 ±2 x 9.5 ±2 (See Fig. on the right.)
2. OUT sensor adjustment position: 33 ±2 x 36 ±2 (See Fig. on the right.)
1. IN motor start trigger generation timing (when transporting PWBs from an upstream machine to the local placer).
PWB width direction detection position adjustment (for PWBs of irregular shapes).
2. OUT motor stop signal trigger generation timing.
PWB width direction detection position adjustment (for PWBs of irregular shapes).
*Shows where the transport direction is from left to right:
In a configuration of left-to-right transportation, the IN sensor and OUT sensor are located in reverse way, just the opposite
to what is shown above.
With rear end reference, the sensor is mounted on the movable rail.
1. If the IN motor is late to start, it results in the PWB transport tact time increasing. (Solution: IN sensor 9.5 -> Make
smaller.)
An incoming PWB binds to oscillate on the transport belt, deviating components on it. (Solution: IN sensor 9.5 -> Make
smaller.)
2. Slow to stop: An overrun to a downstream machine. (Solution: OUT sensor 36 -> Make larger.)
Quick to stop: Increased transport tact time, insufficient feed downstream the line. (Solution: OUT sensor 36 -> Make
larger.)
FUNCTION NAME Stopping the PWB Being Transported Function/Performance CHECK/ADJUSTMENT METHODS (REMEDIAL ACTION PROCEDURE)
ASSURED QUALITY Reliability
QUALITY CHARACTERISTICS (SPECIFICATION VALUES) CATEGORY Safety
Product Image
ROLE IN FUNCTION (MEANING OF SPECIFICATION VALUES)
POSSIBLE MALFUNCTIONS (CAUSED BY INCORRECT SPECIFICATION VALUES)
COMPONENTS
NO. Part No. Part Name Associated Quality Characteristics
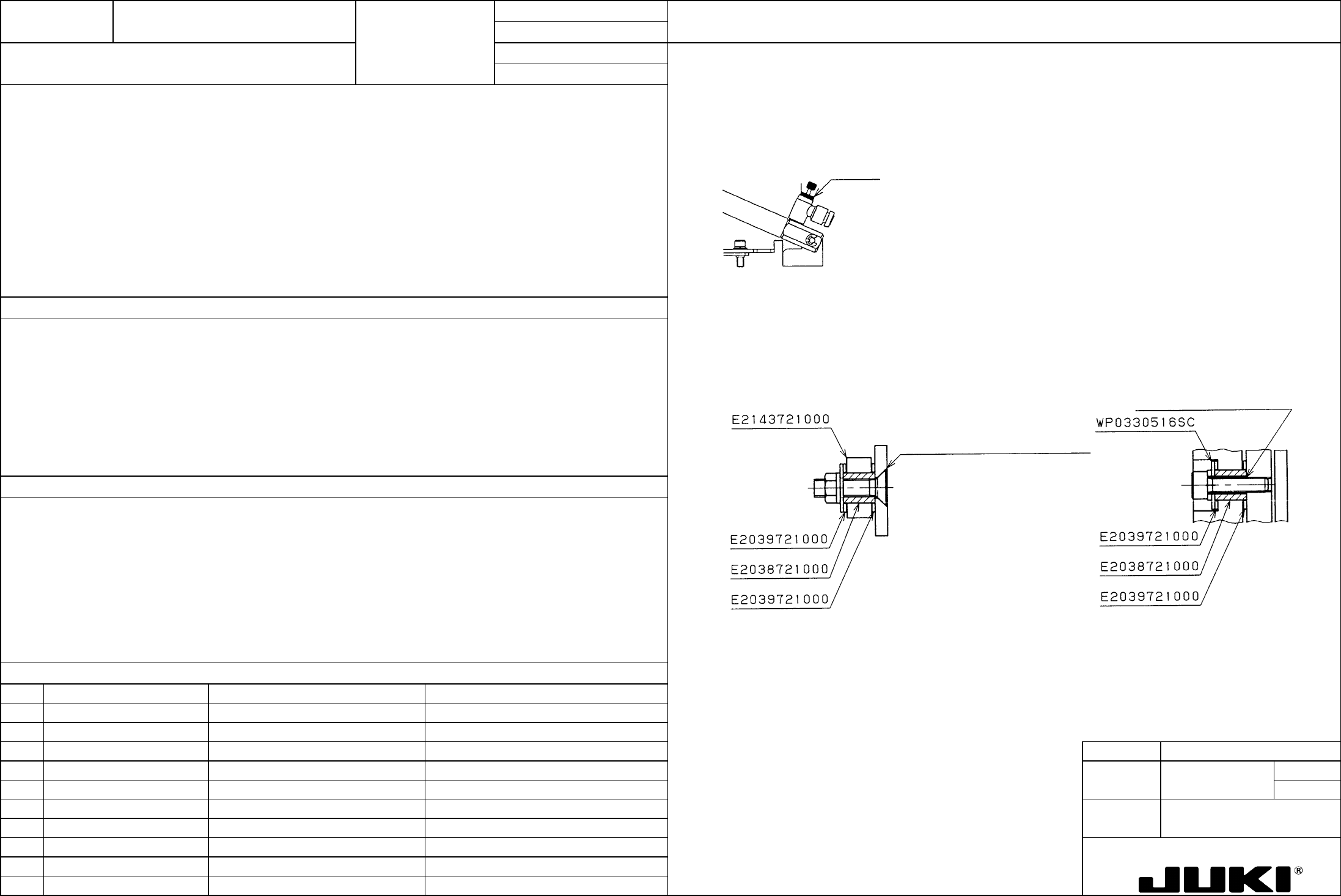
1 E2143721000 Stopper plate
2 E2039721000 Thrust washer
3 E2038721000 Stopper collar MODEL KE-750/760
4 UNIT Transport REF. NO.
5
NAME
7
6 FUNCTION Stopping the PWB Being
7
NAME Transported
8
9
10
QA Table
1. Speed controller opening angle: Two turns from the fully closed position.
1. Speed controller opening angle
2. The stopper plate must move smoothly.
Turn it two turns from the fully closed position and secure it in position with the lock nut.
Lock nut
2. Turn ON and OFF air to observe how the pressure plate moves. If it looks binding, check parts installed at the pivot of
the pressure plate and stopper clevis. A washer may be wedged in, a part may be missing, or the adhesive may be
squeezed out.
1. PWB clamping speed.
2. To maintain a given PWB clamping speed. To prevent interference with other parts.
Check to see i
f
adhesive is squeezed out.
Check to see if adhesive is
squeezed out on the opposite side.(stopper plate)
1. High speed: Ceramic and thin PWB cracked.
Low speed: Unable to stop the PWB at a good position.
2. The stopper frame does not move and the PWB cannot be stopped.
The stopper frame is slow to move and the PWB cannot be stopped at a good position.