KE-750_QA表.pdf - 第43页
FUNCTION NAME Outline Reference Y-Directi on Clamp Function/Performanc e CHECK/ADJUSTMENT MET HODS (REMEDIAL ACTION PROCEDURE) ASSURED QUALITY Reliability QUALITY CHARACTERISTI CS (SPECIFICATION VALUES) CATEGORY Safety P…
FUNCTION NAME PWB X-Direction Clamp Function/Performance CHECK/ADJUSTMENT METHODS (REMEDIAL ACTION PROCEDURE)
ASSURED QUALITY Reliability
QUALITY CHARACTERISTICS (SPECIFICATION VALUES) CATEGORY Safety
Product Image
ROLE IN FUNCTION (MEANING OF SPECIFICATION VALUES)
POSSIBLE MALFUNCTIONS (CAUSED BY INCORRECT SPECIFICATION VALUES)
COMPONENTS
NO. Part No. Part Name Associated Quality Characteristics
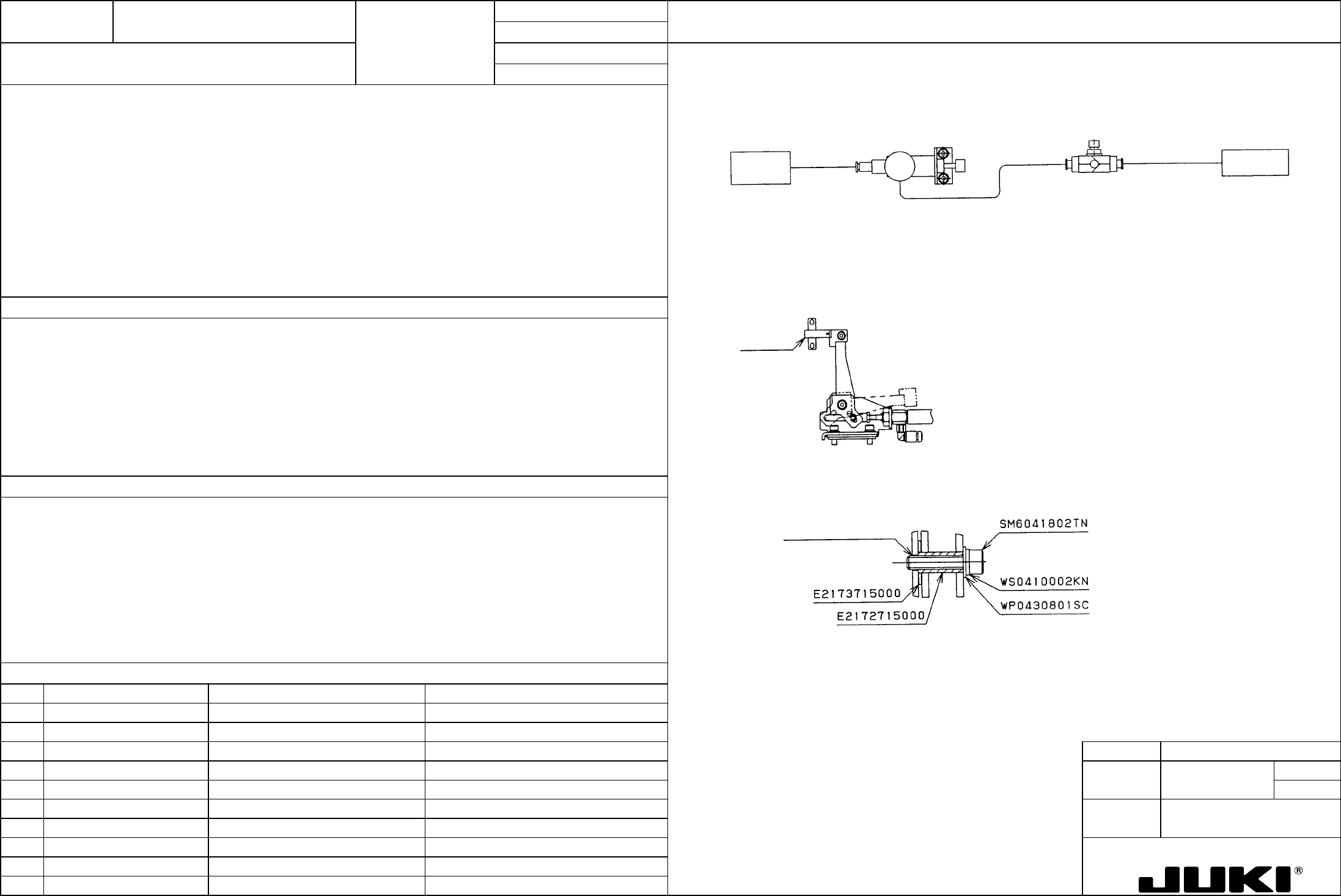
1 E2172715000 Pusher shaft
2 E2173715000 Thrust washer
3 E2110725000 Pusher FL MODEL KE-750/760
4 UNIT Transport REF. NO.
5
NAME
13
6 FUNCTION PWB X-Direction Clamp
7
NAME
8
9
10
QA Table
1. Reducing valve
1. Reducing valve adjustment value: 0.35 MPa
2. Pusher FL speed: From the time when solenoid is energized to when jig sensor is activated: 200 ms
ア10 ms
Pusher
X
Adjust to meet the
requirement of 2. To be
locked with lock nut.
0.35 MPa; Tobe locked
with lock nut
Solenoid
valve
3. The pusher FL must move smoothly.
2. Install the jig sensor at the position where the pusher FL rises. Connect the 3P connector of the sensor to CN7 of
CARRY board. Use TP7 (red) and TP2 (white) to determine whether the solenoid is energized and jig sensor is activated,
respectively.
A
ir OFF
Air ON
Jig senso
r
1. PWB clamping pressure in the X-direction
2. PWB clamping speed
3. To maintain a given PWB clamping speed. To prevent interference with other parts.
3. Turn ON and OFF air to observe the operation of pusher FL. If pusher FL tends to bind, check the parts at the pusher FL
pivot for installation. A washer may be wedged, a part may be missing, or adhesive may be squeezed out.
Note adhesive that is squeezed
out on the opposite end.
1. Pressure too high: A ceramic or thin PWB is cracked.
Pressure too low: Unable to move the PWB to the specified position.
2. Speed too low: Increased transport tact time. Vertical clamping occurs before X-clamping is completed.
Speed too high: A ceramic or thin PWB is cracked.
3. Pusher FL does not move, not clamping the PWB.
The pusher is slow to move and vertical clamping occurs before X-clamping is completed.
FUNCTION NAME Outline Reference Y-Direction Clamp Function/Performance CHECK/ADJUSTMENT METHODS (REMEDIAL ACTION PROCEDURE)
ASSURED QUALITY Reliability
QUALITY CHARACTERISTICS (SPECIFICATION VALUES) CATEGORY Safety
Product Image
ROLE IN FUNCTION (MEANING OF SPECIFICATION VALUES)
POSSIBLE MALFUNCTIONS (CAUSED BY INCORRECT SPECIFICATION VALUES)
COMPONENTS
NO. Part No. Part Name Associated Quality Characteristics
1 E2161721000 Pusher
2 PC0205010A0 Reducing valve
3 PC012401000 Speed controller MODEL KE-750/760
4 UNIT Transport REF. NO.
5
NAME
14
6 FUNCTION Outline Reference Y-Direction
7
NAME Clamp
8
9
10
QA Table
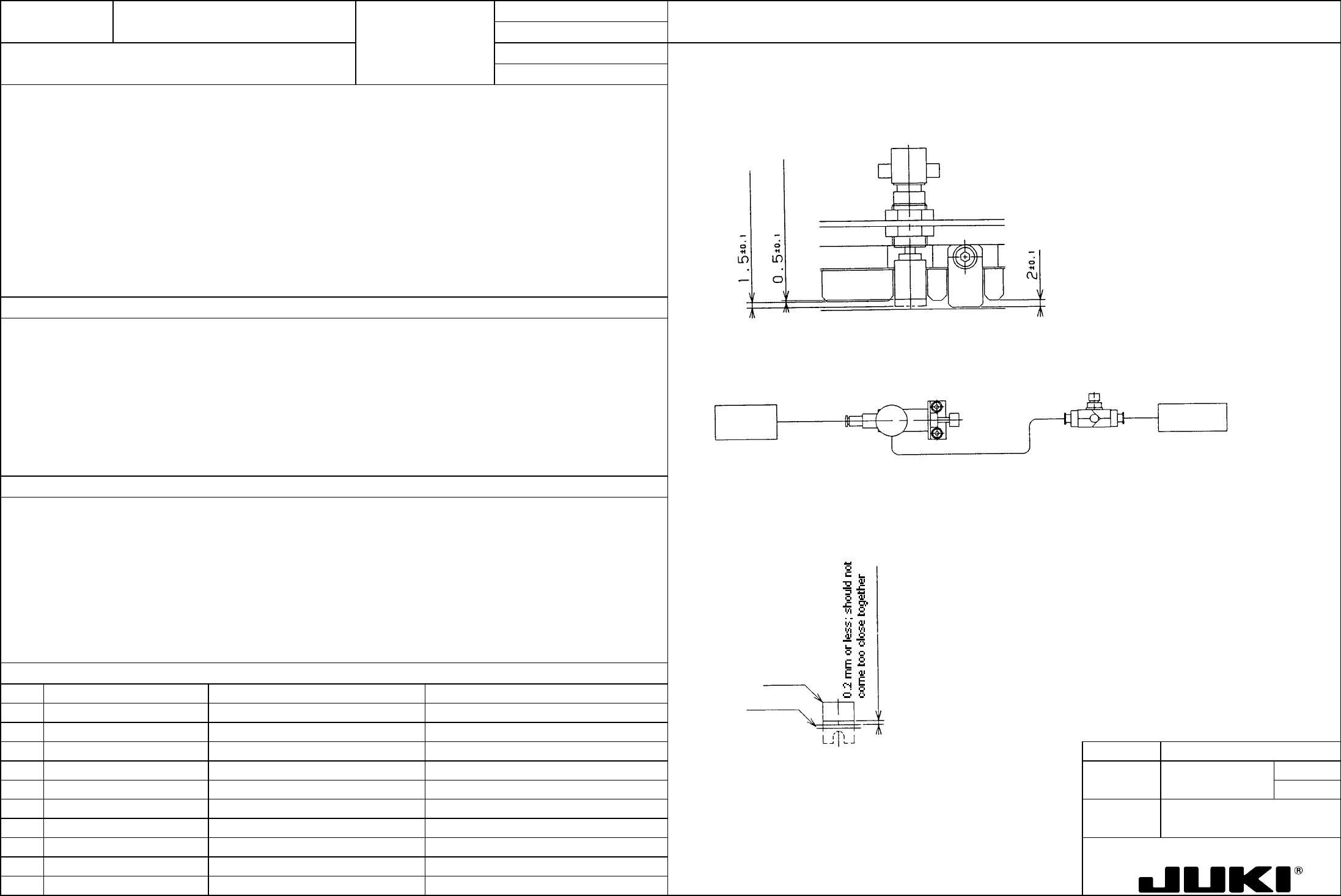
1. Measure the position of the pusher with respect to PWB guide RA and RB when air is turned ON and OFF.
1. Pusher protrusion: ON -> 1.5 mm; OFF -> 0.5 mm
2. Reducing valve: 0.5 MPa
3. Speed controller opening angle: Turned two turns from the fully closed position.
4. Clearance between pusher and transport belt: 0.2 mm or less, with no part getting too close together
5. The pusher must be moved smoothly when air is turned ON and OFF.
1. Optimum amount of push in Y-direction
2. Reducing valve, speed controller opening angle
2. Pusher Y optimum clamping pressure
3. Pusher Y optimum clamping speed
Pusher Y
Two turns from full
y
closed position; to
be locked with lock
nut.
0.5 MPa; To be locked
with lock nut
Solenoid
valve
4. To prevent pusher Y and transport belt from getting too close together
5. To prevent interference between pusher and other parts
3. A 0.2-mm feeler gage should not go into the space between the pusher and belt. The belt should not come too close
together with the pusher when driven.
1. Protrusion too much: PWB runs off PWB guide RA and RB and the system is unable to clamp it in the vertical direction.
Protrusion too little: Unable to clamp the PWB.
2, 3. Speed and pressure too high: A ceramic or thin PWB is cracked.
Pushe
r
Transport belt
Speed and pressure too low: Unable to clamp the PWB comfortably.
4. When pusher Y gets too close to the belt, the transport belt stops moving.
If pusher Y is too wide apart from the belt, a thin PWB can gets into the clearance.
5. Interference between pusher and other parts.
FUNCTION NAME Stabilization of Movable Rail Function/Performance CHECK/ADJUSTMENT METHODS (REMEDIAL ACTION PROCEDURE)
ASSURED QUALITY Reliability
QUALITY CHARACTERISTICS (SPECIFICATION VALUES) CATEGORY Safety
Product Image
ROLE IN FUNCTION (MEANING OF SPECIFICATION VALUES)
POSSIBLE MALFUNCTIONS (CAUSED BY INCORRECT SPECIFICATION VALUES)
COMPONENTS
NO. Part No. Part Name Associated Quality Characteristics
1 E2010725000 Screw shaft
2
3 MODEL KE-750/760
4 UNIT Transport REF. NO.
5
NAME
15
6 FUNCTION Stabilization of Movable Rail
7
NAME
8
9
10
QA Table
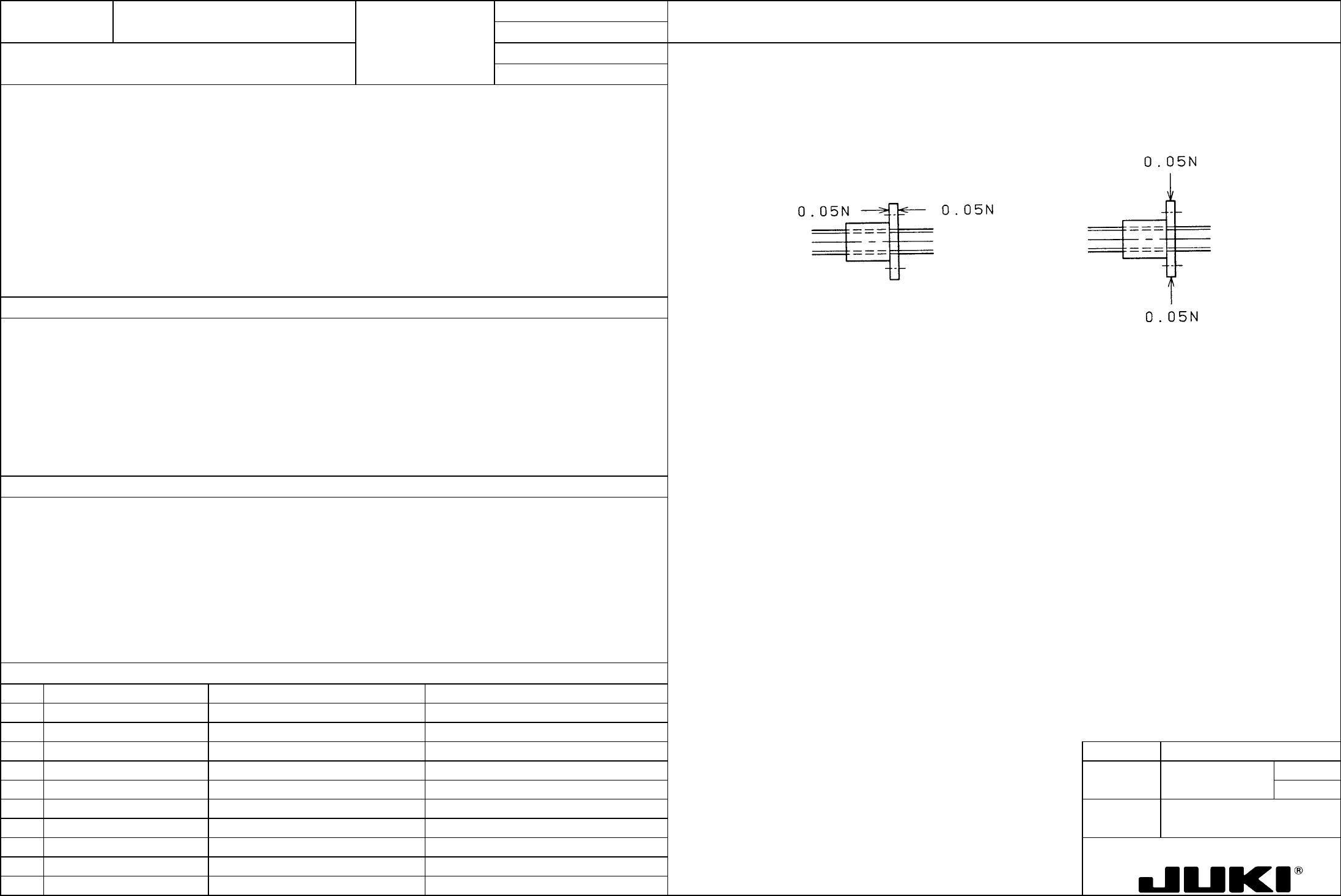
Apply a lever dial indicator to the nut. Measure the movement of the nut when a load is applied to it alternately from the
opposite directions as illustrated below.
1. The movement of the screw shaft nut should be within 50 um when a 0.05-N load is applied to it alternately from the
opposite thrust directions.
2. The movement of the screw shaft nut should be within 100 um when a 0.05-N load is applied to it alternately from the
opposite radial directions.
1, 2. To minimize play in the movable rail, thereby minimizing vibration during operation.
Thrust direction Radial direction
1, 2. When the movable rail oscillates during placement of components, it causes the PWB to oscillate, resulting in poor
placement accuracy.