KE-750_QA表.pdf - 第41页
FUNCTION NAME Feeding PWBs Smoothly - 1 Function/Performance CHECK/ADJUSTMENT METHODS (REMEDIAL ACT ION PROCEDURE) ASSURED QUALITY Reliability QUALITY CHARACTERISTI CS (SPECIFICATION VALUES) CATEGORY Safety Product Image…
FUNCTION NAME BU Table Up-Down Detection Function/Performance CHECK/ADJUSTMENT METHODS (REMEDIAL ACTION PROCEDURE)
ASSURED QUALITY Reliability
QUALITY CHARACTERISTICS (SPECIFICATION VALUES) CATEGORY Safety
Product Image
ROLE IN FUNCTION (MEANING OF SPECIFICATION VALUES)
POSSIBLE MALFUNCTIONS (CAUSED BY INCORRECT SPECIFICATION VALUES)
COMPONENTS
NO. Part No. Part Name Associated Quality Characteristics
1 HD000760000 BU table sensor
2 SM403101SC HD04 set screw
3 E2093725000 BU sensor plate MODEL KE-750/760
4 E2092725000 BU sensor stay UNIT Transport REF. NO.
5 SL6051292TN 2092 SEMS cap
NAME
11
6 E2008725000 BU dog FUNCTION BU Table Up-Down Detection
7 SL6041092TN 2008 SEMS cap
NAME
8
9
10
QA Table
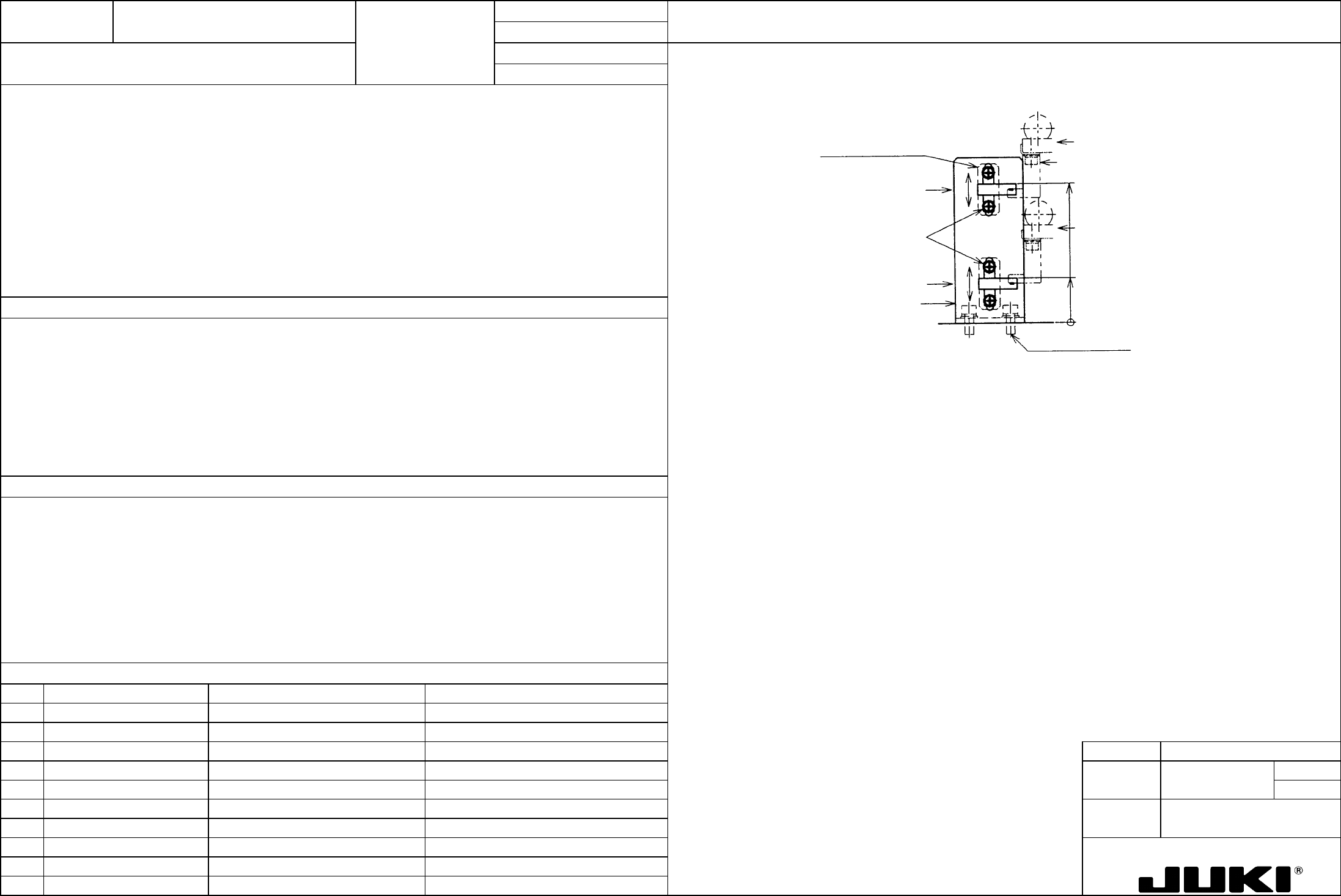
2092 SEMS cap
26 (temporary fixing position)
BU table DOWN position
81 (temporary fixing position)
BU dog
BU table UP position
BU sensor sta
y
BU table sensor (DOWN)
HD00 set scre
w
BU table sensor (UP)
BU sensor plate
1. Adjusting the height of BU table sensor (UP):
With a 4.5ア0.1-mm-thick plate clamped, gradually lower the BU table sensor (UP) and, when the sensor is activated,
secure it in position.
2. Adjusting the height of BU table sensor (DOWN):
With the BU table in the lowered position, gradually raise the BU table sensor (UP) and, when the sensor is activated,
move the sensor up another 1 mm and secure it at that position.
3. Adjusting the positional reference between BU dog and BU table sensor:
Secure the BU dog in the BU table sensor slit where it does not contact the sensor.
1. BU table upward motion detection
2. BU table downward motion detection
3. To meet the BU dog shielding function.
1. Sensor located too high: Unable to detect a table going up -> The system is unable to proceed with the next process
(timeout error). [Solution: Lower the BU table sensor (UP).]
Sensor located too low: Pusher operates too quickly. -> PWB clamping failure [Solution: Raise the BU table sensor
(UP).]
2. Sensor located too high: CENT transport starts too early. -> PWB failing to ride on OUT buffer [Solution: Lower the BU
table sensor (DOWN).]
Sensor located too low: Unable to detect a table going down -> The system is unable to proceed with the next process
(timeout error). [Solution: Raise the BU table sensor (DOWN).]
3. BU dog detection error: The system is unable to proceed with the next process (timeout error). [Solution: Adjust dog
position; adjust BU sensor stay position.]
FUNCTION NAME Feeding PWBs Smoothly - 1 Function/Performance CHECK/ADJUSTMENT METHODS (REMEDIAL ACTION PROCEDURE)
ASSURED QUALITY Reliability
QUALITY CHARACTERISTICS (SPECIFICATION VALUES) CATEGORY Safety
Product Image
ROLE IN FUNCTION (MEANING OF SPECIFICATION VALUES)
POSSIBLE MALFUNCTIONS (CAUSED BY INCORRECT SPECIFICATION VALUES)
COMPONENTS
NO. Part No. Part Name Associated Quality Characteristics
1 E2044725000 Transport rail FC
2 E2073725000 Transport rail RC
3 E2049725000 Transport rail MODEL KE-750/760
4 E2041725000 PWB guide U UNIT Transport REF. NO.
5 E2042725000 PWB guide L
NAME
12
6 E2046725000 PWB inner FUNCTION Feeding PWBs Smoothly - 1
7
NAME
8
9
10
QA Table
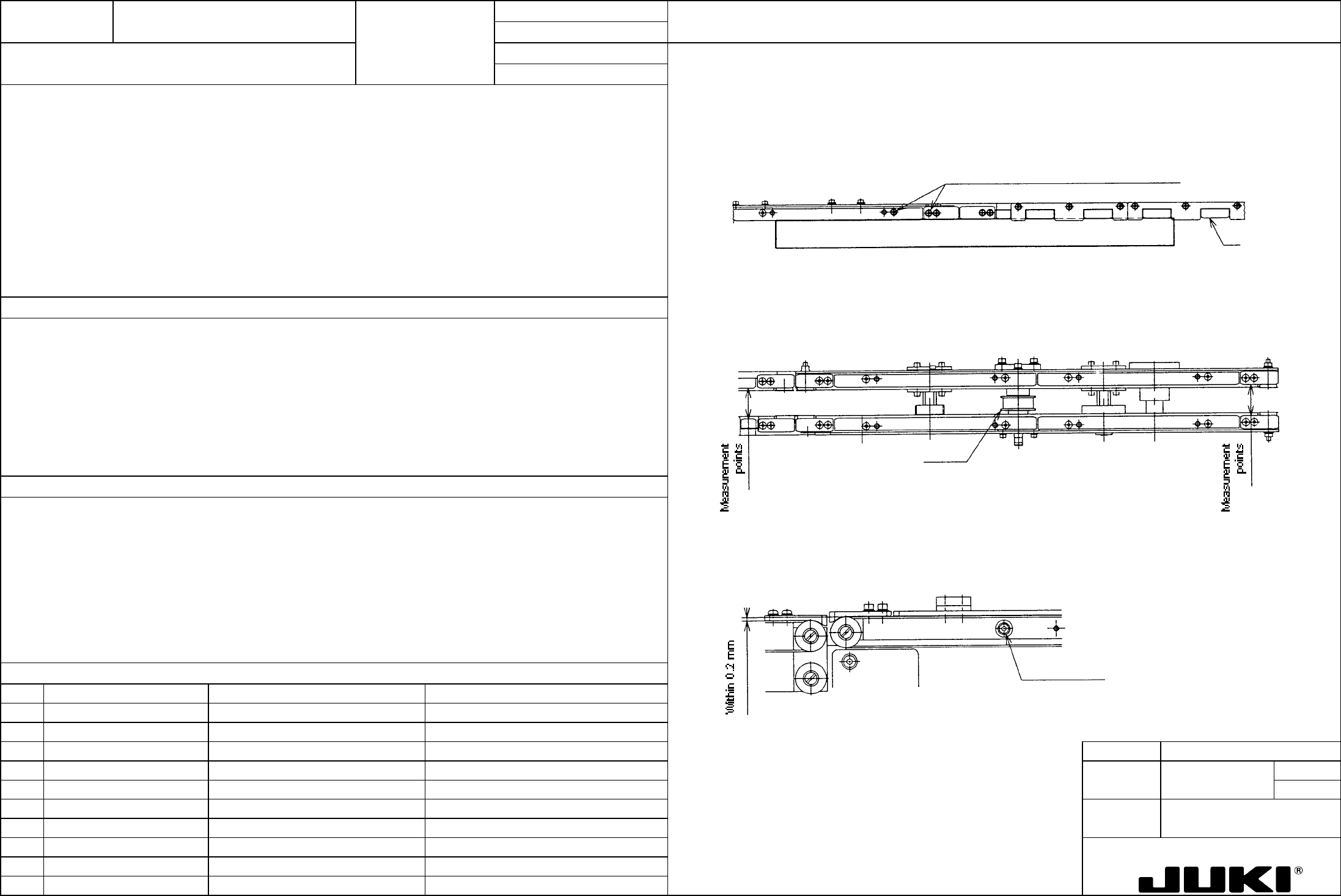
1. Transport rail straightness
1. Transport rail installed straightness: -|0.3
Apply a ruler with reference to transport rail FC and RC and place the PWB guide along the ruler.
2. Transport rail parallelism between F and R: //|0.5
3. Ride-over step between transport rails: Within 0.2 mm
Reference
Loosen screws and determine positions o
f
PWB guide and inner along the ruler.
2. Transport rail parallelism
Take measurements of rail width at four places in the transport direction and adjust the rail width so that the difference
between the maximum and minimum measurements is within 0.5 mm. Measure rail width for 30 mm and 254 mm. For
rail width 30 mm, press the end face of pulley A against the end face of screw shaft nut to serve as the limit.
Two measurement points at the symmetrical
positions on the opposite end
Pulley A
Guides the PWB straight along its path as it is being transported.
1. The PWB is get caught at the rail joint, resulting in the components being deviated from their correct positions.
3. Ride-over step between transport rails
2. PWB binds in mid-point of transport, or runs off the rails.
Match the height of right and left transport rails with reference to the height of the belt surface of transport rail CF and CR.
3. PWB stumbles on a step, resulting in the components being deviated from their correct positions.
Transport rail set scre
w
FUNCTION NAME PWB X-Direction Clamp Function/Performance CHECK/ADJUSTMENT METHODS (REMEDIAL ACTION PROCEDURE)
ASSURED QUALITY Reliability
QUALITY CHARACTERISTICS (SPECIFICATION VALUES) CATEGORY Safety
Product Image
ROLE IN FUNCTION (MEANING OF SPECIFICATION VALUES)
POSSIBLE MALFUNCTIONS (CAUSED BY INCORRECT SPECIFICATION VALUES)
COMPONENTS
NO. Part No. Part Name Associated Quality Characteristics
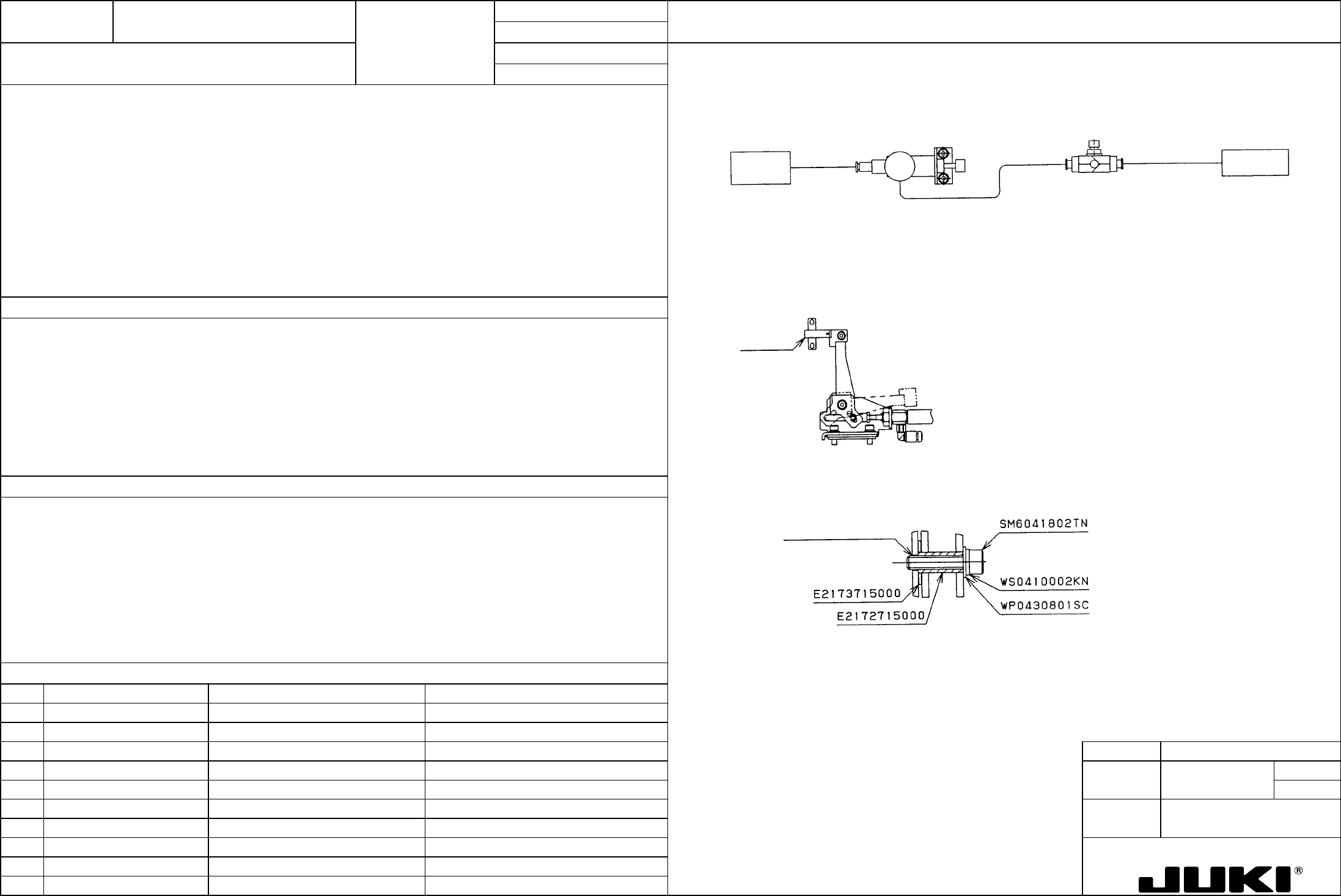
1 E2172715000 Pusher shaft
2 E2173715000 Thrust washer
3 E2110725000 Pusher FL MODEL KE-750/760
4 UNIT Transport REF. NO.
5
NAME
13
6 FUNCTION PWB X-Direction Clamp
7
NAME
8
9
10
QA Table
1. Reducing valve
1. Reducing valve adjustment value: 0.35 MPa
2. Pusher FL speed: From the time when solenoid is energized to when jig sensor is activated: 200 ms
ア10 ms
Pusher
X
Adjust to meet the
requirement of 2. To be
locked with lock nut.
0.35 MPa; Tobe locked
with lock nut
Solenoid
valve
3. The pusher FL must move smoothly.
2. Install the jig sensor at the position where the pusher FL rises. Connect the 3P connector of the sensor to CN7 of
CARRY board. Use TP7 (red) and TP2 (white) to determine whether the solenoid is energized and jig sensor is activated,
respectively.
A
ir OFF
Air ON
Jig senso
r
1. PWB clamping pressure in the X-direction
2. PWB clamping speed
3. To maintain a given PWB clamping speed. To prevent interference with other parts.
3. Turn ON and OFF air to observe the operation of pusher FL. If pusher FL tends to bind, check the parts at the pusher FL
pivot for installation. A washer may be wedged, a part may be missing, or adhesive may be squeezed out.
Note adhesive that is squeezed
out on the opposite end.
1. Pressure too high: A ceramic or thin PWB is cracked.
Pressure too low: Unable to move the PWB to the specified position.
2. Speed too low: Increased transport tact time. Vertical clamping occurs before X-clamping is completed.
Speed too high: A ceramic or thin PWB is cracked.
3. Pusher FL does not move, not clamping the PWB.
The pusher is slow to move and vertical clamping occurs before X-clamping is completed.