IPC J-STD-006C CN-2013年7月 电子焊接领域,电子级焊料合金及含助焊剂与不含助焊剂的固体焊料的要求.pdf - 第11页
2 适⽤⽂件 下列文 件 构 成本标准在此限定范围 内 的组成部分。 除非 在此 或 合 同 、 采购订 单中引用了特定的版 本, 否 则 , 应当 采 用 从招 标 邀请 或 提 案请 求 之 日 起 的有 效 版本。 2.1 联合⼯业标准 1 J-STD-004 助焊剂要求 J-STD-005 焊 膏 要求 J-STD-609 有 铅 、 无铅 的标 记 、 符号 和标 签 2.2 国际标准化组织( ISO ) 2 ISO 9001…

1.2.5 助焊剂百分⽐和⾦属含量 应当规定固态焊料产品中助焊剂的标称质量百分比。对于焊膏产
品,则应当规定金属含量。“金属含量”指的是焊膏中金属的质量百分比。见3.4.1节至3.4.5节。
1.3 要求的定义 本文件中“应当”一词用于对材料、制备、或过程控制中有要求的任何地方。
1.4 优先顺序 合同总是优先于本标准、参考标准和图纸。
1.5 冲突 当本标准的要求和适用的装配图/文件发生冲突时,优先采用用户认可的适用的装配图/
文件。当本标准的文本和此处引用的适用文件发生冲突时,优先采用本标准文本。当本标准的要求
和用户不认可的装配图/文件发生冲突时,优先采用本标准。
1.6 条款引⽤ 当本文件中的某条款被引用时,其子条款也同样适用。
1.7 附录 除表A-1至A-3,本标准的附录仅供参考,除非适用的合同、装配图、文件或采购订单另
行特别要求。
1.8 术语与定义 除下列术语外,本文件所适用的术语和定义均应当符合IPC-T
-50。本标准中标有
星号(*)的术语直接引自IPC-T-50,为方便起见,转载于此。
*验收测试 经采购商和供应商双方协商同意,为确定产品的可接受性所必需的测试。
*基体⾦属(焊料) 被焊料润湿的底层金属表面,也称为金属基材。
腐蚀 由于潮湿,金属与环境发生化学或电化学反应,导致金属变质退化。
*密度(材料) 物质的单位体积质量。
*退润湿 熔融焊料涂覆在金属表面,然后焊料回缩,导致形成由焊料薄膜覆盖且未暴露金属基材的
区域分隔开的不规则焊料堆的状况。
共晶(焊料) 熔解和凝固的单一温度就是任何特定成分混合物的最低凝固温度的焊料合金。
*助焊剂 具有化学和物理活性的化合物,当加热后,能够通过去除轻微的表面氧化层和其它表面
膜、并保护表面在焊接过程中不会再次氧化,来促进熔融焊料对金属基材表面的润湿。
助焊剂特性鉴定 助焊剂特性鉴定由一系列对助焊剂及其残留物的特定测试组成,以确定助焊剂及
其残留物对产品可靠性的影响。这些测试包括确定助焊剂及其残留物的基本腐蚀性和导电性(见J-
STD-004)。
助焊剂残留物 焊接后残存在焊点表面及周围的助焊剂材料(非挥发)部分。
*液相线 焊料合金完全熔融时的温度。
不润湿 熔融焊料与焊接表面接触,但焊料没有完全粘附于整个表面,仍有金属基材暴露的状况。
焊料 熔点温度低于427°C[800.6°F]、能够润湿并连接其它金属的金属合金。本标准允许使用某
些熔点达485°C [905.0°F]的专用合金,但不将其视作通常情况下的焊料。
*固相线(焊料) 焊料合金开始熔化时的温度。
*润湿(焊料) 焊料在金属基材上形成相当均匀、光滑、连续的附着膜。
1.9 健康和安全 本标准中引用的一些材料使用时可能是有害的。要按照地方适用的和联邦职业安
全与健康管理局(OSHA)的规定提供个人安全防护。
IPC J-STD-006C-C 2013年7月
2
SINGLE USER LICENSE - NOT FOR USE ON A NETWORK OR ONLINE

2 适⽤⽂件
下列文件构 成本标准在此限定范围内 的组成部分。除非在此或合同、采购订单中引用了特定的版
本,否则,应当采用从招标邀请或提案请求之日起的有效版本。
2.1 联合⼯业标准
1
J-STD-004 助焊剂要求
J-STD-005 焊膏要求
J-STD-609 有铅、无铅的标记、符号和标签
2.2 国际标准化组织(ISO)
2
ISO 9001 质量管理体系-要求
ISO 10012 第1部分 测量设备质量保证要求-第一部分:测量设备的计量学验证体系
ISO 9453 软焊料合金-化学成分和形态
2.3 IPC
3
IPC-T-50 电子电路互连与封装术语及定义
IPC-TM-650 测试方法手册
4
2.2.14 焊料粉末颗粒尺寸分布-1-4型号的筛选方法
2.2.14.1 焊料粉末颗粒尺寸分布-显微镜测量方法
2.2.14.2 焊料粉末颗粒尺寸分布-光学影像分析方法
2.2.14.3 焊料粉末最大颗粒尺寸的确定
2.3.34.1 涂敷助焊剂焊料和/或含助焊剂芯焊料中的助焊剂百分比
2.4.47 助焊剂残留物干燥性
2.4.48 含助焊剂芯的焊丝的飞溅
2.4.49 焊料熔丘测试
2.4 美国材料与测试学会(ASTM)
5
ASTM B-32 焊料金属标准技术规范
3 技术要求
3.1 材料 应当使用能够使焊料产品符合规定要求的材料。鼓励使用可回收或可循环利用的材料。
可回收或可循环利用材料应当符合或优于纯(之前未合金化)金属的类似标准要求。在最大可行范
围内,且除非另有规定,焊料合金金属,包括焊料粉末,应当是某种合金组成元素的均质混合物,
即金属的每一颗粒都是相同的合金。
此外,本文件中无铅材料和组件的标记要求直接参考IPC/JEDEC J-STD-609标准《有铅、无铅的标
记、符号和标签》(见6.5节)。
1. www.ipc.org
2. www.iso.org
3. www.ipc.org
4.
可通过订购和从IPC网站(www.ipc.org/html/testmethods.htm)下载得到现行版和修订版IPC测试方法手册IPC-TM-650。
5. www.astm.org
2013年7月 IPC J-STD-006C-C
3
SINGLE USER LICENSE - NOT FOR USE ON A NETWORK OR ONLINE
3.2 合⾦成分 基于本标准的目的,电子级焊料合金包括,但不仅限于,附录A中表A-1、A-2和A-3
中列出的所有合金:
表A-1: 适用于电子组件的无铅合金,包括纯锡(Sn99.9)。
表A-2: 根据锡百分比列出的通用锡/铅合金。
表A-3: 不含锡及铅两种元素的特殊合金,包括纯铟(In99.9)和其它专用合金。
附录A中的表A-1、A-2和A-3, 明确了合金成分及合金温度特性。
附录A中的表A-4, 固相线及液相线温度与合金名称对照表。
附录A中的表A-5, ISO 9453的ISO合金编号及名称与IPC J-STD-006合金名称对照表。
只有列在上述表中的合金成分组成元素,才能作为此种合金所要求的成分。所有其它元素均被看作
是此种合金的杂质。
除非另有说明,当其标称含量≤1.0%时,偏差应当不能>合金质量的0.1%;当其标称含量>1.0%且≤5.0
%时,偏差不能>合金质量的0.2%;当其标称含量>5.0%时,偏差不能>合金质量的0.5%。
例如:百分⽐≤5.0%的组成元素
标称百分⽐=3.5%,
偏差允许范围=3.3%-3.7%
对于某种合金元素,带有数字的字母“REM”(例如:REM-10.0)代表该元素构成了合金的其余部
分,它的实际质量百分比为100%与其余几种合金元素百分比总和的差值,数字表示合金中该元素的
大约百分比。上述规定允许的百分比偏差不适用于这种元素。
应当通过任一种标准分析程序测定合金中每种元素的质量百分比。湿化学方法应当作为仲裁程序。
有关这些不同合金的应用信息见6.1节。
3.3 合⾦杂质 未被列为合金组成成分的元素,被视为该种合金的杂质。对于制造商而言,应当使
用合金杂质含量标识符指明所提供焊料产品允许的杂质含量;而对于用户而言,应当使用杂质含量
标识符指明所要求焊料产品允许的杂质含量。杂质含量标识符加在合金名称的末尾,成为该合金名
称的组成部分(见6.3节)。
注: 应用于无势垒芯片连接的合金对合金杂质有不同的要求(见3.3.1节)。除非另有规定,合金中杂
质元素的质量百分比不应当超过表3-1中所列的限值。D合金中杂质元素的质量百分比应当符合3.3.1
节的要求。
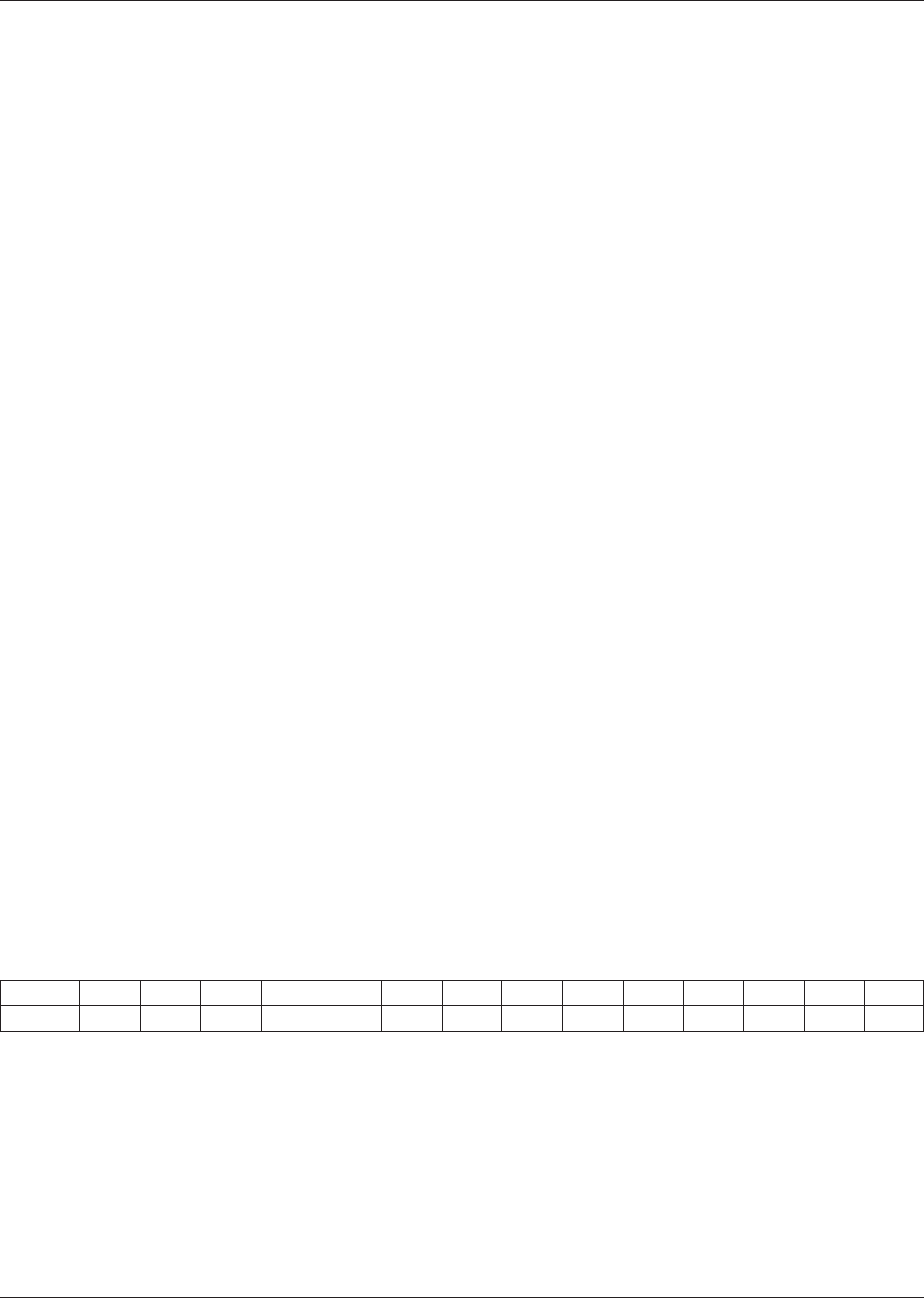
表3-1 合⾦中杂质元素的质量百分⽐
Ag Cd Pb Al Cu Sn As Fe Zn Au In Sb Bi i
百分比% 0.10 0.002 0.07 0.005 0.08 0.25 0.03 0.02 0.003 0.05 0.10 0.20 0.10 0.01
3.3.1 D合⾦ 标有后缀“D”的合金是超纯度合金,专门用于无势垒芯片连接。在标有后缀“D”
的合金中,所有杂质元素的总质量百分比不应当超过0.05%,而下面列出的每组杂质元素的总质量百
分比不应当超过0.0005%:
第一组:Be、Hg、Mg及Zn
第二组:As、Bi、P及Sb
3.4 焊料形态和尺⼨特征 本标准涉及棒状、丝状、带状、粉末状等形态的焊料及特殊焊料。从预
期的需求考虑,用户应该在最大可行范围内确定焊料形态特征以及应该指定标准特征。
IPC J-STD-006C-C 2013年7月
4
SINGLE USER LICENSE - NOT FOR USE ON A NETWORK OR ONLINE