YS24保养说明书.pdf - 第61页
3-13 3 2.3.4 PU 轴螺旋丝杆的清洁、加油 PU 轴的作用是在夹固基板时防止基板翘起,贴装时防止基板下沉。贴装元件时,防止由基板下沉引起贴装精度发 生偏差。因此,为了保证功能正常必须定期实施点检。 c 注意 PU 轴出现故障时,请与销售代理商或直接与 YAMAHA 联系。客户自行拆开清洁不在保修范围内。 1 将传送宽度调至最大宽度。 按 [ 传送宽度 ] 按钮,显示更改传送宽度的对话框。 输入最大规格的传送宽度,按 [O…
3-12
3
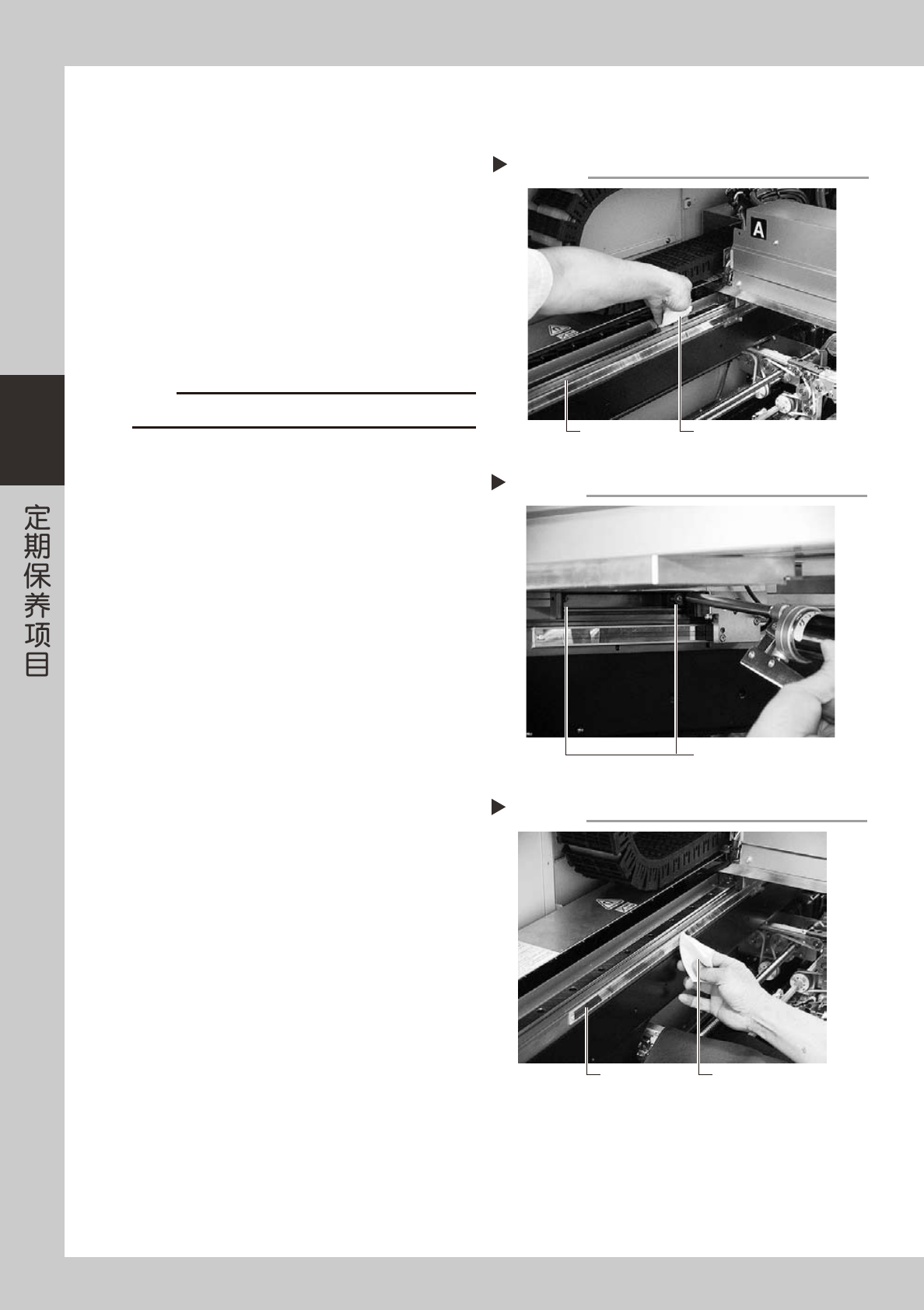
2.3.3 Y 轴线性导轨的清洁、加油
e
1
进行作业前的准备。
1. 将易受磁场影响的手表、ID 磁卡等随身物品全
部取出。
2. 按「EMERGENCY STOP」按钮,使贴片机处于
紧急停机状态。
2
擦拭线性导轨。
1. 将 Y 轴移至一端后,用无尘纸 ( 清洁室用 ) 等
擦拭线性导轨全轨。
2. 再将 Y 轴移至另一端,擦拭另一端的线性导轨。
55315-L2-00
c
注意
仔细擦拭包括移动凹槽部在内的线性导轨全轨。
3
加润滑油。
用润滑油枪 ( 标准喷嘴 ),将指定的润滑油 (NSL)
从 Y 轴线性导轨用润滑油注油嘴 ( 各 2 处,共 4 处 )
注入。
55316-L2-00
4
擦去多余的润滑油。
用手转动轴数次后,擦去多余的润滑油。
5
清洁线性标尺部。
加完润滑油后,用无尘纸 ( 清洁室用 ) 等擦拭线性
标尺部。
55317-L2-00
Y轴线性导轨的清洁
Step 2
导轨 无尘纸
Y轴线性导轨的加油
Step 3
润滑油注油嘴(2处)
线性标尺的清洁
Step 5
线性标尺 无尘纸
3-13
3
2.3.4 PU 轴螺旋丝杆的清洁、加油
PU 轴的作用是在夹固基板时防止基板翘起,贴装时防止基板下沉。贴装元件时,防止由基板下沉引起贴装精度发
生偏差。因此,为了保证功能正常必须定期实施点检。
c
注意
PU 轴出现故障时,请与销售代理商或直接与 YAMAHA 联系。客户自行拆开清洁不在保修范围内。
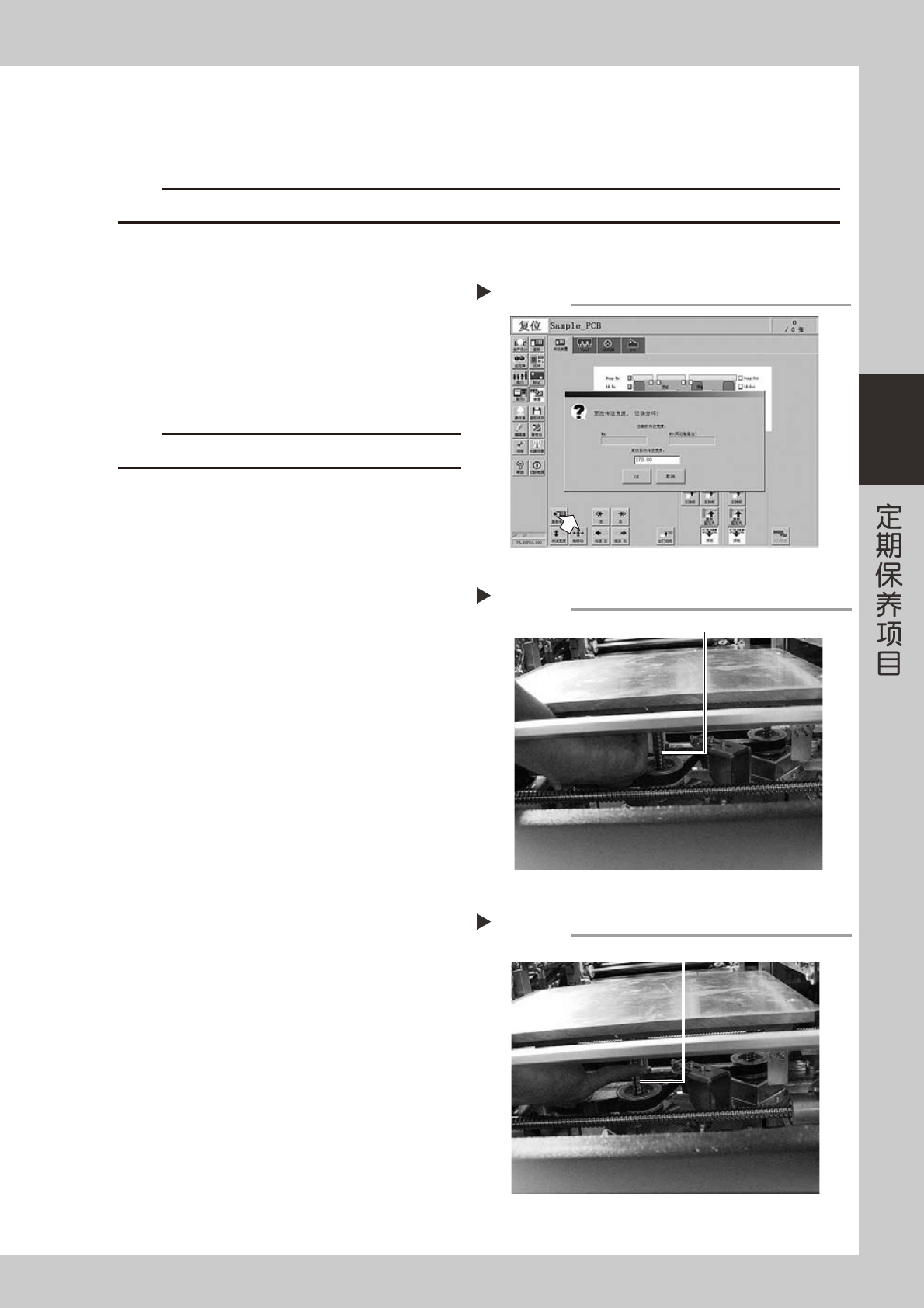
1
将传送宽度调至最大宽度。
按 [ 传送宽度 ] 按钮,显示更改传送宽度的对话框。
输入最大规格的传送宽度,按 [OK] 按钮。传送宽
度变为指定宽度。
56303-L2-00
2
使顶板上升。
用手动操作使要加润滑油的贴装台侧的顶板上升。
c
注意
也可以拆除顶板后再加油,但顶板较重,拆装时务必注意安全。
e
3
将脏污的润滑油去除干净。
按下紧急停机按钮后,用手指将螺旋丝杆 (3 处 ) 的
脏污润滑油去除干净。
55318-L2-00
4
用手指涂抹新的润滑油。
用手指蘸上 2cm 左右的新润滑油均匀地揉入螺旋丝
杆的螺旋沟槽部。
55319-L2-00
5
用手动操作使顶板上下移动。
解除贴片机的紧急停机状态,用手动操作上下移动
顶板数次。使润滑油磨合后,将顶板置于上升状态。
e
6
用手指去除多余的润滑油。
按下紧急停机按钮后,用手指去除多余的润滑油。
再次用手动操作上下移动顶板数次,如没有问题,
降下顶板。
传送宽度的输入
Step 1
清洁螺旋丝杆
Step 3
螺旋丝杆 3处
涂抹润滑油
Step 4
螺旋丝杆

3-14
3
2.4 传送带的点检和清洁 ( 隔月 )
点检传送带的磨损状况。传送带传送面磨损可引起滑带,导致无法稳定地传送基板。必须定期对磨损状态进行确认。
此外,由于传送带磨损导致磨损粉在传送装置传感器受光面堆积,引起误检测,磨损粉在传送带导槽内堆积则可
能引起传送带粘连等故障发生。
1
将传送宽度调至便于操作的宽度。
1. 按 [ 传送宽度 ] 按钮,显示更改传送宽度对话框。
2. 在「更改后的传送宽度」栏里输入适当数值 ( 可
伸入一字螺丝刀进行操作的宽度 ) 后,按 [OK]
按钮。传送宽度变为指定宽度。
56304-L2-00
e
2
放松传送带的张力。
按下紧急停机按钮后,使用 4mm、5mm 的六角扳手,
放松各传送带的张力。
55320-L2-00
3
取出传送带。
从张紧轮与基板导轨部的传送带凹槽取出传送带。
4
确认传送带传送面的磨损状态。
确认在 Step3 中取出的传送带的传送面是否有磨损。
参考
一般仅使用传送带宽度的一半 (3 〜 4mm) 左右,有磨损时,
如将基准侧与可动侧的传送带相互调换,可暂时再使用一段
时间。
但,长期使用会导致传送错误,因此建议尽早更换传送带。
5
清洁基板导轨部的传送带凹槽和张紧轮、
传动轮。
用吸尘工具 ( 选件 ) 吸取传送带凹槽及传感器检出
面的磨损粉。传送带用的张紧轮、传动轮也要清洁。
c
注意
磨损粉附在张紧轮、传动轮外形成黑色物质时,用金属刮刀
等清除。
调节传送宽度
Step 1
Step 2
张紧轮
张紧轮撑条
放松传送带的张力
W1轴
W2轴
出口传送部
张紧轮