FUJI 智能供料器 料带拼接金属检测部分 使用说明书.pdf - 第40页
3. 料带的拼接 QD176-02 32 FUJI 智能供料器 料带拼接金属检测部分使用说明书 胶带的粘贴方法: 1. 操作料带拼接作业推车上的控制杆 ,将从属送料孔料带拼接部的位置 调整到相应的位 置。 2. 将新的料卷放置到料带拼接作业台 上。 备注 ) 少许提起料卷托架使其向右转动,然后放置料卷。 因元件的重量导致料卷发生转动时, 请通过控制杆的橡胶施加制动。 制动力请通过重量 的位置来调整。 3. 在料带拼接治具部表示了拼接新旧…
QD176-02 3. 料带的拼接
FUJI 智能供料器 料带拼接金属检测部分使用说明书 31
3.4 使用了料带拼接作业推车的拼接胶带的粘贴方法
(W32 ~ W56)
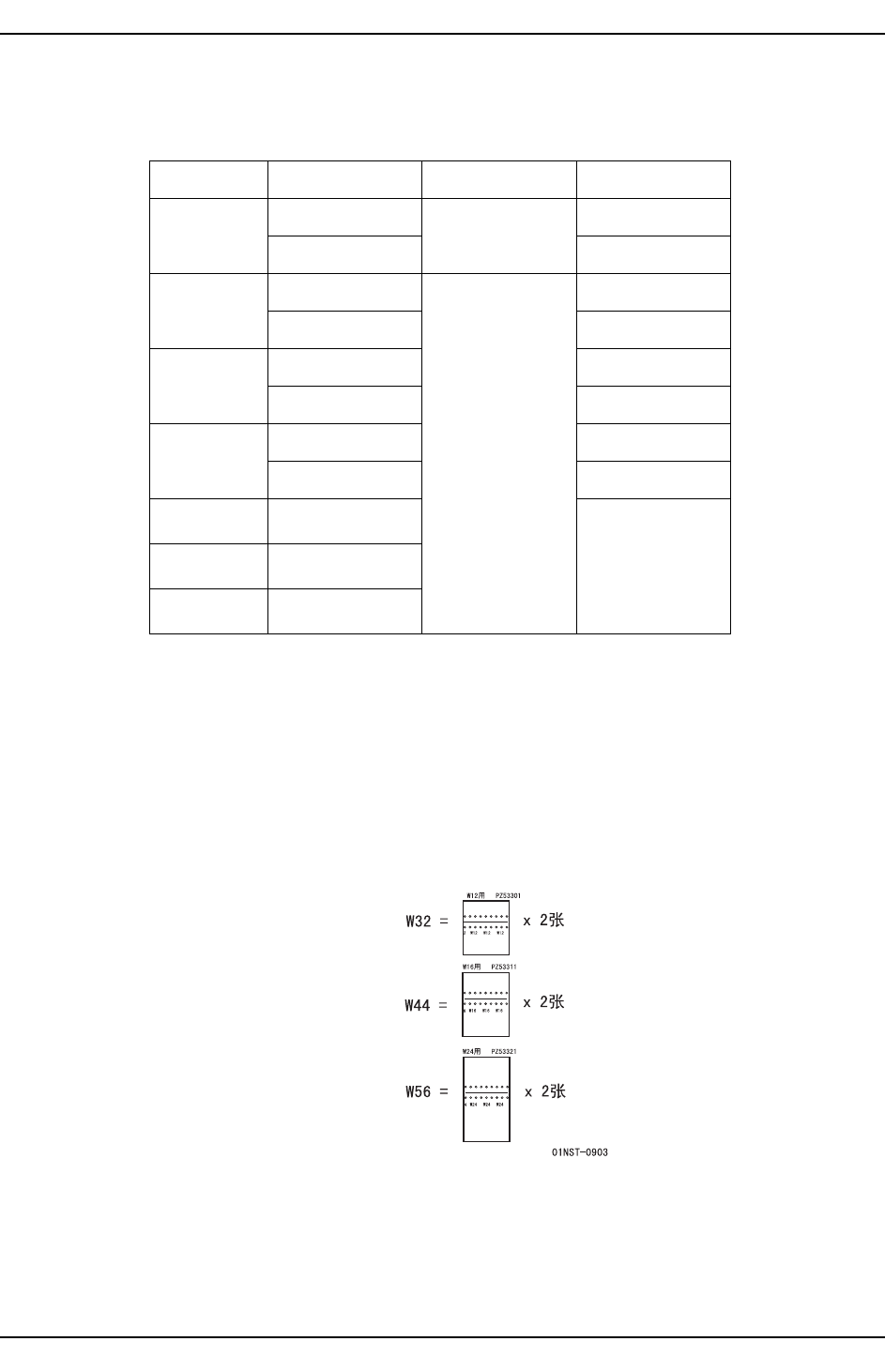
必要的部件:
拼接宽度较大的元件料带时 , 需要在 2 侧粘贴拼接胶带。请使用 W12、W16 和 W24 的拼接胶
带各2张。
W32 :需要2张W12 用拼接胶带 (PZ5330*)
W44 :需要2张W16 用拼接胶带 (PZ5331*)
W56 :需要2张W24 用拼接胶带 (PZ5332*)
料带拼接作业推车 (QK0LL**)
备注 ) 拼接胶带请使用含有铝箔的上述指定的拼接胶带。其他的市售拼接胶带无法进行检
测。
料带宽度 作业台使用 剪断方法 胶带粘贴方法
W8
使用 3.1.1 3.3
不使用 3.1.2
W12
使用 3.2.1 3.3
不使用 3.2.2
W16
使用 3.3
不使用 3.2.2
W24
使用 3.3
不使用 3.2.2
W32
使用
3.4
W44
使用
W56
使用
3. 料带的拼接 QD176-02
32 FUJI 智能供料器 料带拼接金属检测部分使用说明书
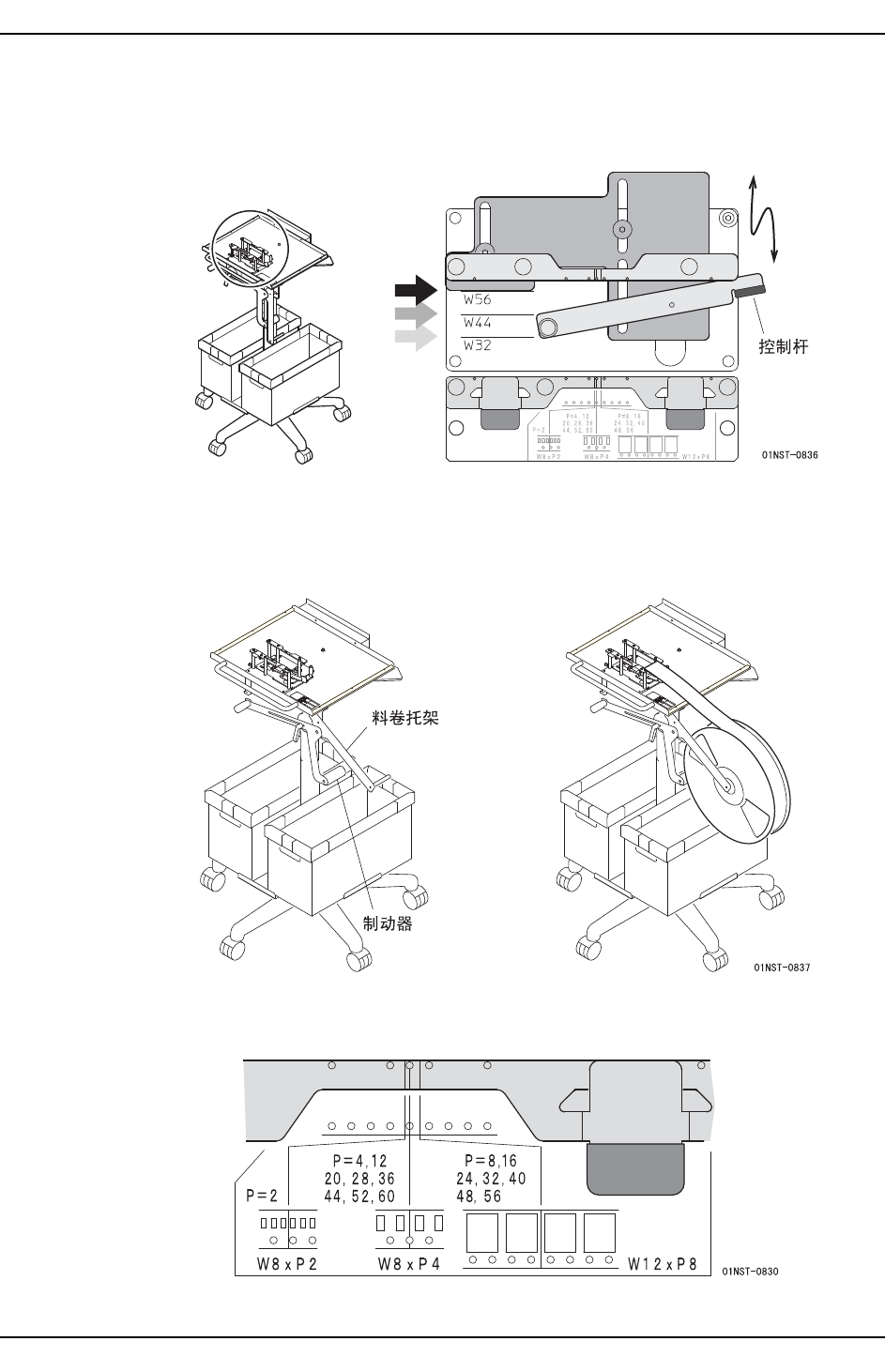
胶带的粘贴方法:
1. 操作料带拼接作业推车上的控制杆,将从属送料孔料带拼接部的位置调整到相应的位
置。
2. 将新的料卷放置到料带拼接作业台上。
备注 ) 少许提起料卷托架使其向右转动,然后放置料卷。
因元件的重量导致料卷发生转动时,请通过控制杆的橡胶施加制动。制动力请通过重量
的位置来调整。
3. 在料带拼接治具部表示了拼接新旧料带的位置。请根据 P=2、P=4、P=8 来选择符合料带
间距的位置。
QD176-02 3. 料带的拼接
FUJI 智能供料器 料带拼接金属检测部分使用说明书 33
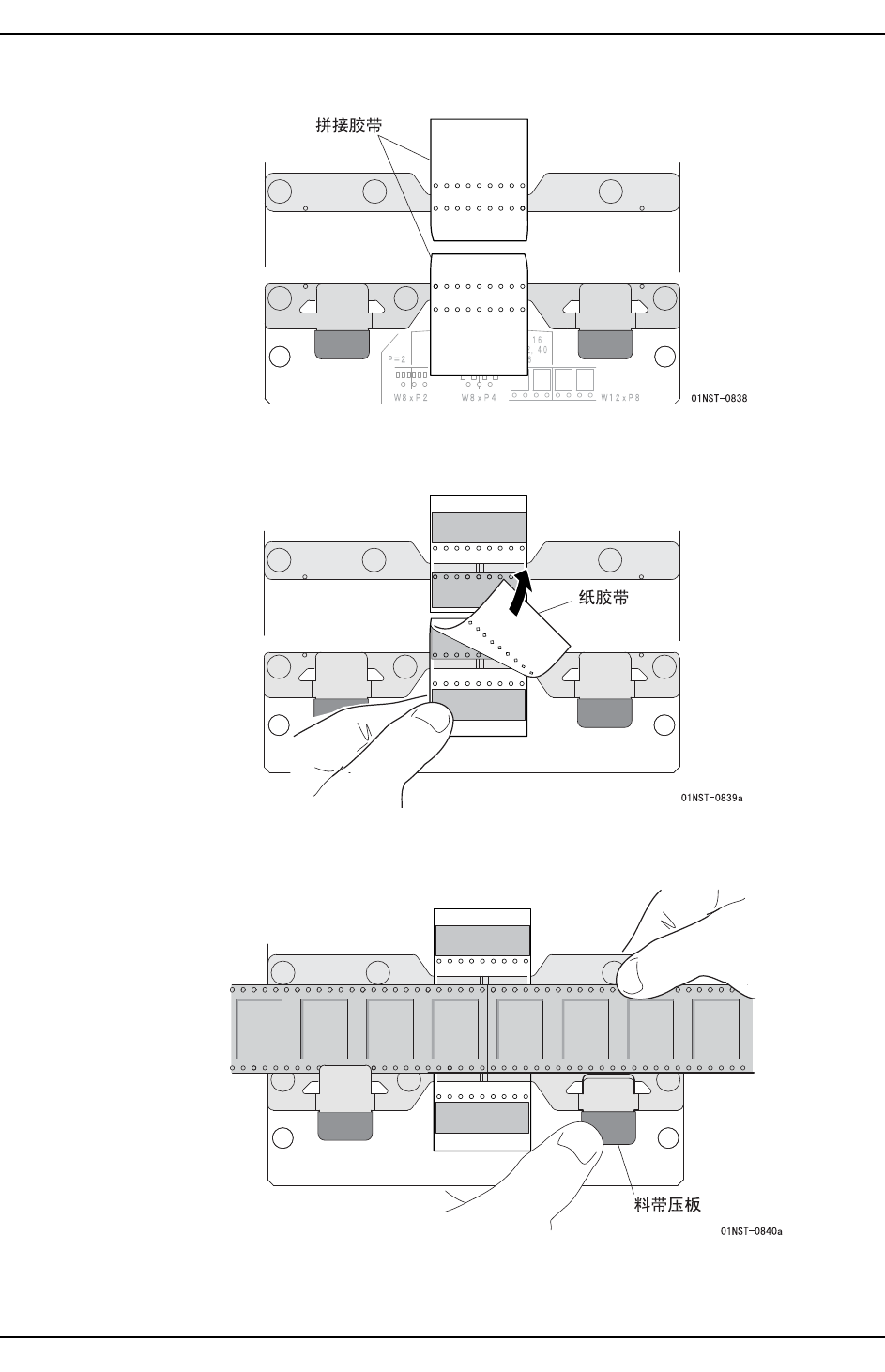
4. 在料带拼接部放置 2 张拼接胶带。(W 12 等的印刷面朝上。)
5. 只剥取 2 张拼接胶带上面的纸胶带。
备注 ) 确认银色的拼接胶带留在透明胶带上面。
6. 打开料带压板,同时将剪断后的新旧料带的前端粘贴到所定的拼接点 (拼接点根据间距
而不同)。手指离开料带压板,然后将料带固定在料带拼接部。
W12 W12 W12 W
W12 W12 W12 W