LNB__N7201A561C.pdf - 第240页
NPM X / NPM / AM / VM LNB 3.5 实际信息表示 Page 3-114 EJM5DC-MB-03L-17 ④ 校正值分布的图表区域 ‘ 识别校正值 ’ : 以一览表显示各识别校正值的平均值 和标准偏差。 同时,在横轴 X 、纵轴 Y 的图表上,以颜色绘图显示各个值。 不良判定以外的数据为蓝色,不良判 断的数据为红色。 ‘APC 校正值 ’ : 以一览表显示各 APC 校正值的平均值和标准偏差。 同时,在横轴 X …
NPM X / NPM / AM / VM
LNB
3.5
实际信息表示
EJM5DC-MB-03L-17 Page 3-113
①
[
展开
] / [
压缩
]
点击
[
展开
]
,将以整画面显示贴装信息一览表。同时,
[
展开
]
按钮将会变化为
[
收缩
]
按钮。
点击
[
收缩
]
,将会返回到原来的显示。
②
[
记录数
]
在以搜索条件所指定的基板上执行了元件贴装的件数。
③
‘
品质信息
’
在品质信息的一览表中,只显示判定为不良或
NG
的元件。
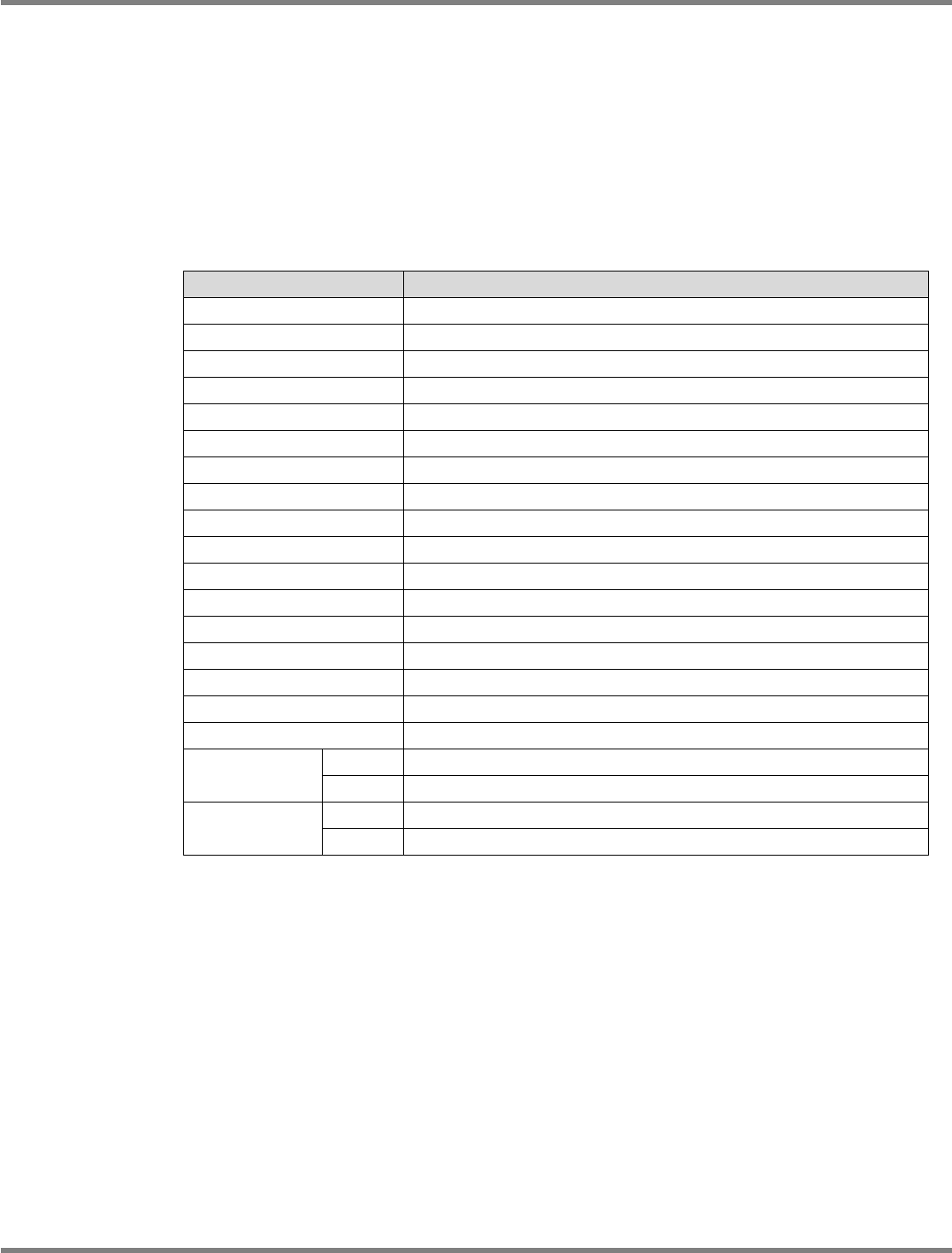
显示项目一览
项目
说明
生产张数
贴装了在搜索条件下所指定元件的基板的生产数量。
基板条形码
贴装了在搜索条件下所指定元件的基板的条形码。
基板序列
贴装了在搜索条件下所指定元件的基板的序列。
元件名
在搜索条件下所指定的元件名称。
电路编码
使用了在搜索条件下所指定元件的电路编码。
PT
使用了在搜索条件下所指定元件的区块号码。
贴装点坐标
X,Y,
θ
以搜索条件所指定的元件执行了贴装的坐标。
贴装时刻
贴装了在搜索条件下所指定元件的时刻。
贴装状态
显示贴装状况。如果不存在不良或错误,即会显示为
‘OK’
。
识别校正值
X,Y,
θ
对象元件的各个识别校正值。
APC
校正值
X,Y,
θ
对象元件的各个
APC
校正值。
MC
对以搜索条件所指定的元件进行贴装的机器序号。
TBL
对以搜索条件所指定的元件进行贴装的工作台序号。
FADD
在搜索条件下所指定元件的供料器地址。
NH
贴装在搜索条件下所指定元件的吸嘴支架号码。
NC
贴装在搜索条件下所指定元件吸嘴的吸嘴交换器号码。
TN
贴装了在搜索条件下所指定元件的区块。
元件检查
1
图像
在检查元件之际所使用的元件图像。
判定
元件检查的结果。
焊料检查
2
图像
在焊料检查之际所使用的焊料图像。
判定
焊料检查的结果。
1 :
表示在存在检查头的情形下,执行了元件检查。
2 :
表示在存在检查头的情形下,执行了焊料检查。

NPM X / NPM / AM / VM
LNB
3.5
实际信息表示
Page 3-114 EJM5DC-MB-03L-17
④ 校正值分布的图表区域
‘
识别校正值
’ :
以一览表显示各识别校正值的平均值和标准偏差。
同时,在横轴
X
、纵轴
Y
的图表上,以颜色绘图显示各个值。
不良判定以外的数据为蓝色,不良判断的数据为红色。
‘APC
校正值
’ :
以一览表显示各
APC
校正值的平均值和标准偏差。
同时,在横轴
X
、纵轴
Y
的图表上,以颜色绘图显示各个值。
不良判定以外的数据为蓝色,不良判断的数据为红色。
⑤ 校正值推移的图表区域
‘
时间的坐标轴
’ :
在相同图表上显示上述数据。
横轴为贴装时间,第
1
纵轴为
X
或
Y
、第
2
纵轴为θ。
能够通过勾选各项目的复选框来切换显示或不显示数据。
NPM X / NPM / AM / VM
LNB
3.5
实际信息表示
EJM5DC-MB-03L-17 Page 3-115
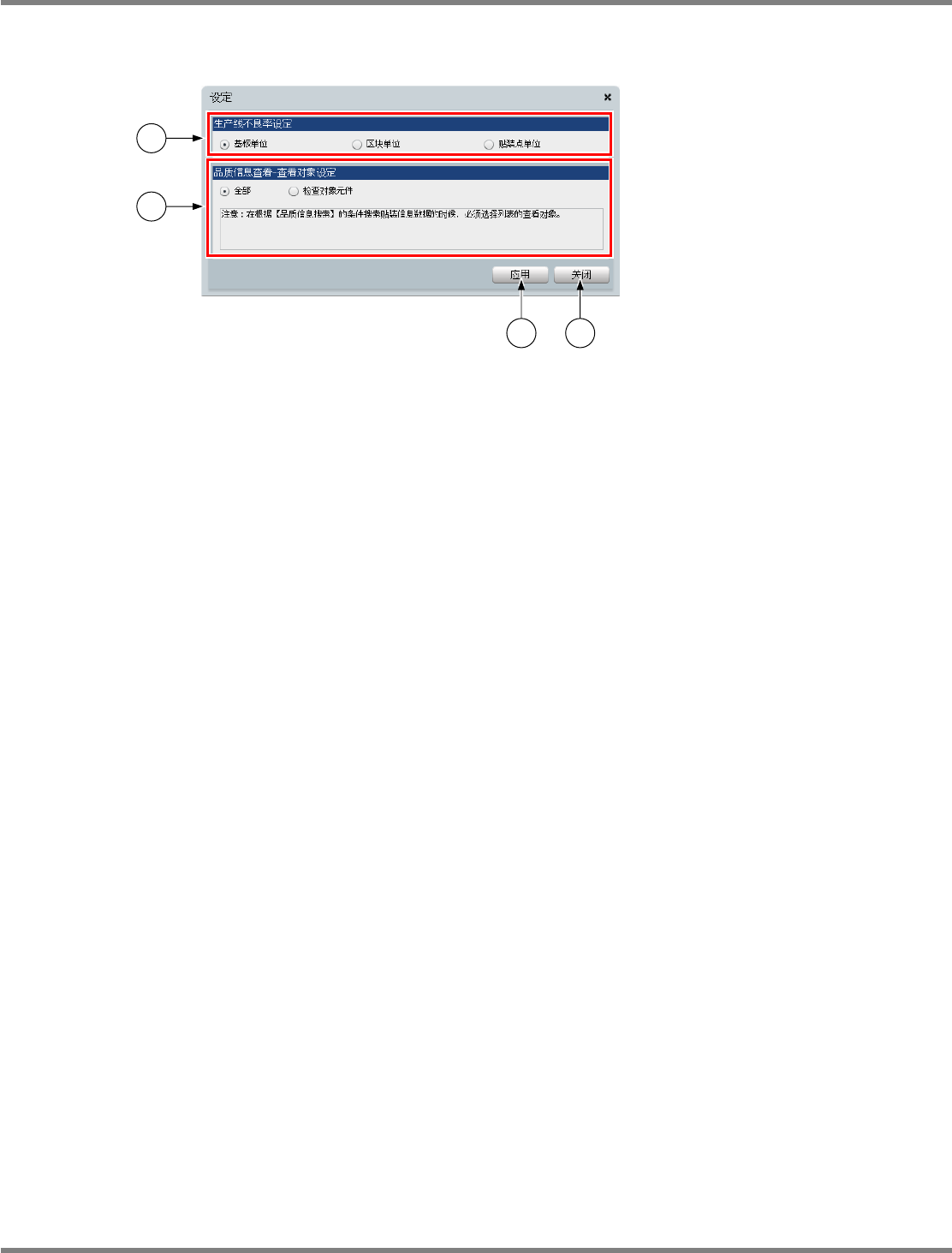
3.5
设定画面
设定
①
‘
生产线不良率设定
’
请设定计算生产线的不良率之际的计算单位。
将按照所指定的计算单位计算生产线不良率。
‘
基板单位
’
:
检查
NG
基板数
/
检查基板数
‘
区块单位
’
:
检查
NG
区块数
/
检查区块数
‘
贴装点单位
’
:
检查
NG
贴装点数
/
检查贴装点数
(
焊料检查也将按照贴装点单位进行合计。
)
②
‘
品质信息查看
-
查看对象设定
’
‘
全部
’
:
在品质信息一览中显示全部的品质信息数据时,选择这个项目。
‘
检查对象元件
’
:
在品质信息一览中只显示检查对象元件的品质信息数据时,选择这个项目。
③
[
应用
]
点击
[
应用
]
,在<设定>画面所输入的设定转为有效。
④
[
关闭
]
点击
[
关闭
]
,将结束设定画面后,返回到品质信息显示画面上。
3-5049
1
2
3 4