00196512-02_UM_X-Serie_SR705_PL.pdf - 第151页
Instrukcja eksploatacji SIPLAC E seria X Dane techniczne automatu Od wersji oprogramowania SR.70x.xx Wydanie 01/2011 Uk ł ad transportowy p ł ytek drukowanych 151 3 Rys. 3.7 - 3 Elastyczny podwójny transpor ter w trybie …

Dane techniczne automatu Instrukcja eksploatacji SIPLACE seria X
Układ transportowy płytek drukowanych Od wersji oprogramowania SR.70x.xx Wydanie 01/2011
150
średni i transporter odbiorczy stanowią strefy buforowe dla płytek drukowanych, służące do
skrócenia czasów oczekiwania.
Taśmy przenośnikowe są napędzane silnikami stałoprądowymi. Czujniki optyczne monitorują i
sterują transport płytek drukowanych. Gdy płytka drukowana dojdzie do sekcji uzbrajania i minie
zaporę świetlną, jest wyhamowywana. Laserowa zapora świetlna rejestruje pozycję płytki druko-
wanej. Gdy tylko płytka drukowana osiągnie pozycję zadaną, taśma transportera jest zatrzymy-
wana i płytka drukowana zaciskana od spodu.
Odległość między górną powierzchnią płytki drukowanej i głowicą uzbrajającą pozostaje niezmie-
niona dla każdej płytki drukowanej i nie zależy od jej grubości. Odpowiednio także prędkość
uzbrajania nie zależy od gruboś
ci płytek. Ponadto możliwe jest zoptymalizowanie centrowania
znaczników płytek drukowanych. Dzięki stałej odległości między powierzchnią płytki drukowanej
i kamerą, ogniskowa kamery jest zawsze dokładnie ustawiona na powierzchnię płytki drukowanej.
Kontury znaczników płytki drukowanej są optymalnie odwzorowane na układzie CCD kamery do
płytek drukowanych.
Szerokość transportera płytek drukowanych jest ustawiana i monitorowana elektronicznie przez
zintegrowany obwód regulacji. Może być wybierana wywołaniem programowym. W tym celu elek-
troniczny układ regulacji wysterowuje silniki krokowe do momentu osiągnięcia pożądanej szero-
kości. Regulacja szerokości jest więc niezależna od innych komponentów maszyny.
Wysokość transportową można wybrać na automacie tak, aby zapewnić możliwość integracji z
liniami o wysokości transportowej 830, 900, 930 lub 950 mm. Standardowa wysokość wynosi 930
mm.
Komunikacja między transporterami płytek drukowanych poszczególnych automatów odbywa się
przez interfejs SMEMA lub opcjonalny interfejs Siemens.
W transporterze podwójnym a także pojedynczym można wybrać na stałe stronę transportera
prawa lub lewą. Przestawienie stałej strony transportera z prawej na lewą lub na odwrót jest w tym
transporterze łatwe i odbywa się z poziomu oprogramowania stacji.
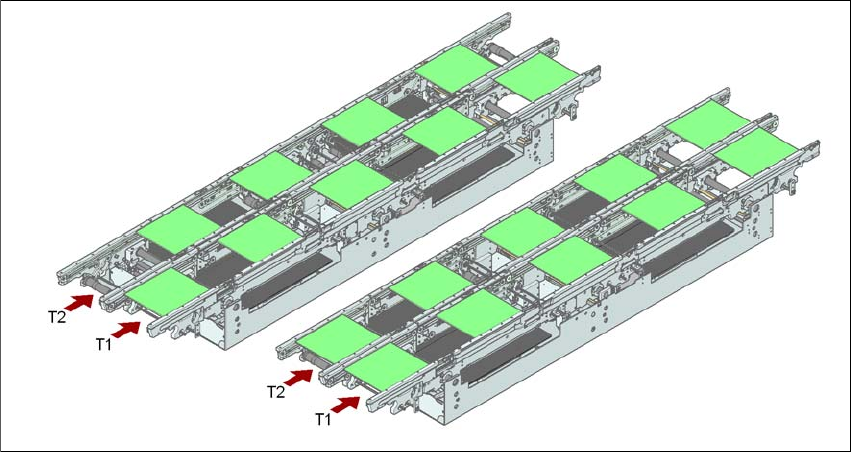
3.7.2 Elastyczny podwójny transporter płytek drukowanych - ścieżki
transportowe i rodzaje transportu
Prawa ścieżka transportowa patrząc w kierunku transportu) jest określana jako "Transport 1" a
lewa jako "Transport 2" (patrz rys. 3.7 - 4
, strona 152).
3.7.2.1 Podwójny transporter w trybie "transportera pojedynczego"
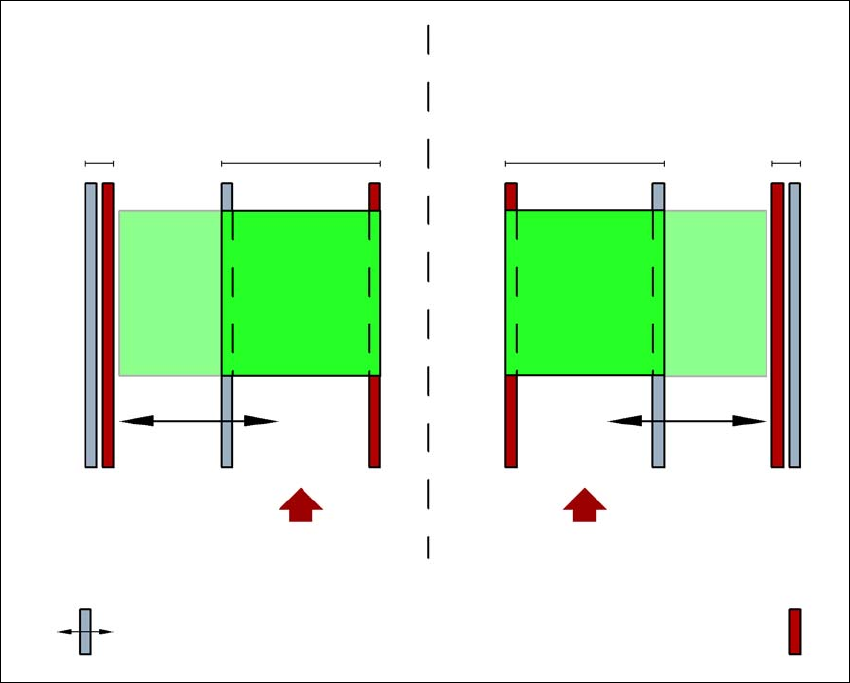
Podwójny transporter można skonfigurować online jako transporter pojedynczy. W tym celu nale-
ży całkowicie zsunąć jedną ścieżkę transportową i wyłączyć ją (patrz rys. 3.7 - 3
). Daje to maksy-
malną szerokość ścieżki transportowej maks. 450 mm.
Instrukcja eksploatacji SIPLACE seria X Dane techniczne automatu
Od wersji oprogramowania SR.70x.xx Wydanie 01/2011 Układ transportowy płytek drukowanych
151
3
Rys. 3.7 - 3 Elastyczny podwójny transporter w trybie "transportera pojedynczego"
3.7.2.2 Asynchroniczny rodzaj transportu
W trybie asynchronicznym płytka drukowana jest uzbrajana na jednej ścieżce transportowej, pod-
czas gdy druga płytka jest przesuwana na drugiej ścieżce transportowej do pozycji uzbrajania.
Dzięki temu oszczędzany jest cały czas transportu, co znacznie zwiększa wydajność, zwłaszcza
przy przetwarzaniu płytek drukowanych o krótkim czasie taktu.
Jeżeli maszyna jest zaopatrzona w dane zlecenia (użytek, uzbrajanie), w każdym momencie
pracy w trybie uzbrajania płytki drukowane znajdujące się na taśmach wejściowych są transpor-
towane na odpowiednią taśmę roboczą. Cykl uzbrajania jest uruchamiany, gdy płytka drukowana
zostanie przetransportowana na odpowiednią taśmę roboczą. Płytki drukowane są kolejno uzbra-
jane.
Gdy cykl uzbrajania zostanie przerwany, interfejs transportera jest blokowany a płytki drukowane
znajdujące się w tym momencie na taśmach roboczych, są uzbrajane do końca.
Interfejs transportera jest blokowany i zwalniany jednocześnie dla obu ścieżek transportowych.
Transporter podwójny z poszerzoną ścieżką
transportową 2
(stała lewa ścianka transportera)
Ścieżka transpor-
towa 2 wyłączona
Ścieżka transportowa 1 Ścieżka transportowa 2 Ścieżka transpor-
towa 1 wyłączona
Kierunek transportu płytek
drukowanych
Kierunek transportu płytek
drukowanych
Stała ścianka transportera
Transporter podwójny z poszerzoną ścieżką
transportową 1
(stała prawa ścianka transportera)
Ruchoma ścianka transportera
Dane techniczne automatu Instrukcja eksploatacji SIPLACE seria X
Układ transportowy płytek drukowanych Od wersji oprogramowania SR.70x.xx Wydanie 01/2011
152
3
Rys. 3.7 - 4 Rodzaje transportu
3.7.2.3 Synchroniczny rodzaj transportu
W trybie synchronicznym dwie płytki drukowane jednakowej wielkości są jednocześnie umiesz-
czane w pozycji uzbrajania. Muszą być przetwarzane jako jeden użytek.
Umożliwia to przetwarzanie płytki drukowanej od spodu i od wierzchu w jednej linii. Skraca się
czas potrzebny na transport płytki drukowanej, ponieważ zawsze transportowane są dwie płytki
naraz. Dodatkowo osiągane jest lepsze wykorzystanie konfiguracji pipet.
Płytki drukowane na ścieżkach transportera 1 i 2 są przemieszczane synchronicznie (tzn. taśmy
transporterów są niezależne, ale są synchronicznie wysterowywane) po odcinkach transporto-
wych. Uzbrajane podzespoły dla ścieżki transportera 1 i 2 muszą być zorganizowane za pomocą
dwóch pojedynczych układów w jednym użytku. (Patrz instrukcja eksploatacji SIPLACE Pro).
Jeżeli w momencie startu cyklu uzbrajania wykorzystana jest tylko jedna ścieżka transportowa,
pojedynczy układ tego odcinka transportowego jest identyfikowany jako "nie do uzbrajania".
Przy pracy w trybie synchronicznym podwójnego transportera płytek drukowanych wyłączana jest
opcja "Przekazywanie danych o płytkach drukowanych" (Whispering Down The Line). Niedopusz-
czalna jest opcja "Globalny punkt śladowy".
3.7.2.4 I-Placement (tylko SIPLACE X4I)
Oprócz synchronicznego i asynchronicznego rodzaju transportu dla automatu SIPLACE X4I
wprowadzona została koncepcja uzbrajania "I-Placement". W tym przypadku obie głowice uzbra-
jające w jednej sekcji uzbrajania pracują jednocześnie, uzbrajając zupełnie niezależnie jedną płyt-
kę drukowaną. W trybie normalnym głowice uzbrajające pracują w przemiennym trybie
uzbrajania: podczas gdy głowica uzbrajająca w jednej sekcji uzbrajania uzbraja jedną płytkę dru-
Synchroniczny
rodzaj transportu
Asynchroniczny
rodzaj transportu