00196512-02_UM_X-Serie_SR705_PL.pdf - 第152页
Dane techniczne automatu Instrukcja eksploatacji SIPLACE seria X Uk ł ad transportowy p ł ytek drukowanych Od wersji oprogramowania SR.70x.xx Wydanie 01/2011 152 3 Rys. 3.7 - 4 Rodzaje transportu 3.7.2.3 Synchroniczny ro…
Instrukcja eksploatacji SIPLACE seria X Dane techniczne automatu
Od wersji oprogramowania SR.70x.xx Wydanie 01/2011 Układ transportowy płytek drukowanych
151
3
Rys. 3.7 - 3 Elastyczny podwójny transporter w trybie "transportera pojedynczego"
3.7.2.2 Asynchroniczny rodzaj transportu
W trybie asynchronicznym płytka drukowana jest uzbrajana na jednej ścieżce transportowej, pod-
czas gdy druga płytka jest przesuwana na drugiej ścieżce transportowej do pozycji uzbrajania.
Dzięki temu oszczędzany jest cały czas transportu, co znacznie zwiększa wydajność, zwłaszcza
przy przetwarzaniu płytek drukowanych o krótkim czasie taktu.
Jeżeli maszyna jest zaopatrzona w dane zlecenia (użytek, uzbrajanie), w każdym momencie
pracy w trybie uzbrajania płytki drukowane znajdujące się na taśmach wejściowych są transpor-
towane na odpowiednią taśmę roboczą. Cykl uzbrajania jest uruchamiany, gdy płytka drukowana
zostanie przetransportowana na odpowiednią taśmę roboczą. Płytki drukowane są kolejno uzbra-
jane.
Gdy cykl uzbrajania zostanie przerwany, interfejs transportera jest blokowany a płytki drukowane
znajdujące się w tym momencie na taśmach roboczych, są uzbrajane do końca.
Interfejs transportera jest blokowany i zwalniany jednocześnie dla obu ścieżek transportowych.
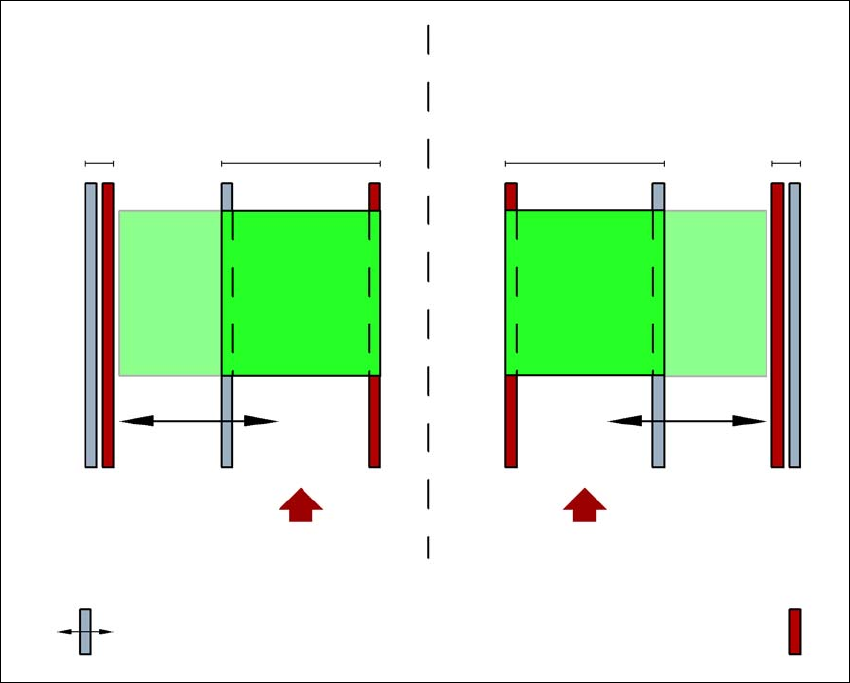
Transporter podwójny z poszerzoną ścieżką
transportową 2
(stała lewa ścianka transportera)
Ścieżka transpor-
towa 2 wyłączona
Ścieżka transportowa 1 Ścieżka transportowa 2 Ścieżka transpor-
towa 1 wyłączona
Kierunek transportu płytek
drukowanych
Kierunek transportu płytek
drukowanych
Stała ścianka transportera
Transporter podwójny z poszerzoną ścieżką
transportową 1
(stała prawa ścianka transportera)
Ruchoma ścianka transportera
Dane techniczne automatu Instrukcja eksploatacji SIPLACE seria X
Układ transportowy płytek drukowanych Od wersji oprogramowania SR.70x.xx Wydanie 01/2011
152
3
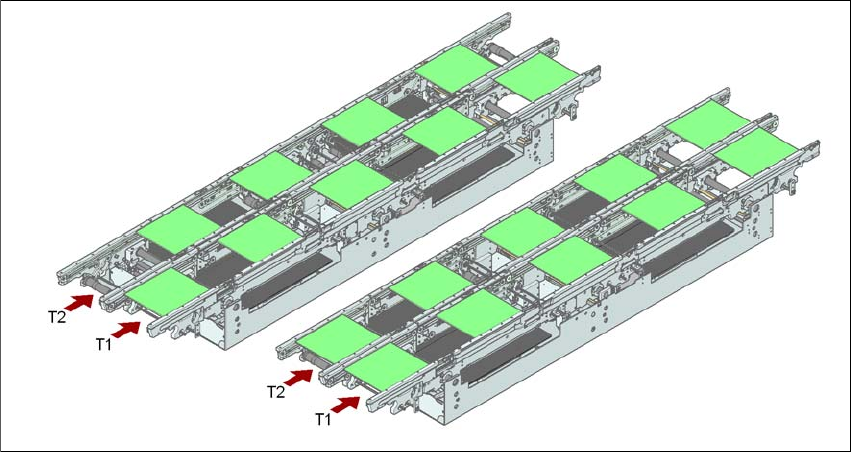
Rys. 3.7 - 4 Rodzaje transportu
3.7.2.3 Synchroniczny rodzaj transportu
W trybie synchronicznym dwie płytki drukowane jednakowej wielkości są jednocześnie umiesz-
czane w pozycji uzbrajania. Muszą być przetwarzane jako jeden użytek.
Umożliwia to przetwarzanie płytki drukowanej od spodu i od wierzchu w jednej linii. Skraca się
czas potrzebny na transport płytki drukowanej, ponieważ zawsze transportowane są dwie płytki
naraz. Dodatkowo osiągane jest lepsze wykorzystanie konfiguracji pipet.
Płytki drukowane na ścieżkach transportera 1 i 2 są przemieszczane synchronicznie (tzn. taśmy
transporterów są niezależne, ale są synchronicznie wysterowywane) po odcinkach transporto-
wych. Uzbrajane podzespoły dla ścieżki transportera 1 i 2 muszą być zorganizowane za pomocą
dwóch pojedynczych układów w jednym użytku. (Patrz instrukcja eksploatacji SIPLACE Pro).
Jeżeli w momencie startu cyklu uzbrajania wykorzystana jest tylko jedna ścieżka transportowa,
pojedynczy układ tego odcinka transportowego jest identyfikowany jako "nie do uzbrajania".
Przy pracy w trybie synchronicznym podwójnego transportera płytek drukowanych wyłączana jest
opcja "Przekazywanie danych o płytkach drukowanych" (Whispering Down The Line). Niedopusz-
czalna jest opcja "Globalny punkt śladowy".
3.7.2.4 I-Placement (tylko SIPLACE X4I)
Oprócz synchronicznego i asynchronicznego rodzaju transportu dla automatu SIPLACE X4I
wprowadzona została koncepcja uzbrajania "I-Placement". W tym przypadku obie głowice uzbra-
jające w jednej sekcji uzbrajania pracują jednocześnie, uzbrajając zupełnie niezależnie jedną płyt-
kę drukowaną. W trybie normalnym głowice uzbrajające pracują w przemiennym trybie
uzbrajania: podczas gdy głowica uzbrajająca w jednej sekcji uzbrajania uzbraja jedną płytkę dru-
Synchroniczny
rodzaj transportu
Asynchroniczny
rodzaj transportu
Instrukcja eksploatacji SIPLACE seria X Dane techniczne automatu
Od wersji oprogramowania SR.70x.xx Wydanie 01/2011 Układ transportowy płytek drukowanych
153
kowaną, druga głowica uzbrajająca odbiera podzespoły z modułów podajnikowych. System
"I-Placement" eliminuje czasy oczekiwania głowic uzbrajających, co przyczynia się do zwiększe-
nia wydajności uzbrajania.
3.7.3 Sterowanie i regulacja szerokości
3.7.3.1 Sterowanie z menu jednofunkcyjnym
Informacje o sterowaniu systemu transportu płytek drukowanych oraz menu jednofunkcyjnego
można znaleźć w systemie Pomocy online.
3.7.3.2 Automatyczna regulacja szerokości
Po otrzymaniu odpowiedniego polecenia taśmy transporterów są ustawiane na szerokość zada-
ną. W przypadku TPD możliwe są różne szerokości.
Szczegółowe informacje na temat zmiany szerokości ścieżek transportowych są zawarte w Po-
mocy online.
3.7.4 Dane techniczne
3.7.4.1 Dane techniczne pojedynczego transportera płytek drukowanych -
SIPLACE X4
3
Stała strona transportera Prawa lub lewa
Formaty płytek drukowanych (długość x szerokość)
Standard
50 x 50 mm² do 380 x 535 mm
²
a
Grubość płytek drukowanych (standard) 0,3 - 4,5 mm (większe grubości na zamówienie)
Wybrzuszenie płytek drukowanych patrz punkt 3.7.8
, strona 159
Ciężar płytek drukowanych maks. 3 kg
Wolna przestrzeń pod spodem płytki drukowanej
(standard)
25 mm ± 0,2 mm
Wolna krawędź prowadnicy min. 3,1 mm
Czas wymiany płytek drukowanych < 2,5 s
Dokładność pozycjonowania płytek drukowanych ± 0,5 mm
Wysokość transportera płytek drukowanych 830 mm ± 15 mm (Opcja)
900 mm ± 15 mm (Opcja)
930 mm ± 15 mm (Standard)
950 mm ± 15 mm (Opcja SMEMA)
Typ interfejsu
SMEMA / Siemens
b
Wykrywanie znacznika złych płytek Standard
Automatyczna regulacja szerokości Standard
a) Przy szerokościach płytek drukowanych > 450 mm należy zwrócić uwagę, aby także moduły peryferyjne
mogły przetwarzać płytki o tych szerokościach.
b) Opcja.