00193985-01.pdf - 第82页
6 Nuove funzionalità 505.01 SIPLACE Manuale software SR.505.xx 6.19 Modulo di coplanarità Edizione 05/2004 IT 82 6.19 Modulo di coplanarità Il modulo di coplanar ità è support ato nelle macchine della serie HF . Grazie a…

SIPLACE Manuale software SR.505.xx 6 Nuove funzionalità 505.01
Edizione 05/2004 IT 6.18 Modulo di scarto CO
81
6.18 Modulo di scarto CO
A partire da questa versione SW sono supportati i moduli di scarto CO. E’ a disposizione una pro-
pria schermata, sulla quale lanciare le funzioni necessarie al controllo dei moduli allestiti. 6
La vista "Moduli di scarto CO" viene richiamata dalla vista base in questo modo: 6
6
Æ Cliccate sul pulsante di comando a simbolo e poi su .
6
La quantità di moduli scarto CO per macchina è limitato ad un modulo per ciascuna testa di mon-
taggio. 6
Il modulo di scarto CO è di norma un caricatore da 44 mm che opera in senso opposto, convo-
gliando le tasche vuote di un rotolo sulla "posizione di deposito". Se ora un componente, per il
quale sul sistema di programmazione è stato selezionato lo scarto tramite il modulo apposito,
viene rimosso dalla pipetta per via di un errore, esso verrà depositato in una tasca del modulo di
scarto. 6
Le tasche possono avere le seguenti dimensioni: 6
– 30 mm x 30 mm (cadenzatura del caricatore: 2 s)
– 30 mm x 15 mm (cadenzatura del caricatore: 1 s)
6.18.1 Restrizioni
– Se è allestito più di un modulo di scarto, non è possibile ottimizzare la successione di montag-
gio.
– Rifacendo il boot della macchina, si perdono i dati sull’ammontare dei componenti depositati
(scartati) ovvero già montati.
6 Nuove funzionalità 505.01 SIPLACE Manuale software SR.505.xx
6.19 Modulo di coplanarità Edizione 05/2004 IT
82
6.19 Modulo di coplanarità
Il modulo di coplanarità è supportato nelle macchine della serie HF. Grazie al modulo di copla-
narità, prima del montaggio si sottopongono i componenti selezionati ad un controllo della copla-
narità e della collinearità. Il sistema di misura della coplanarità utilizzato è un sistema d’ispezione
visiva. Ha la funzione di determinare la distanza dei piedini di un componente a riguardo del loro
livello di contatto (coplanarità) e linearità di posizionamento (collinearità) e di confrontarli con un
determinato valore limite. In caso di misurazione valida è perlomeno confermato se le distanze
misurate dei piedini risultano entro le tolleranze prescritte. 6
6.19.1 Restrizioni
– Dato che il modulo di coplanarità lavora solo in collegamento con un sensore IC/FC stazionario
ed una testa Twin Head, può essere configurato soltanto per le macchine HF e HF/3.
– Il modulo di coplanarità può essere utilizzato solo nella zona di processo 2 (posto 3).
– La misurazione di coplanarità non è possibile in abbinamento alla funzione dip.
– Il momentaneo sistema di misura della coplanarità non supporta sequenze parallele, significa
dunque che il ciclo di misura (preparazione ed esecuzione della misura) è sempre eseguito per
un segmento alla volta della Twin Head.
– La misura di coplanarità non è supportata nel manipolatore GF.
– E’ supportato solo il sensore di coplanarità ILD2000
– La misura di coplanarità non viene eseguita nell’angolo di montaggio. Il compenente è presen-
tato al laser di coplanarità a 0°.
– La misura di coplanarità riduce la resa di montaggio.
6.20 Interfaccia caricatori flessibile FFI
FFI (Flexible Feeder Interface) consente un facile e flessibile collegamento dei più diversi carica-
tori alle macchine SIPLACE. I produttori dei caricatori devono a tal fine rispondere alla specifica
FFI. 6
Per via delle notevoli esigenze e restrizioni, al momento è implementato solo il supporto elemen-
tare dei più diversi tipi di caricatori. 6
SIPLACE Manuale software SR.505.xx 6 Nuove funzionalità 505.01
Edizione 05/2004 IT 6.21 Opzione "Circuito stampato lungo"
83
6.21 Opzione "Circuito stampato lungo"
Con circuito stampato lungo si definisce un circuito stampato più lungo della zona di processo (ZP)
o del convogliatore di processo, e che pertanto devono essere assemblati "in due riprese". 6
La lavorazione di un simile circuito stampato è ora possibile in più cicli entro la stessa zona di pro-
cesso. A tal fine si convoglia un circuito stampato fino alla prima posizione di stop, dove viene fis-
sato e sbrigato. Finito questo primo ciclo, il circuito stampato avanza fino alla prossima stazione
di stop, dove si continua la lavorazione. Vuol dire dunque che il contenuto previsto in una zona di
processo non viene più montato in una sola sequenza, bensì che si convoglia il CS fino ad una
posizione di stop, dove si esegue il riconoscimento della posizione e si espleta il contenuto di
montaggio. Questa sequenza viene ripetuta per tutte le posizioni di stop della zona di processo.
Le zone di processo delle macchine dotate di due ZP sono indipendenti l’una una dall’altra. 6
A prescindere dal tipo di macchina, si possono assegnare ad ogni zona di processo N posizioni
di stop. Il contenuto di montaggio su una posizione di stop corrisponde ad un ciclo. 6
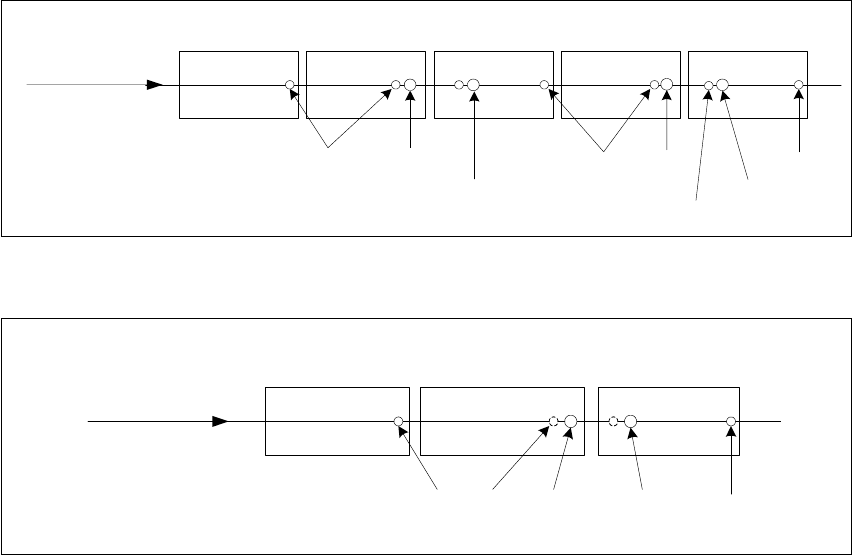
Le due seguenti raffigurazioni mostrano ciascuna una traccia di trasporto con due posizioni di stop
per zona di processo. 6
6
Fig. 6.21 - 1 Traccia di trasporto con due zone di processo
6
Fig. 6.21 - 2 Traccia di trasporto con una zona di processo
6
direzione di trasporto
berobero
posizione
stop 1
bero
posizione
stop 1
posizione
stop 2
CE CIZP 1 ZP 2 CU
bero
posizione
stop 2
direzione di trasporto
bero
bero
posizione
stop 1
CE CP CU
posizione
stop 2