00193985-01.pdf - 第83页
SIPLACE Manuale software SR.505.xx 6 Nuove funzionalità 505.01 Edizione 05/2004 IT 6.21 Opzione "Circuito stampato lungo" 83 6.21 Opzione "Circuito st amp ato lungo" Con circuito st ampato lungo si de…
6 Nuove funzionalità 505.01 SIPLACE Manuale software SR.505.xx
6.19 Modulo di coplanarità Edizione 05/2004 IT
82
6.19 Modulo di coplanarità
Il modulo di coplanarità è supportato nelle macchine della serie HF. Grazie al modulo di copla-
narità, prima del montaggio si sottopongono i componenti selezionati ad un controllo della copla-
narità e della collinearità. Il sistema di misura della coplanarità utilizzato è un sistema d’ispezione
visiva. Ha la funzione di determinare la distanza dei piedini di un componente a riguardo del loro
livello di contatto (coplanarità) e linearità di posizionamento (collinearità) e di confrontarli con un
determinato valore limite. In caso di misurazione valida è perlomeno confermato se le distanze
misurate dei piedini risultano entro le tolleranze prescritte. 6
6.19.1 Restrizioni
– Dato che il modulo di coplanarità lavora solo in collegamento con un sensore IC/FC stazionario
ed una testa Twin Head, può essere configurato soltanto per le macchine HF e HF/3.
– Il modulo di coplanarità può essere utilizzato solo nella zona di processo 2 (posto 3).
– La misurazione di coplanarità non è possibile in abbinamento alla funzione dip.
– Il momentaneo sistema di misura della coplanarità non supporta sequenze parallele, significa
dunque che il ciclo di misura (preparazione ed esecuzione della misura) è sempre eseguito per
un segmento alla volta della Twin Head.
– La misura di coplanarità non è supportata nel manipolatore GF.
– E’ supportato solo il sensore di coplanarità ILD2000
– La misura di coplanarità non viene eseguita nell’angolo di montaggio. Il compenente è presen-
tato al laser di coplanarità a 0°.
– La misura di coplanarità riduce la resa di montaggio.
6.20 Interfaccia caricatori flessibile FFI
FFI (Flexible Feeder Interface) consente un facile e flessibile collegamento dei più diversi carica-
tori alle macchine SIPLACE. I produttori dei caricatori devono a tal fine rispondere alla specifica
FFI. 6
Per via delle notevoli esigenze e restrizioni, al momento è implementato solo il supporto elemen-
tare dei più diversi tipi di caricatori. 6
SIPLACE Manuale software SR.505.xx 6 Nuove funzionalità 505.01
Edizione 05/2004 IT 6.21 Opzione "Circuito stampato lungo"
83
6.21 Opzione "Circuito stampato lungo"
Con circuito stampato lungo si definisce un circuito stampato più lungo della zona di processo (ZP)
o del convogliatore di processo, e che pertanto devono essere assemblati "in due riprese". 6
La lavorazione di un simile circuito stampato è ora possibile in più cicli entro la stessa zona di pro-
cesso. A tal fine si convoglia un circuito stampato fino alla prima posizione di stop, dove viene fis-
sato e sbrigato. Finito questo primo ciclo, il circuito stampato avanza fino alla prossima stazione
di stop, dove si continua la lavorazione. Vuol dire dunque che il contenuto previsto in una zona di
processo non viene più montato in una sola sequenza, bensì che si convoglia il CS fino ad una
posizione di stop, dove si esegue il riconoscimento della posizione e si espleta il contenuto di
montaggio. Questa sequenza viene ripetuta per tutte le posizioni di stop della zona di processo.
Le zone di processo delle macchine dotate di due ZP sono indipendenti l’una una dall’altra. 6
A prescindere dal tipo di macchina, si possono assegnare ad ogni zona di processo N posizioni
di stop. Il contenuto di montaggio su una posizione di stop corrisponde ad un ciclo. 6
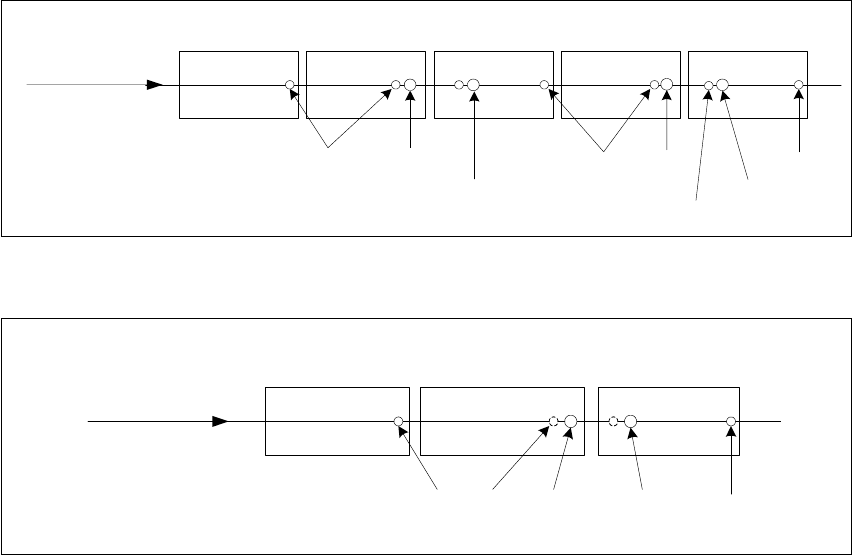
Le due seguenti raffigurazioni mostrano ciascuna una traccia di trasporto con due posizioni di stop
per zona di processo. 6
6
Fig. 6.21 - 1 Traccia di trasporto con due zone di processo
6
Fig. 6.21 - 2 Traccia di trasporto con una zona di processo
6
direzione di trasporto
berobero
posizione
stop 1
bero
posizione
stop 1
posizione
stop 2
CE CIZP 1 ZP 2 CU
bero
posizione
stop 2
direzione di trasporto
bero
bero
posizione
stop 1
CE CP CU
posizione
stop 2
6 Nuove funzionalità 505.01 SIPLACE Manuale software SR.505.xx
6.21 Opzione "Circuito stampato lungo" Edizione 05/2004 IT
84
Per l’opzione "Circuito stampato lungo" valgono le seguenti regole: 6
– Se è definito un inkdot globale, bisogna puntarlo sulla ZP1, altrimenti non si può decidere se il
circuito stampato va montato o no.
– Se il riconoscimento della posizione è disinserita per i circuiti singoli ed è inserita per il circuito
stampato, su entrambe le zone di processo si devono puntare le fiducial definite per il circuito
stampato.
– Un circuito singolo può essere montato su una zona di processo solo se è possibile puntare il
rispettivo inkot e la rispettiva fiducial locale, perché
– prima di cominciare l’assemblaggio di un circuito singolo, deve essere chiaro se è davvero
previsto o no,
– nel montaggio devono essere noti i fattori correttivi per il riconoscimento della posizione
globale.
– Tutte le fiducial e gli inkdot di un circuito singolo devono trovarsi o completamente
sulla ZP1 o completamente sulla ZP2.
– Se il montaggio di un componente richiede la correzione della posizione, sulla zona di pro-
cesso in cui esso va montato deve essere possibile puntare tutte le fiducial definite per questa
posizione.
– Le fiducial possono trovarsi anche fuori della zona di sovrapposizione.
– Per un circuito stampato devono essere definite fino a 6 fiducial per record fiducial.
– L’opzione "Circuito stampato lungo" vale sempre per l’intera linea.
– Per convertire sul modo con circuiti stampati lunghi, non occorre spegnere le macchine. Biso-
gna però svuotare la linea e rifornire la stazioni con nuovi dati macchina.
– Se tramite il sistema di programmazione si cambia il modo di trasporto mentre sul convoglia-
tore non figura nessun circuito stampato, il nuovo modo di trasporto vale per il prossimo circuito
stampato che fa ingresso sul convogliatore di entrata.
Se invece, cambiando la configurazione, sul convogliatore si trovano dei circuiti stampati, essi
verranno traslati ancora nel modo precedente. Il nuovo modo di trasporto vale infatti a partire
dal prossimo circuito stampato che fa ingresso sul convogliatore di entrata. Questo può però
essere inoltrato al convogliatore di processo solo se sul trasporto non si trovano più altri circuiti
stampati del modo precedente.
– In ogni zona di processo possono esserci N posizioni di stop. Sul sistema di programmazione
si definisce al momento di compilare il lavoro, su quali posizioni di stop in una zona di processo
il circuito stampato debba arrestarsi per essere lavorato.
– Sul sistema di programmazione si configura quali posizioni di stop l’ottimizzazione possa uti-
lizzare. Con l’ottimizzazione poi si accertano e si inoltrano alla stazione, prescrivendo il lavoro,
le posizioni di stop da utilizzare.