Camalot_FX-D中文操作手册.pdf - 第38页
佳力科技 6 . 15 PURGE 位置的设定 6 . 15 . 1 这个位置是机器排胶的位置 ·步骤跟称重的位置设定一样 ·称重的杯子也用来排胶 6 . 16 换胶位置的设定 6 . 16 . 1 就是点胶头移动到一个方便更换胶的位置 ·一般的情况下会选择机器的前面的中间,因为这个位置最适合做换胶的动作 佳力科技 38
佳力科技
·点击 TRACKBALL XY
——使用轨迹球移动点胶头到需要的地方
——然后点 SAVE ACTUL POSITION COMMANDED POSITION
——这就把当前位置设置为默认的 PARK 位置
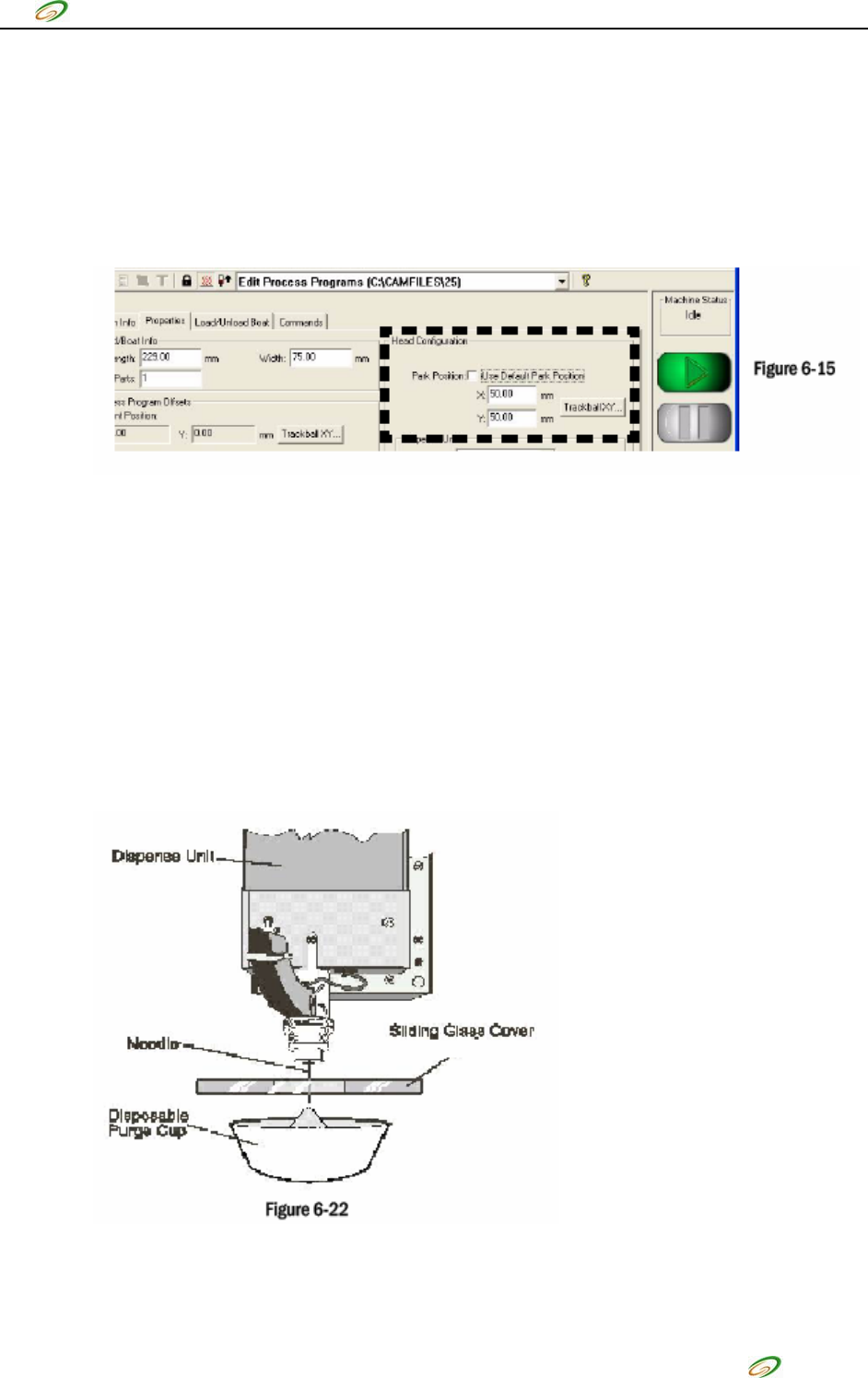
·当一个点胶周期完成之后,点胶头会移动到这个位置等待下一块 PCB 板的进入
——可以为每个程式设置单独的 PARK 位置
·在程式中的属性栏中去设定(6-15)
6.7 设置称重的位置
6.7.1 称重装置都有一个盖子,是为了防止外界环境干扰称重精度
6.7.2 这个盖子有一个开口 ,是为了让 DU 能够下降到里面点胶
·这个位置需要设置 X,Y 和 Z 的坐标
·这个位置需要在安装机器的时候或者移动称重装置的时候设定
·设置这个位置的步骤如下
——选择 Calibrate>Weight Scale Position
——仔细阅读画面上的文字并按 NEXT 继续
——选择 TRACKBALL,使用轨迹球移动针头到称重装置的上方,并确认针头的位置是在开孔的中心
——选择 TRACKBALL Z 键,使用轨迹球使 Z 轴下降,直到针头位于盖子的下方,最好是让针头跟下面的
杯子间距很小
——选择 NEXT,会显示新的和老的称重位置坐标,按 SAVE 保存新的位置或按 CANCEL 保留原先的位置
佳力科技
37

佳力科技
6. 15 PURGE 位置的设定
6.15.1 这个位置是机器排胶的位置
·步骤跟称重的位置设定一样
·称重的杯子也用来排胶
6. 16 换胶位置的设定
6.16.1 就是点胶头移动到一个方便更换胶的位置
·一般的情况下会选择机器的前面的中间,因为这个位置最适合做换胶的动作
佳力科技
38
佳力科技
第七章 MPPQC 泵
7.1 MPPQC
7.1.1 MPPQC/MPPQCLV 是 645 系列 PUMP 的最新一代,非常适合于做封装,底部填充等运用
7.2 功能描述
7.2.1 MPP-QC 用一个马达来驱动三个活塞,这三个活塞交替的上下以便从胶管得到胶并把它通过针头推出去
·大约需要 15--30PSI 的气压来使胶材不断的从胶管流入泵体,当马达运动的时候,活塞的运动就能把胶挤
出来
·在机器的前控制面板上有一个数字式温度控制器,能把材料加热到指定的温度
7.3 泵的拆装
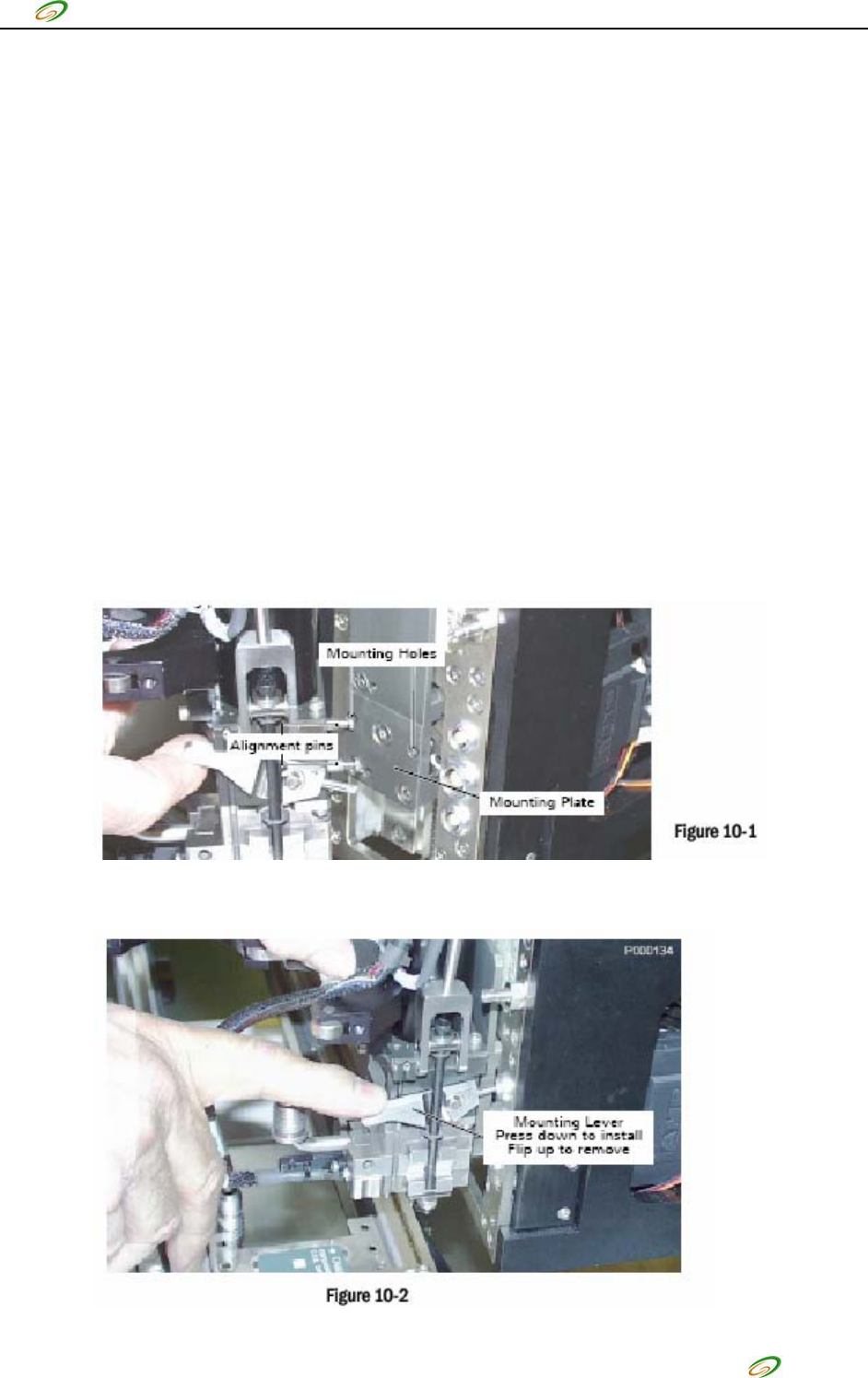
7.3.1 装泵
·泵是装在 Z 轴的头上面
·步骤
——装好针头
——把泵后面的两个定位针插到 Z 轴的孔里面(10-1)
——如 10-2 图示固定好泵
佳力科技
39