N7201A561C.pdf - 第200页
NPM / AM LNB 3.5 实际信息表示 Page 3-70 EJM5DC-MB-03L-04 C) 印刷后检查报告 报告 说明 检查结果 进行检查结果数据的统计及显示。 该数值将为对象生产线整体的数据。 检查不良项目 ( 详细 ) 进行检查结果数据的统计及显示。 按各机器、各回路编号、各元件名称 部品名称分开进行统计及显示。 检查不良统计 按检查不良项目分开进行检查结果数 据的统计及显示。 关于检查不良项目,请阅读后述的 “ 检…
NPM / AM
LNB
3.5
实际信息表示
EJM5DC-MB-03L-04 Page 3-69
2.
生产线状况监视器部
生产线状况监视器部显示构成生产线的机器映像。
3.
各报告的显示内容
A)
贴装后检查结果报告
报告
说明
检查结果
进行检查结果数据的统计及显示。
该数值为整个对象生产线的数值。
检查不良项目
(
详细
)
进行检查结果数据的统计及显示。
按各机器
/
各回路编号
/
各供料器
/
各吸嘴支架
/
各吸嘴交换器
/
各元件名
称分开进行统计及显示。
检查不良统计
按检查不良项目分开进行检查结果数据的统计及显示。
关于检查不良项目,请阅读后述的
“
检查不良项目一览
”
。
NG
结果一览
用一览方式显示判定为
NG
的检查项目。
检查不良项目一览
项目
说明
部品有无
部品有无检查使用图像数据决定面积值,进行判定。在此显示经过该
检查后判定为错误的次数。
位置偏移
部品位置检查使用图像数据识别位置,根据识别的坐标进行判定。在
此显示经过该检查后判定为错误的次数。
内外反转
内外反转检查使用图像数据抽出部品颜色,决定面积值,进行判定。
在此显示经过该检查后判定为错误的次数。
极性反转
极性反转检查使用图像数据抽出部品颜色,决定面积值,进行判定。
在此显示经过该检查后判定为错误的次数。
部品错误
部品错误检查对模板匹配的评价值进行判定处理。在此显示经过该检
查后判定为错误的次数。
检出异物
在实装前检测出落在基板上的部品和废屑的次数。
B)
过判定报告
报告
说明
检查结果
(
一览
)
进行检查结果数据的统计及显示。
该数值按每个回路编号分开统计。
各回路编号
按每个回路编号分开显示检查结果数据。
显示内容包含供料器、吸嘴支架、吸嘴交换器、部品名称。
3-4022
NPM / AM
LNB
3.5
实际信息表示
Page 3-70 EJM5DC-MB-03L-04
C)
印刷后检查报告
报告
说明
检查结果
进行检查结果数据的统计及显示。
该数值将为对象生产线整体的数据。
检查不良项目
(
详细
)
进行检查结果数据的统计及显示。
按各机器、各回路编号、各元件名称部品名称分开进行统计及显示。
检查不良统计
按检查不良项目分开进行检查结果数据的统计及显示。
关于检查不良项目,请阅读后述的
“
检查不良项目一览
”
。
NG
结果一览
用一览方式显示判定为
NG
的检查项目。
各坐标
在各个坐标上显示检查结果数据。
检查不良项目一览
项目
说明
填充率
NG
将焊料数据面积设定值和焊料的面积测量值的差
(
面积率
)
与阈值相比
较后,被判定为
“
填充
”
的次数。
渗透率
NG
将焊料数据的面积设定值和焊料的面积测量值的差
(
面积率
)
与阈值相
比较后,被判定为
“
渗透
”
的次数。
桥接
NG
测量所得的桥接长度超出了焊料数据容许桥接长度的次数。
位置
NG
焊料数据的焊料重心位置和焊料重心测量结果的差超出了阈值的次
数。
形状异常
NG
测量所得的焊料外接四方形和焊料数据的长、宽的差超出了阈值的次
数。
其他
NG
因上述以外的原因而被判定为
NG
的次数。
D)
过判定报告
(
印刷后检查
)
报告
说明
检查结果
(
一览
)
进行检查结果数据的统计及显示。
该数值按每个回路编号分开统计。
各回路编号
按每个回路编号分开显示检查结果数据。
显示内容包含供料器、吸嘴支架、吸嘴交换器、部品名称。
各坐标
在各个坐标上显示检查结果数据。
NPM / AM
LNB
3.5
实际信息表示
EJM5DC-MB-03L-04 Page 3-71
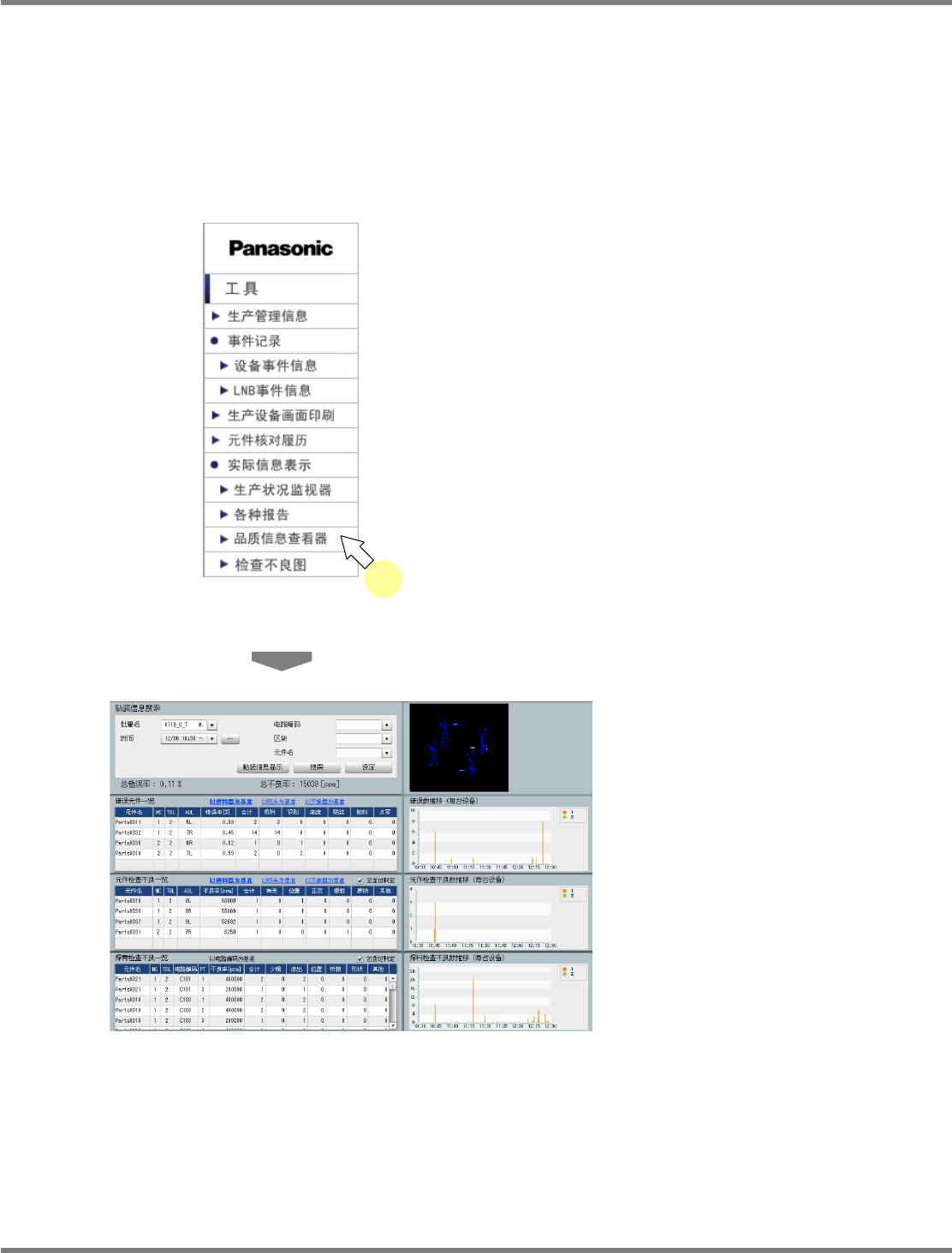
3.5.3
品质信息查看器
如需使用这项品质信息查看器,需要客户事先准备。
详细内容,请参照
“ 2.7
安装品质信息查看器
”
。
不显示安装品质信息查看器之前的数据。
请在安装品质信息查看器后,再将生产数据安装到设备上。
NPM-TT
以及
AM100
没有配置检查头。
关于显示内容、操作,请参照下一页之后的
“
不存在检查头时
”
的相关解说。
1
从菜单中选择
‘
实绩信息显示
’
的
‘
品质
信息查看器
’
。
将在其他窗口上显示品质信息查看器。关于显
示内容、操作,请参照下一页之后的解说。
3-1001
1
3-5028