N7201A561C.pdf - 第242页
NPM / AM LNB 4.4 详细设定 Page 4-20 EJM5DC-MB-04L-04 合计动作设定项目 在合计动作设定中设定的项目如下所 示。 项目 说明 余数警告设定 *1 *3 设定发出余数警告时的阈值。 托盘的警告开始时间 托盘可生产的剩余时间达到了设定时 间以下时开始发出余数警 告。 托盘可生产的剩余时间是指离托盘的 剩余元件数到达 "0" 还有多 长时间。 供料器的警告开始时间 供料器可生产…
NPM / AM
LNB
4.4
详细设定
EJM5DC-MB-04L-04 Page 4-19
4.4.5
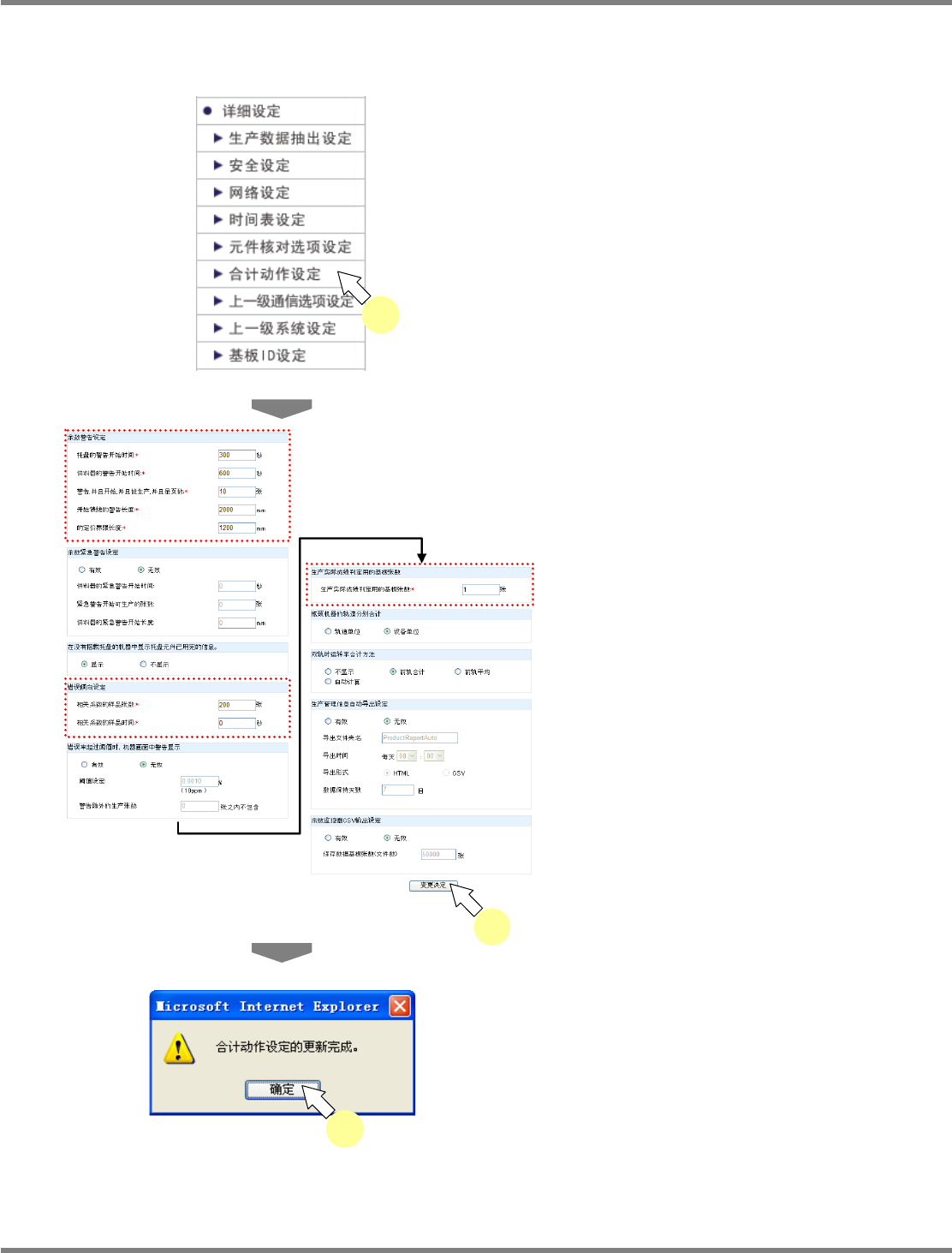
合计动作设定
进行合计动作的设定。
1
在菜单中选择
‘
详细设定
’
的
‘
合计动作设
定
’
。
显示出
<
合计动作设定
>
画面。
2
在想变更的项目里输入信息,点击
[
变
更决定
]
。
启动时已设定默认值。关于设定项目的详细,
请阅读下一页的合计动作设定项目。
有
‘
’
标记的项目必须输入。
显示出合计动作设定更新完成的信息。
3
点击
[
确定
]
。
4-3023
3
4-3001
1
4-3022
2
NPM / AM
LNB
4.4
详细设定
Page 4-20 EJM5DC-MB-04L-04
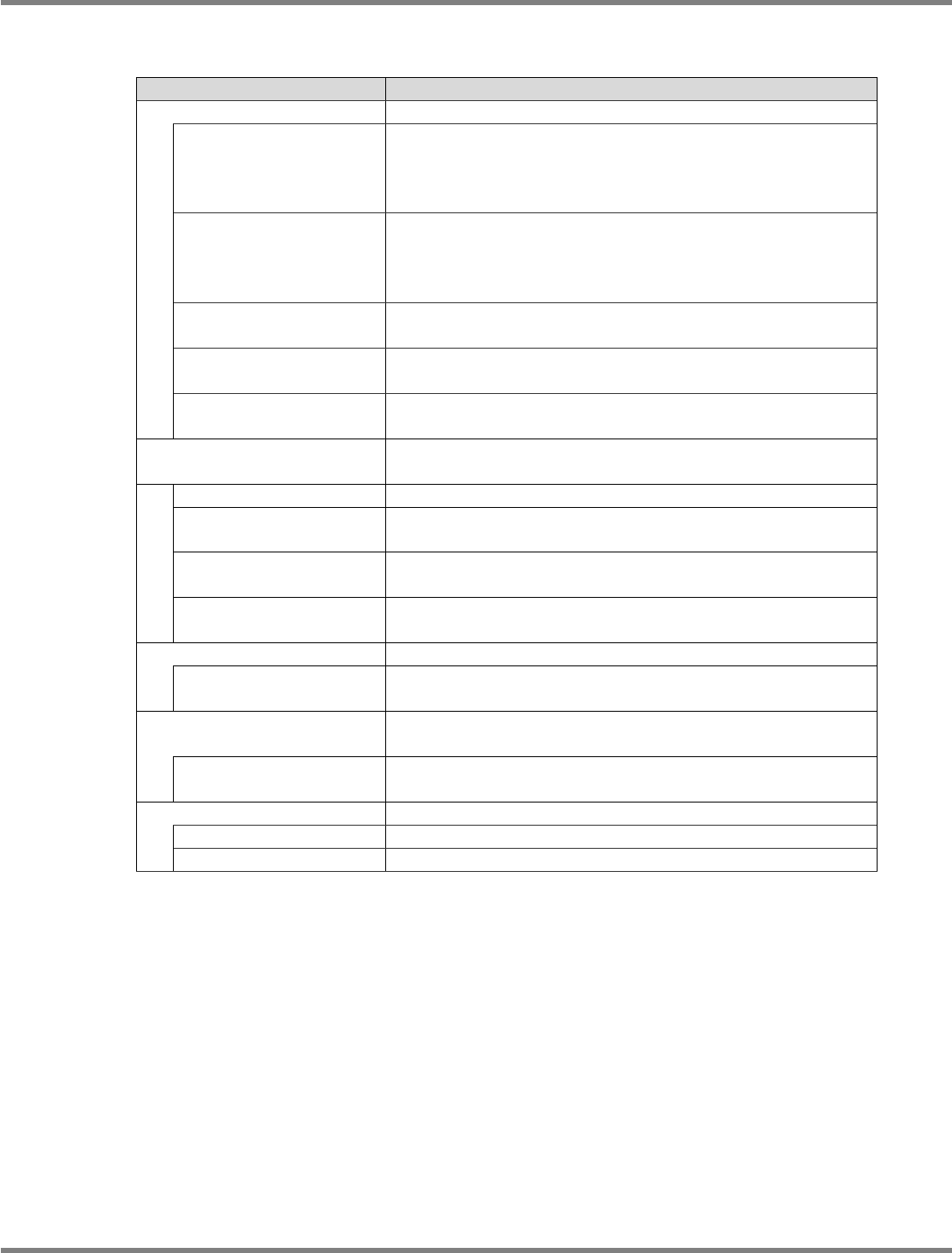
合计动作设定项目
在合计动作设定中设定的项目如下所示。
项目
说明
余数警告设定
*1 *3
设定发出余数警告时的阈值。
托盘的警告开始时间
托盘可生产的剩余时间达到了设定时间以下时开始发出余数警
告。
托盘可生产的剩余时间是指离托盘的剩余元件数到达
"0"
还有多
长时间。
供料器的警告开始时间
供料器可生产的剩余时间达到了设定时间以下时开始发出余数
警告。
供料器可生产的剩余时间是指离供料器上安装的卷带剩余编带
长度到达拼接界限长度还有多长时间。
警告,并且开始,并且能
生产,并且是页数
设备可生产的剩余时间达到了设定枚数以下时开始发出余数警
告。
开始馈段的警告长度
供料器上安装的卷带剩余编带长度到达
(
设定长度
拼接界限
长度
)
时开始发出余数警告。
的定价界限长度
是指可进行拼接的编带长度。编带的剩余长度达到了该界限长度
以下,则无法进行编带拼接。
余数紧急警告设定
*1 *3
通过设定阈值,使警告的优先程度高出余数警告。通过这项紧急
警告设定,可通过数阶段显示从警告到紧急警告的内容。
‘
有效
’
/
‘
无效
’
选择
‘
有效
’
时,余数紧急警告功能转为有效。
供料器的
紧急警告开始时间
当供料器的紧急警告开始时间低于所设定的时间时,开始发出紧
急余数警告。
紧急警告开始可生产的张
数
当设备的剩余可生产张数低于所设定的张数时,开始发出紧急余
数警告。
供料器的紧急警告开始长
度
当安装在供料器上的卷盘剩余编带长度达到所设定长度时,开始
发出紧急余数警告。
下一次警告发生时间显示
在画面上显示下一次余数警告时间。
‘
显示
’
/
‘
不显示
’
如果选择
‘
显示
’
,将在设备上显示“没有发生余数警告时,至
发出下一次警告为止的时间”。
在没有搭载托盘的机器中显示
托盘元件已用完的信息
针对没有配置托盘单元的设备,在设备生产线余数监视器上显示
托盘元件用完信息。
‘
显示
’ / ‘
不显示
’
如果选择
‘
显示
’
,则无论托盘单元的有无而显示。
如果选择
‘
不显示
’
,则只显示有托盘单元的设备。
错误倾向设定
*2
设定算出错误倾向的相关系数时所需的样品数目。
相关系数的样品张数
设定算出相关系数时所用的生产张数。
相关系数的样品时间
设定算出相关系数时所用的生产时间。
.*1
、
*2
、
*3
请参照
Page.4-22
的记载。
NPM / AM
LNB
4.4
详细设定
EJM5DC-MB-04L-04 Page 4-21
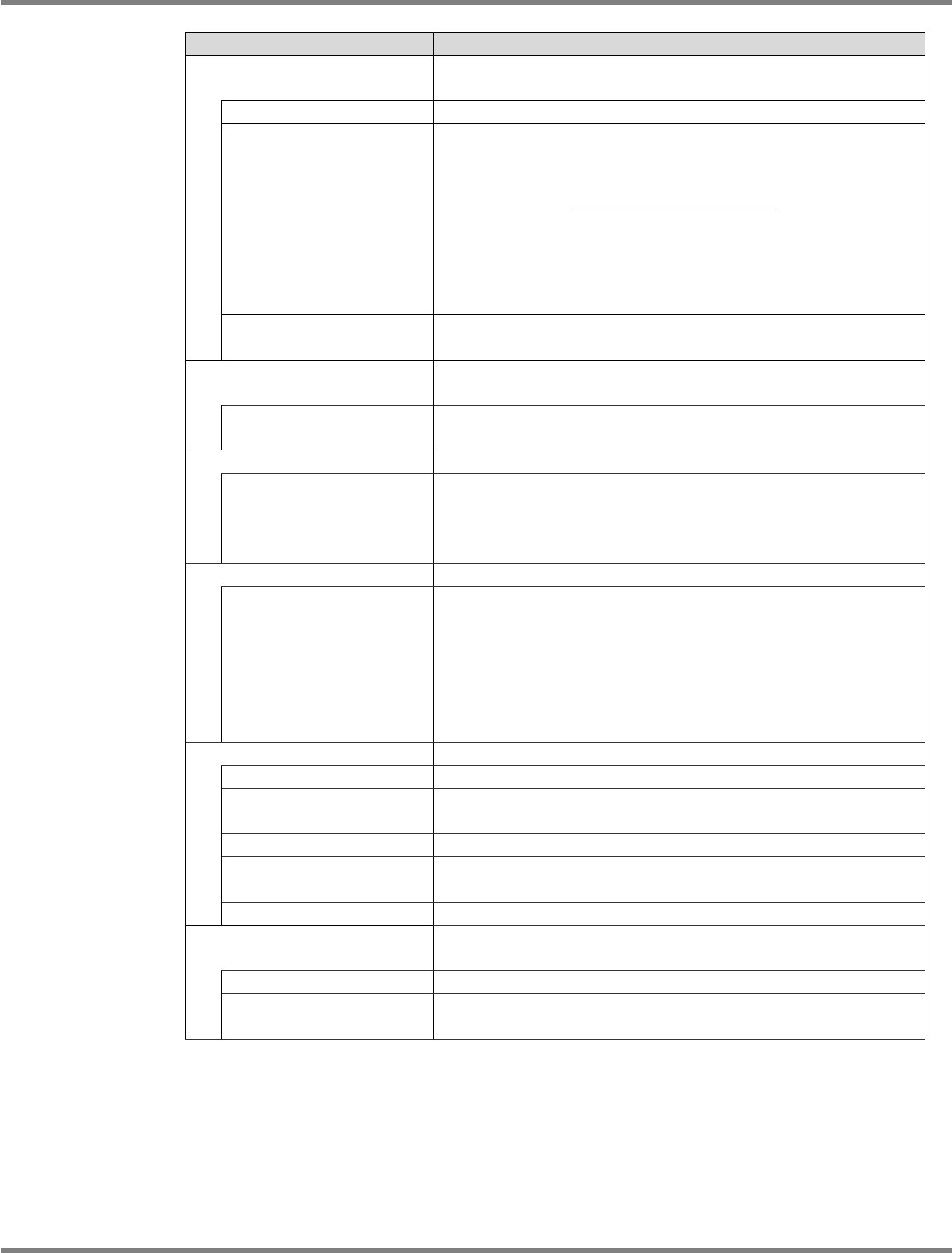
项目
说明
错误率超过阈值时,机器画面中
警告显示
计算每个设备
/
轨道的错误率,当超出阈值时,在设备画面上显
示警告。
‘
有效
’
/
‘
无效
’
如果选择
‘
有效
’
,错误率警告功能转为有效。
阈值设定
当错误率
(PPM)
超出所设定的值时,将向设备发出警告。错误率
通过以下算式计算。
*
总错误次数指吸着
/
识别
/
脱落
/
贴装
/
厚度
/
转印错误的总和。关
于吸着错误,未吸着模式不在计算对象内。
(
并从总吸着次数
中减去。
)
警告除外的生产张数
将机种切换后的开始张数视为起点,并设定视为警告除外的生产
张数。
生产实际成绩判定用的基板张
数
进行显示在
DGS
画面上的、在生产数据中是否存在生产实际成
绩之功能的动作设定。
生产实际成绩判定用的基
板张数
设定判定生产实际成绩所需的生产基板数量。
瓶颈机器的轨道分别合计
设定在设备的信号塔上显示瓶颈机器的方法。
轨道单位/设备单位
如果选择轨道单位,每个轨道的属于设备瓶颈的瓶颈指示灯将会
闪烁。有时
2
台设备的瓶颈指示灯会闪烁。
如果选择设备单位,属于设备瓶颈的
1
台设备的瓶颈指示灯将会
闪烁。
双轨时运转率合计方法
在生产管理信息下,设定计算机器整体运转率的方法。
不显示/前轨合计/前轨
平均/自动计算
如果选择
‘
不显示
’
,将不显示机器整体的运转率。
如果选择
‘
前轨合计
’
,将会以前后轨道运转率的合计来显示机器
整体的运转率。
如果选择
‘
前轨平均
’
,将会以前后轨道运转率的平均来显示机器
整体的运转率。
如果选择
‘
自动计算
’
,在独立贴装的机器下,将以平均方式显示
运转率。在交替贴装机器下,将以合计方式显示运转率。
生产管理信息自动输出设定
设定自动输出生产管理信息的功能。
有效/无效
选择了有效,自动输出生产管理信息的功能转为有效。
导出文件夹名
设定输出生产管理信息的文件夹名称。
输出的文件夹将会被编制在
LNB
内的
“othersysytem”
文件夹下。
导出时间
设定输出生产管理信息的时间。
导出形式
*4
选择
‘HTML’
,即会以
HTML
形式输出。
选择
‘CSV’
,即会以
CSV
形式输出。
数据保持天数
设定所输出的生产管理信息的保持天数。可保持
1
~
100
天。
余数监控器
CSV
输出设定
设定将显示在生产状况监视器的余数监控器上的内容以
CSV
形
式文件输出的功能。
有效/无效
如果选择有效,则余数监控体
CSV
输出设定功能转为有效。
保存数据基板张数
(
文件
数
)
设定保存在
LNB
内部的
CSV
文件数。
可以保存
1
~
50000
个文件。
.*4
请参照
Page. 4-22
的记载。
错误率(PPM) =
总错误次数
总吸着次数 × 1,000,000