PanaCIM规格说明书.pdf - 第40页
PanaCIM-EE 2016.1020 - 34 - ■ 湿度管理元件级别和使用期限 根据记载在元件包装的感湿级别 (MSD) ,进行管理使用周期 ( 使用期限 ) 。 感湿级别 (MSL): IPC/JEDEC J-STD -033B 基准 感湿级别 开封后的保管条件 使用周期 环 境 1 ※ 1 无限制 30 °C 以下、湿 度 85 % 以下 2 1 年 30 °C 以下、湿度 60 % 以下 或者其他规定数值 2a 4 星期 …
PanaCIM-EE 2016.1020
- 33 -
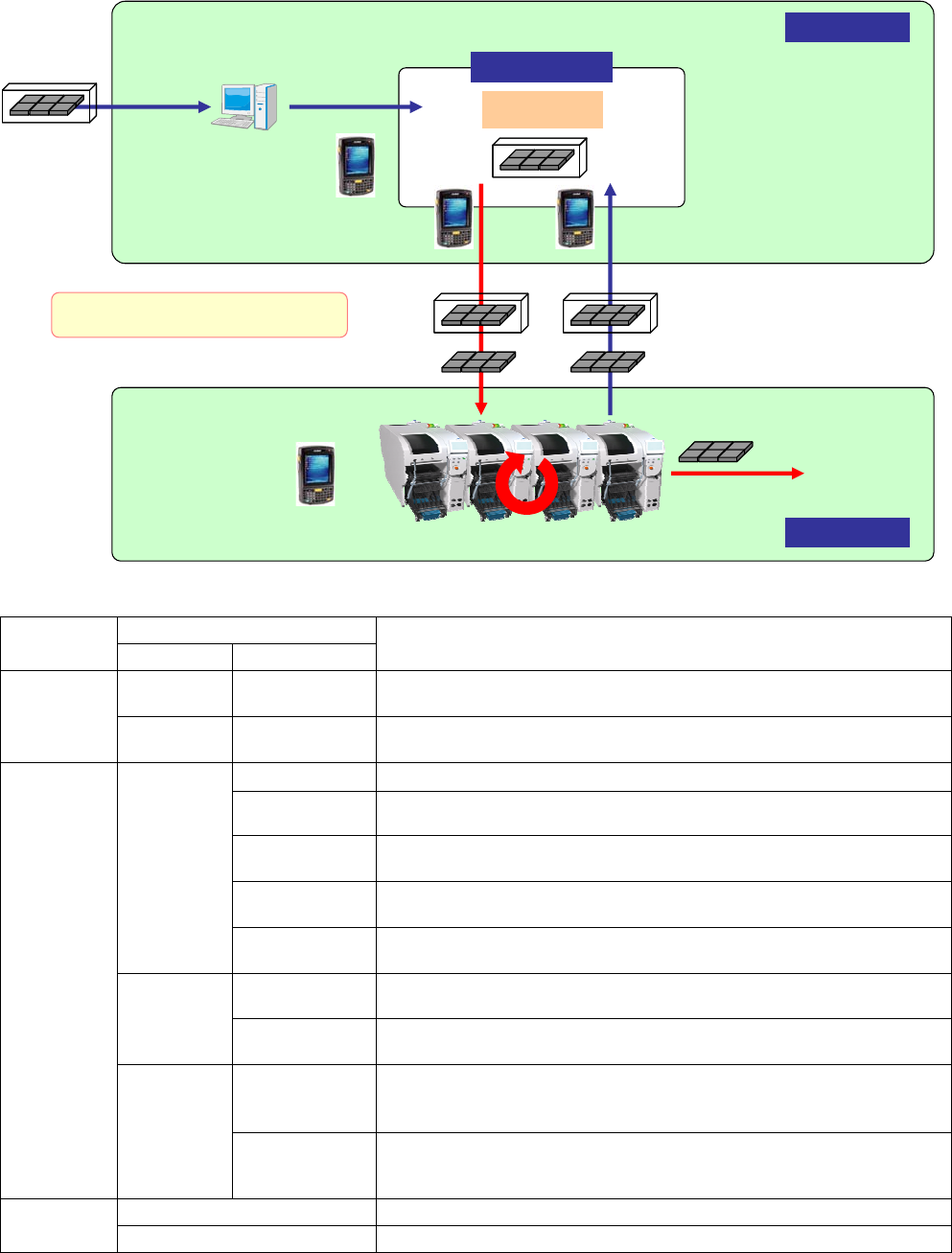
■ 湿度管理功能概要
■ 物料控制/ 湿度管理模块功能详细
主要功能
详细功能
说 明
大项目 小项目
使用周期
管理
保质期
未开封元件的
时间管理
湿度管理元件的包装未开封时,作为保质期的时间管理(12 个月为止)
使用周期
已开封元件的
时间管理
湿度管理元件的包装开封后,作为使用周期的时间管理(按照感湿级别)
MSD 管理
入出库元件
管理
(扫描器操
作)
MSD 登录 湿度管理元件入库时,通常的物料 ID 和剩余数都追加登录感湿级别
开封处理
湿度管理元件的包装开封时,进行开封处理,开始使用周期的倒计时
密封处理
湿度管理元件的包装密封时,进行密封处理,停止使用周期的倒计时
(按照感湿级别)
从干燥箱
取出
从干燥箱取出湿度管理元件时,进行取出处理,开始使用周期的倒计时
放回
干燥箱
把湿度管理元件放回干燥箱时,进行入库处理,停止使用周期的倒计时
(按照湿度管理元件级别)
状态管理
(Web 应用操
作)
MSD 库存管理
除了剩余数、场所,能够进行湿度管理元件的属性信息(级别、使用期限)
的管理
MSD 状态监视
能够实时显示湿度管理元件的状态(使用周期)。
根据使用时间和警告设定,进行实时显示。
生产时管理
过期 MSD
使用限制
(物料核查时)
对过期的湿度管理元件进行核查时,发出错误提示,不允许使用
过期 MSD
互锁(生产中)
生产中湿度管理元件过期时,暂时停止生产,直到核查新元件(期限内)为
止,不进行生产
报告
MSD 状态报告
湿度管理元件的状态通过报告显示
MSD 使用履历报告
显示湿度管理元件的履历
保管区域
实装区域
干燥箱
密封保管
以元件名称为单位事先设定管理基准。
该当元件名称时,自动设定管理基准。
开封 再实装
收集
入库处理
过期时,
停止实装
通过物料核查
把握使用槽
使用中也计测露出时间
返回
MSD登录
・管理基准
・元件名称
使用周期开始
使用周期停止
PanaCIM管理使用周期
PanaCIM-EE 2016.1020
- 34 -
■ 湿度管理元件级别和使用期限
根据记载在元件包装的感湿级别
(MSD)
,进行管理使用周期
(
使用期限
)
。
感湿级别
(MSL): IPC/JEDEC J-STD-033B
基准
感湿级别
开封后的保管条件
使用周期 环 境
1
※1
无限制 30 °C 以下、湿度 85 %以下
2 1 年
30 °C
以下、湿度
60 %
以下
或者其他规定数值
2a 4 星期
3 168 h
4 72 h
※2
5 48 h
※2
5a 24 h
※2
6
※1
使用前必须进行干燥处理。
干燥后,标签中所指定的时间内进行
回流焊。
※
1
不适用级别
1
、级别
6
。
※
2
湿度管理元件基准
:
根据
IPC/JEDEC J-STD-033B
,感湿级别
4
以上的元件的使用周期无法停止。
另外,不适用于通过干燥处理
(
发酵处理
)
的使用周期的复原。
PanaCIM-EE 2016.1020
- 35 -
4.5
产品的转换和控制
根据基板
ID
自动下载生产程序,轨道宽度也可自动调整,是支援缩短机种切换时间的功能。
NPM X/ NPM/ AM
系列
, SPV, SPG, SPD
以及
SP70(LNB
连接
)
,通过设备侧选购件进行自动机种切换。
(
有关详细情况,请参照各机种的「规格说明书」。
)
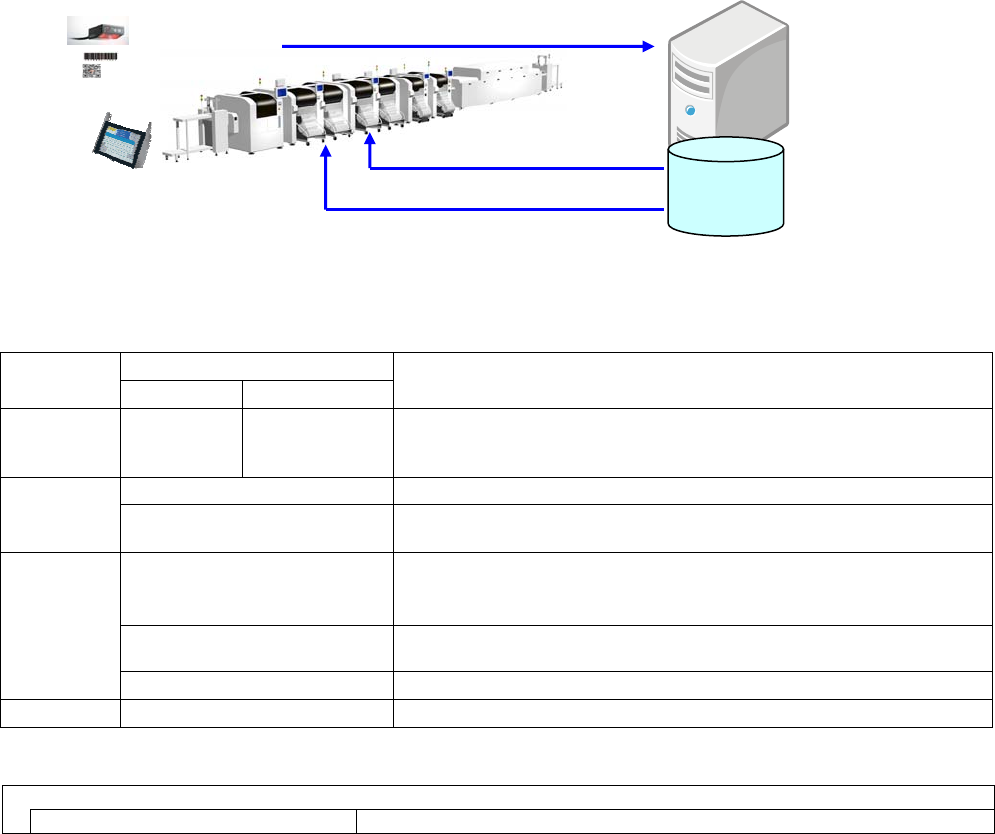
■ 主要功能
(1)
基板条形码的定义、读取
(2)
模型代码的比较
(3)
基板传入的控制
(4)
设备的控制
(
生产停止指示
)
(5)
设备的控制
(
生产程序下载指示
)
(6)
设备的控制
(
生产开始指示
)
※1 连续设置的设备间如果设置传送带(中间传送带)时,此传送带有可能需要基板条形码阅读器和 LMNC。
■ 产品的转换和控制功能一览
主要功能
详细功能
说 明
大项目 小项目
条形码的定
义、读取功能
基板信息 格式
1 维代码: Code 39, Code 128, Code 93, Code 2of5, Interleaved, UPC,
EAN, CODEBAR, MSI
2 维代码: Data Matrix, QR Code, PDF417
机种代码比
较
机种代码登录 生产前把条形码上的机种代码和生产程序名称进行关联处理
机种代码比较
读取的基板的机种代码和生产中的机种代码进行比较,进行机种切换的判
定
设备控制
生产停止
读取的基板的机种代码和生产中的机种代码不一致时,进行机种切换,从
先头设备、最终基板传出后,依次自动停止生产
下载生产程序 从先头设备、停止中的设备,依次进行生产程序的自动下载
生产开始 从先头设备、下载完毕设备,依次自动开始生产
错误处理 - 读取错误时和未登录的机种代码时,在 LMNC 显示错误
■ 产品的转换和控制报告功能
产品的转换和控制报告
生产报告 显示机种切换的详细报告
⑤生产程序下载指示
②模型代码的比较
①基板条形码
的读取
※1
⑥生产开始指示
③基板传入的控制
④生产停止指示
数据库
条形码阅读器
LMNC