PanaCIM规格说明书.pdf - 第42页
PanaCIM-EE 2016.1020 - 36 - 4.6 生产监控和调度模块 实时取得生产信息、运转信 息,把生产线的状况通过监视器以及 PDA 来显示,把发生错误、缺 料等事件的 对应措施向操作员发出指示,是支援 缩短实装生产线的停止时间、元件事先准备等、提高生产率 的功能。 另外,利用选购件的元件供给导向, 不再发生缺件情况,通过将操作员的移动路径最短化,优化 供给顺序, 可以防止由于缺件造成的短暂停机, 并为供给作业的省人化…
PanaCIM-EE 2016.1020
- 35 -
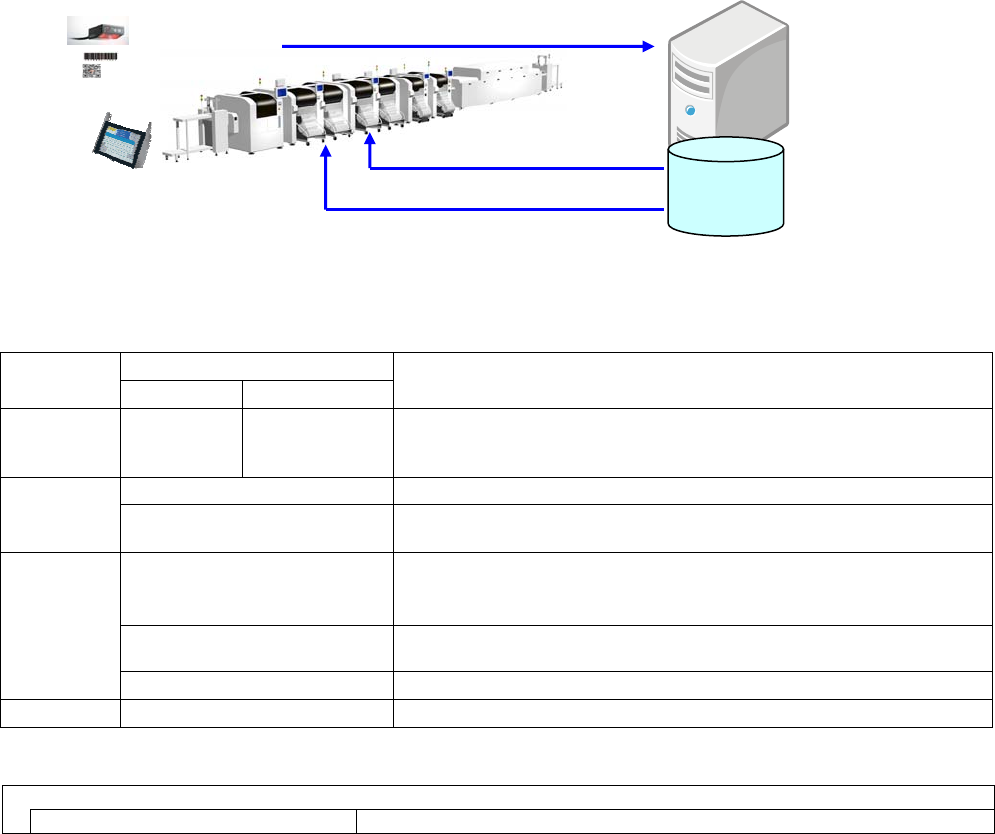
4.5
产品的转换和控制
根据基板
ID
自动下载生产程序,轨道宽度也可自动调整,是支援缩短机种切换时间的功能。
NPM X/ NPM/ AM
系列
, SPV, SPG, SPD
以及
SP70(LNB
连接
)
,通过设备侧选购件进行自动机种切换。
(
有关详细情况,请参照各机种的「规格说明书」。
)
■ 主要功能
(1)
基板条形码的定义、读取
(2)
模型代码的比较
(3)
基板传入的控制
(4)
设备的控制
(
生产停止指示
)
(5)
设备的控制
(
生产程序下载指示
)
(6)
设备的控制
(
生产开始指示
)
※1 连续设置的设备间如果设置传送带(中间传送带)时,此传送带有可能需要基板条形码阅读器和 LMNC。
■ 产品的转换和控制功能一览
主要功能
详细功能
说 明
大项目 小项目
条形码的定
义、读取功能
基板信息 格式
1 维代码: Code 39, Code 128, Code 93, Code 2of5, Interleaved, UPC,
EAN, CODEBAR, MSI
2 维代码: Data Matrix, QR Code, PDF417
机种代码比
较
机种代码登录 生产前把条形码上的机种代码和生产程序名称进行关联处理
机种代码比较
读取的基板的机种代码和生产中的机种代码进行比较,进行机种切换的判
定
设备控制
生产停止
读取的基板的机种代码和生产中的机种代码不一致时,进行机种切换,从
先头设备、最终基板传出后,依次自动停止生产
下载生产程序 从先头设备、停止中的设备,依次进行生产程序的自动下载
生产开始 从先头设备、下载完毕设备,依次自动开始生产
错误处理 - 读取错误时和未登录的机种代码时,在 LMNC 显示错误
■ 产品的转换和控制报告功能
产品的转换和控制报告
生产报告 显示机种切换的详细报告
⑤生产程序下载指示
②模型代码的比较
①基板条形码
的读取
※1
⑥生产开始指示
③基板传入的控制
④生产停止指示
数据库
条形码阅读器
LMNC
PanaCIM-EE 2016.1020
- 36 -
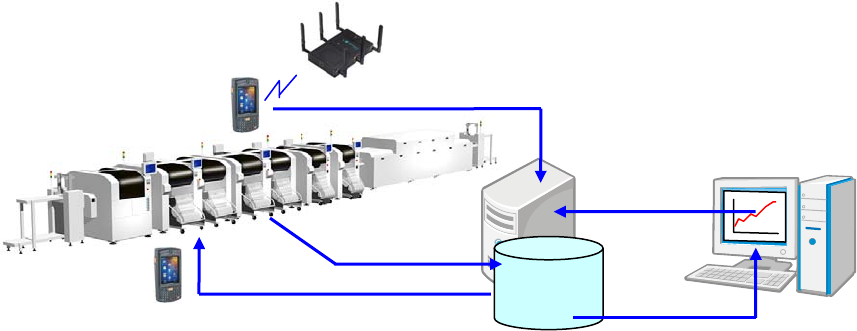
4.6
生产监控和调度模块
实时取得生产信息、运转信息,把生产线的状况通过监视器以及
PDA
来显示,把发生错误、缺料等事件的
对应措施向操作员发出指示,是支援缩短实装生产线的停止时间、元件事先准备等、提高生产率的功能。
另外,利用选购件的元件供给导向,不再发生缺件情况,通过将操作员的移动路径最短化,优化供给顺序,
可以防止由于缺件造成的短暂停机,并为供给作业的省人化做出贡献。
※
使用生产监控模块时,
1
条生产线有
7
个基台以上,并且是
4
条生产线以上的设备构成时,请设置生产监控客户端。
需要数量随设备构成而异,详细情况请咨询。
■ 主要功能
※
1
(1)
工厂整体的生产线监控和调度
(2)
实时事件的收集以及根据需要的警告显示
(3)
生产预定的输入
(4)
产品转换和控制信息的显示
(5)
操作员的应答状况的显示
■ 选购功能(元件供给导向)
※
2
(6)
不再发生缺件情况,将操作员的移动路径最短化,优化供给顺序。
(7)
优化每个操作员的路径,在无线扫描器中显示供给巡回指示。
(8)
可横跨多条生产线,优化元件供给顺序。
※1 使用生产监控和调度模块时,同时需要物料核查模块(许可证)。
为了显示设备的运转信息,需要生产分析模块。
※2 需要元件供给导向(许可证)。
数据库
信息收集
报告显示
输入生产预定
生
产停
止
指示
操作员的应答
PanaCIM
应用服务器
PanaCIM-EE 2016.1020
- 37 -
■ 生产监控和调度模块功能
主要功能
详细功能
说 明
大项目 小项目
事件监控
生产信息/实
时事件监控
监控项目/显示
内容
显示设备状态、实时事件、运转分析图等
实时事件显示
显示设备事件、物料核查事件
错误事件最上位显示
事件种类 缺料警告、缺料停止错误、设备停止错误等
画面用户化
概观 监控器的外观能够用户化
显示对象
循环时间、运转率、吸着率、生产数量、实际循环时间、生产数量、运转
分析图、运转分析报告、设备事件
监控机器 VGA 对应机器能够进行监控显示
用户提示 监控器的显示 对任意生产线能够在指定间隔显示用户提示
确认功能
(扫描器操
作)
设定
生产线指定 指定接受事件的生产线(复数可)
事件指定 能够选择接受事件(只限设备错误事件、只限元件供给事件、两者都可)
操作
事件确认应答 扫描后,对发生事件进行确认应答
事件确认应答
解除
扫描后,解除经过确认应答的确认应答
事件强制结束 扫描后,能够把发生事件设定为强制结束状态(选择强制结束的理由)
记录
事件确认
应答的记录
记录实施确认应答的操作员 ID 和时间
事件确认
应答解除的记录
记录解除事件确认的操作员 ID 和时间
事件强制
结束的记录
记录强制结束事件的操作员 ID 和时间
生产订单的
连动
日程的显示 根据作业指示单显示生产日程
日程表示单位 生产日程的表示,以天单位、星期单位来表示
生产订单的管理
能够进行生产订单的追加、编辑、删除、输入
追加作业指示时输入项目: 生产订单名称、途径名称、生产程序名称、实
装面、MIX 名称、生产线速度、图形数量/面板、生产预定模式数量、生产
开始时间、生产结束时间、机种切换时间等
机种切换信
息的显示
设定
生产线的指定 显示在监控器的机种切换信息的生产线,能够设定
通知时机的指定
机种切换信息的显示时机,能够设定
剩余生产时间: 对现在的生产结束为止的剩余时间发出通知
显示 根据所输入日程的作业指示,下一生产程序名称显示在监控器