xp243 系统手册.pdf - 第31页
SYS-XP243-2.2S 2. 概要 XP-242E/243E 系统手册 19 2.1.2 触摸屏的阅读方法·使用方法 操作者可以使用机器前面的触摸 屏对机器进行操作。 在触摸屏上显示的各种画面上显示出 k 可以操作的指令键, 触摸指令键后显示出更进一层的指令, 相关的指令以群组的形式显示。 利用以下的插图对画面的各个部 分进行说明。 标题栏 主菜单 A: 按下 [FUJI] 键后显示出以下的菜 单。 [ 版本 ]: 显示出机器的控…

2. 概要 SYS-XP243-2.2S
18 XP-242E/243E 系统手册
位置上设定的 SIDE 侧的开关变为「ENABLE」,则从相反侧的 SIDE 不能解除机器操作的锁定。
紧急停止
按下此按钮会切断动力电源并立即停止机器的运行。因为此按钮是锁定式,解除锁定时必须
顺时针旋转。在操作机器之前,必须确认 [ 紧急停止 ] 按钮是否已经被解除。[ 紧急停止 ]
按钮除了在机器前面以外,在机器的后面也有设置。请参考 「安全指南」的第 5 章,确认
机器上所有的 [ 紧急停止 ] 按钮的位置。
SYS-XP243-2.2S 2. 概要
XP-242E/243E 系统手册 19
2.1.2 触摸屏的阅读方法·使用方法
操作者可以使用机器前面的触摸屏对机器进行操作。在触摸屏上显示的各种画面上显示出 k
可以操作的指令键,触摸指令键后显示出更进一层的指令,相关的指令以群组的形式显示。
利用以下的插图对画面的各个部分进行说明。
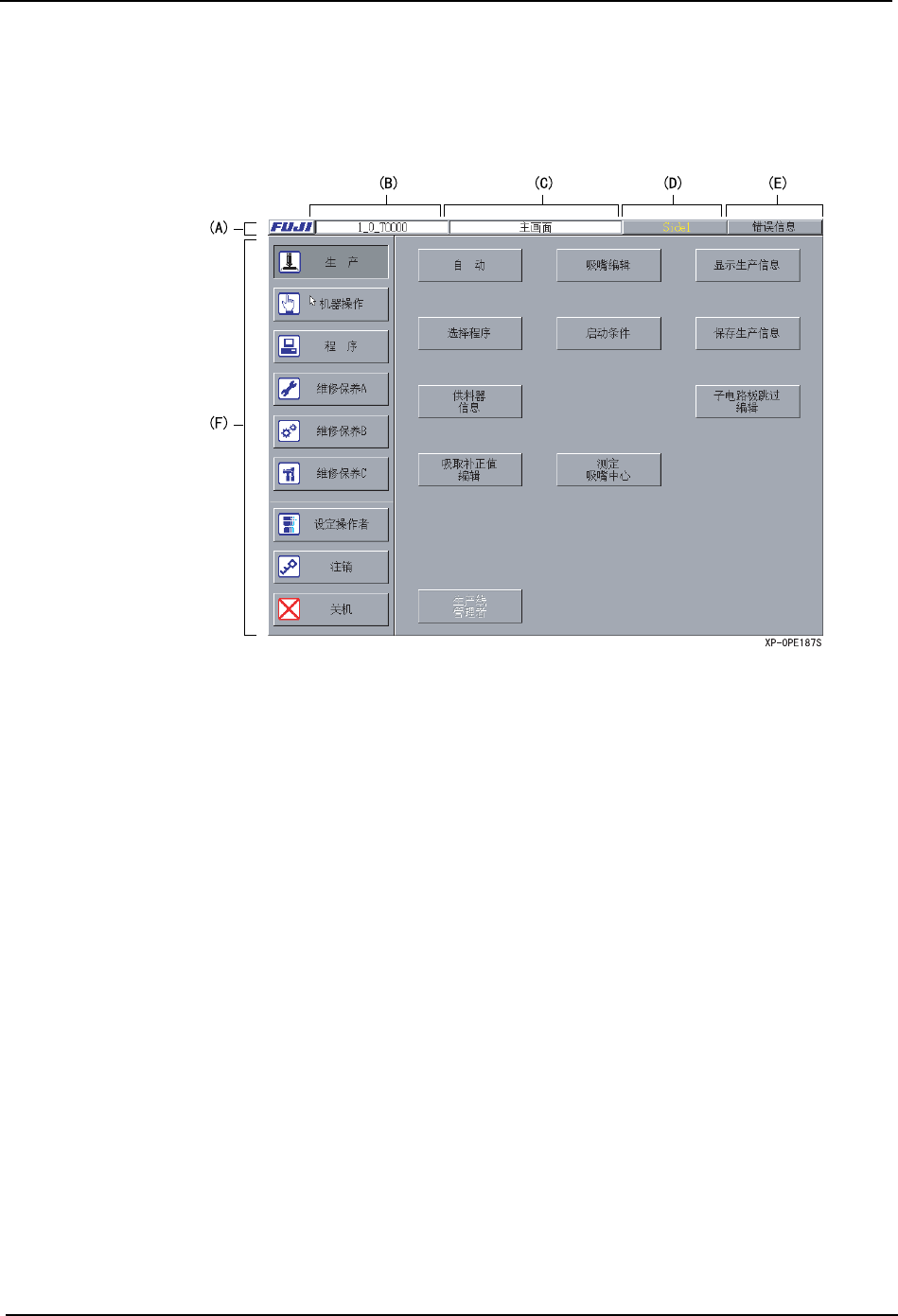
标题栏
主菜单
A: 按下 [FUJI] 键后显示出以下的菜单。
[ 版本 ]: 显示出机器的控制软件的版本信息。
[ 蜂鸣器关 ]: 停止蜂鸣器。
[ 操作画面的保存 ]: 将当前的画面以位图的形式保存到文件中。
[ 相机影像的保存 ]: 将当前的相机影像以 PNG 形式保存到文件中。
B: 在此标题栏上显示当前运行中的生产程序名称。
C: 在此标题栏上显示当前画面的名称。
D: 在此标题栏上显示当前运行的电路板侧和周期时间等。
E: 如果影像处理出现了错误,则此键呈红色为有效。当显示为红色时按下
此键,则回到影像处理画面。并且,当为吸取错误等一般的错误时,出
错时的画面正中央出现对话框并显示出错误信息。
F: 选择在各画面上主区域内的操作指令键后,可以进入到下一层的相关操
作指令中去。有关指令体系,请参照本手册的第 6 部的 「操作指令」。

2. 概要 SYS-XP243-2.2S
20 XP-242E/243E 系统手册
2.2 用语集
此章对在本手册中使用的术语进行说明。
备注 ) 为了照准 SEMI 规格而变更了 FUJI 用语,所以即使相同的术语也会有与本公司其他机器所不同
意思的定义,在使用中请注意。本书中,我们将过去的 「board」称为 「panel」( 电路板 )、
将过去的 「block」称为 「board」( 子电路板 )。因此,「multiblock board」现在称为
「multiboard panel」( 拼板 )。
Board ( 子电路板 )
组成一块电路板的数个相同电路中的每一块称为子电路板,各个子电路板作为 1 块电路板进
行生产后分割成子电路板。
Multiboard panel ( 拼板 )
拼板是指由几个具有相同电路的子电路板所构成的电路板。当拼板生产结束后分割成各个
子电路板。
Skip mark ( 跳过定位点 )
不生产特定的子电路板生产时,表示不生产的子电路板的定位点称为跳过定位点。如果机器
检测到跳过定位点时,则机器将不对定位点指定的子电路板进行贴装。
Global skip mark ( 主跳过定位点 )
不进行拼板电路板内的特定的子电路板的生产时,表示含有不生产子电路板的定位点称为
主跳过定位点。如果机器检测出主跳过定位点,则对于各个子电路板开始读取是否有跳过定
位点。如果没有检测出主跳过定位点,就不检测各个子电路板上的跳过定位点,而对电路板
上的所有的子电路板进行贴装元件。
Inching (JOG/ 微动 )
使用在触摸屏上显示的微动键,用手动操作来移动机器上的各个轴称为微动。可以使轴移动
到所需的位置。
Recipe ( 生产程序 )
将电路板生产流程中的全部或者一部分对机器指令的集合称为生产程序。
Multi-Feeder Unit (MFU/ 多供料器单元 )
是装载机械供料器的单元的名称。安装在机器的装卸式供应元件一侧,在 XP-242E 用的 MFU
上最多可装载 40 个供料器。
Connect/Disconnect Parts Supply Side ( 装卸式元件供应侧 )
此装置是机器前侧 (Side 1) 的元件供应部分。通过连接 MFU 到机器上来供应元件。另外,
MFU 也可以从机器主体上卸下。
Fixed Part Supply Side ( 固定式元件供应侧 )
此装置是机器后侧 (Side 2) 元件供应部分。通过固定在本机器上的料盘单元供应元件。
Nozzle station ( 吸嘴置放台 )
是在机器中存放吸嘴和机械夹头的地方。根据程序的不同,贴装头和吸嘴置放台之间进行吸
嘴和机械夹头的更换。
Recovery ( 补件 )
由于出错等原因,元件从吸取到贴装为止的一连串的动作没有完成的时候,机器可以重新进
行元件的贴装。补件次数可由用户指定。