xp243 系统手册.pdf - 第90页
3. 操作系统 SYS-XP243-2.2S 78 XP-242E/243E 系统手册 完成目前的电路板 生产中的 ( 在主搬运轨道上 ) 电路板的生产结束后, 在进入排出搬运轨道时可 以使机器自动 停止。 操作步骤 1 . 在 机 器 自 动 运 转 过 程 中 , 按 下[自 动]和[完 成 目 前 的 电 路 板]的 按 键 。 并 且 、 取 消 这 个功能时,请再一次按下 [ 完成目前的电路板 ] 按键。 2. 生产中的电路板…
SYS-XP243-2.2S 3. 操作系统
XP-242E/243E 系统手册 77
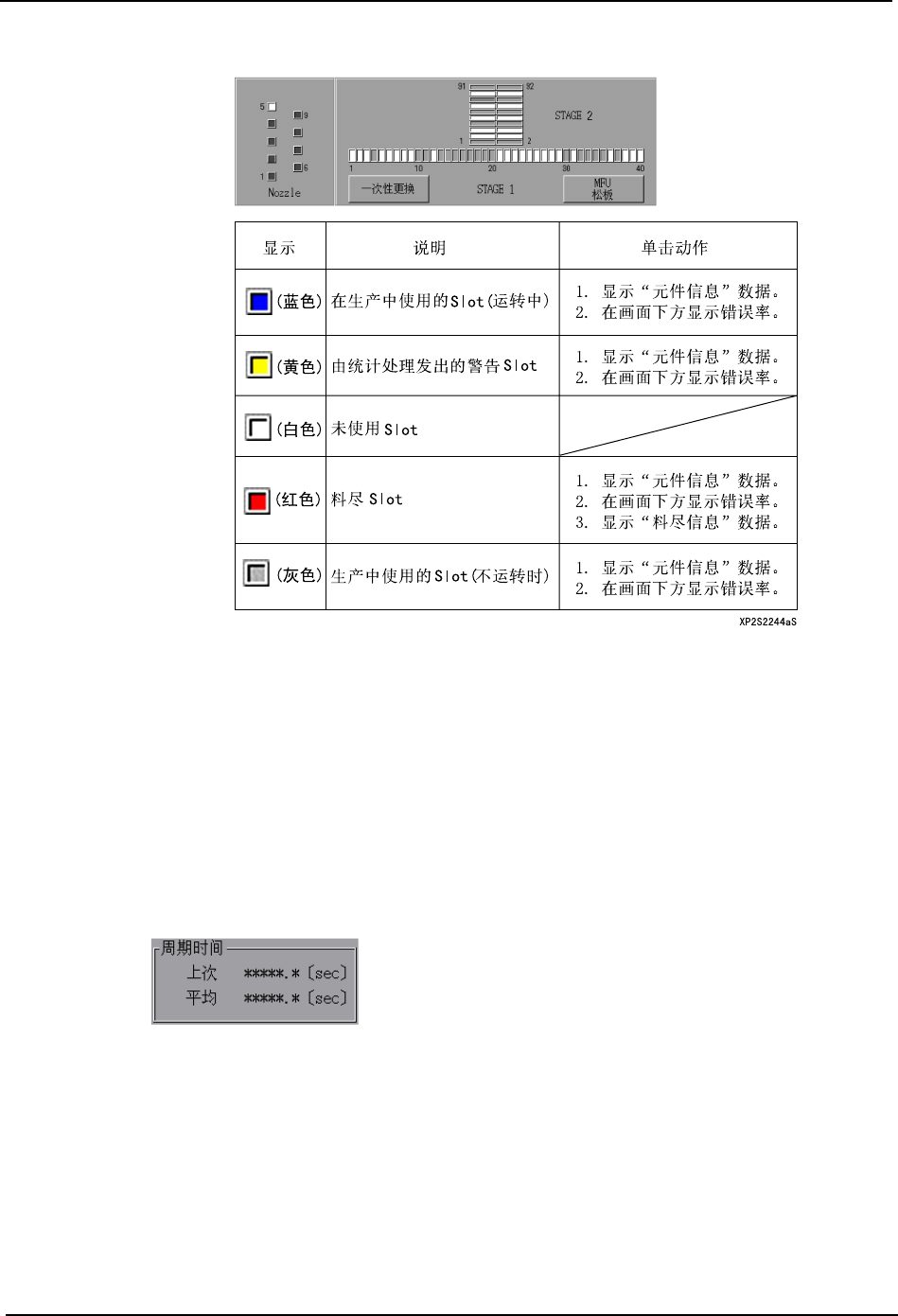
在以下的区域中显示出各个平台和料站的状态。
按键说明 :
元件一次性设定结束: 选择此按键,使平台上所有料站进入元件安装状态。
MFU 松板: 松开 MFU。
机器信息: 显示机器信息画面 ( 自动生产初始画面 )。
吸嘴 / 料站统计信息: 显示吸嘴 / 料站统计信息画面。
料盘信息: 显示料盘信息。
周期时间: ·前次周期时间:生产一块电路板所花费的时间。
·平均周期时间:周期时间总和 / 完成生产块数。
※生产程序读取·修正作为初始值显示
「*****.*[sec]」。
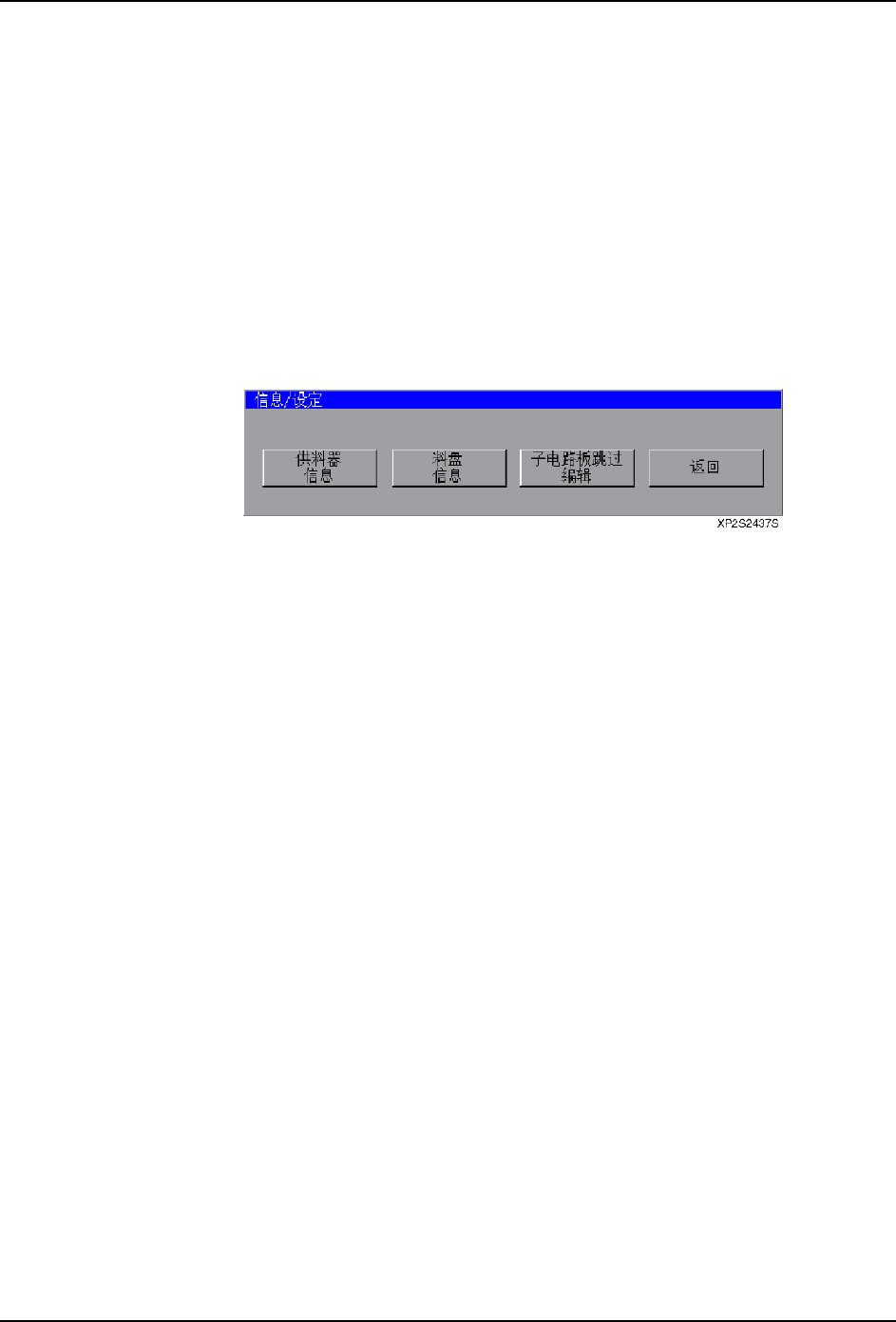
信息 / 设定: 打开选择机器的信息画面的对话框。
完成目前的电路板: 结束目前生产中的电路板后停止机器。
子电路板跳过信息: 显示不更改生产程序就能跳过任意的子电路板的编辑器。
大型元件排出位置复位: 废弃到大型不良元件排放盘中的元件记录暂时被清除。
中型元件排出位置复位: 废弃到中型不良元件排放盘中的元件记录暂时被清除。
影像监视: 按下按键后切换影像处理监视的显示。
3. 操作系统 SYS-XP243-2.2S
78 XP-242E/243E 系统手册
完成目前的电路板
生产中的 ( 在主搬运轨道上 ) 电路板的生产结束后,在进入排出搬运轨道时可以使机器自动
停止。
操作步骤
1. 在机器自动运转过程中,按下[自动]和[完成目前的电路板]的按键。并且、取消这
个功能时,请再一次按下 [ 完成目前的电路板 ] 按键。
2. 生产中的电路板的生产结束后,在进入排出搬运轨道时机器会自动停止运转。
由 [ 自动 ] 画面看 / 设定详细信息
在 [ 自动 ] 画面上可以打开确认和设定机器的信息。
1. 按下[自动]画面的[信息/设定]按键,打开「信息/设定」对话框。
2. 按下要确认或者设定的信息的按键。
供料器信息: 显示出 [ 供料器信息 ] 画面。请参考 「4.6.3[ 供料器信息 ] 画面」。
料盘信息: 显示出 [ 料盘信息 ] 画面。请参考 「4.7.4[ 子电路板跳过编辑 ] 画
面」。
子电路板跳
过编辑 :
不必变更生产程序,显示出可以跳过任意的子电路板的 [ 子电路板跳
过编辑 ] 画面。
SYS-XP243-2.2S 3. 操作系统
XP-242E/243E 系统手册 79
子电路板跳过
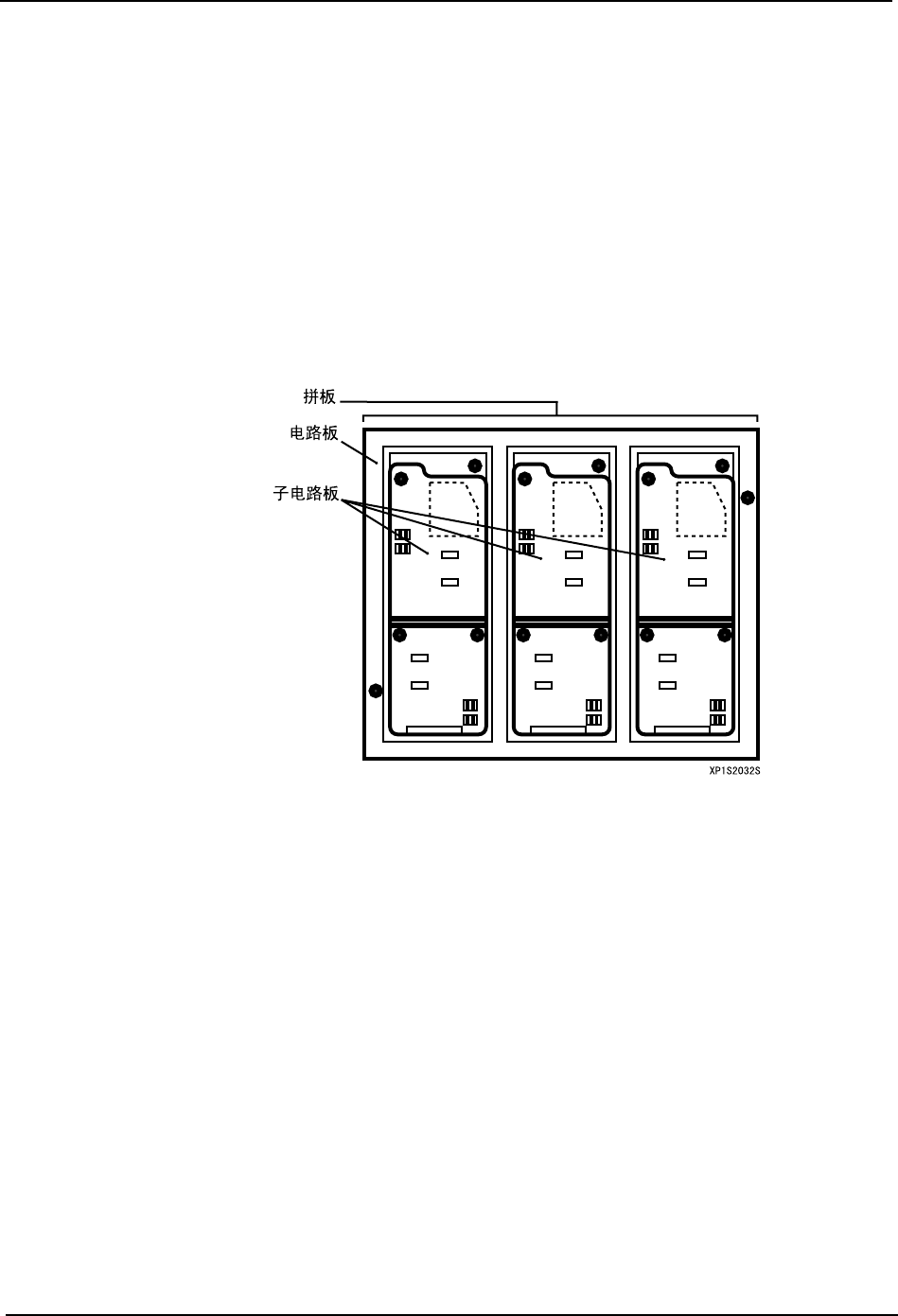
在进行拼板生产的时候,由于子电路板有缺陷等原因。可以指定某个子电路板不必生产 ( 跳
过 )。使用 2 种方法设置子电路板的跳过。
(1) 使用主跳过定位点的子电路板跳过
使用主跳过定位点,可以缩短拼板生产时的周期时间。使用者在生产程序上对子电路板 No.0
设定跳过定位点后。生产时机器会首先检查有无拼板的主跳过定位点。操作者事先在子电路
板位置上设定主跳过定位点后,机器由此识别要进行生产的电路板上是否存在需要跳过的
电路板,为了判断哪一块电路板需要跳过而对所有的子电路板的子跳过定位点进行读取。在
没有检测出时主跳过定位点时,省略子电路板定位点的读取,而进行所有电路板的元件贴
装。由此省去了读取各个电路板跳过定位点的操作时间。有关主跳过定位点的设定方法,请
参考主电脑的有关手册。
(2) 由群组跳过定位点进行子电路板跳过
使用群组跳过定位点时,可以缩短从几十块到几百块的拼版的生产周其时间。
检测出群组跳过定位点后,识别在其群组内具有跳过的子电路板,读取属于其群组的各个子
电路板的子跳过定位点。没有检测出群组跳过定位点时,忽略属于其各个子电路板的子电路
板跳过定位点的读取,将元件贴装在所属的各个子电路板上。使用全局跳过定位点时,只有
在检测出全局跳过定位点时读取全局跳过定位点。关于全局跳过定位点的设定方法,请参考
主机系统的手册。
· 由生产程序进行子电路板跳过
可在生产程序中预先设定要跳过的子电路板。
· 由跳过定位点自动进行子电路板跳过
在电路板上设定的子电路板跳过定位点,当进行定位点读取后,将自动跳过检测出
定位点的子电路板上的生产。有关在程序上设定子电路板跳过定位点的方法,请参
照关于在程序上读取已设定的定位点的主机系统手册。