xp243 系统手册.pdf - 第45页
SYS-XP243-2.2S 3. 操作系统 XP-242E/243E 系统手册 33 统计信息 设定统计信息的目的是为了提取 吸嘴 / 料站出现错误状况时的数据,其设定 步骤如下。 操作步骤 1. 在 [ 主画面 ] 上选择 [ 维修保养 A]、 [ 动作条件设定 ], 显示出 [ 动作条件设定 ] 画面。 2. 按下 [ 后一页 ] 按键,显示出 [ 统计信息 ] 页。 3. 触摸 「吸取数」 的区域, 设定开始错误检查的最少错误吸…

3. 操作系统 SYS-XP243-2.2S
32 XP-242E/243E 系统手册
6. 当料带切刀的动作次数达到设定值时,选择该如何处理机器。
警告: 显示出废料带切刀回收警告,但机器继续运行。
停止: 显示出废料带切刀回收警告,机器停止运行。
SYS-XP243-2.2S 3. 操作系统
XP-242E/243E 系统手册 33
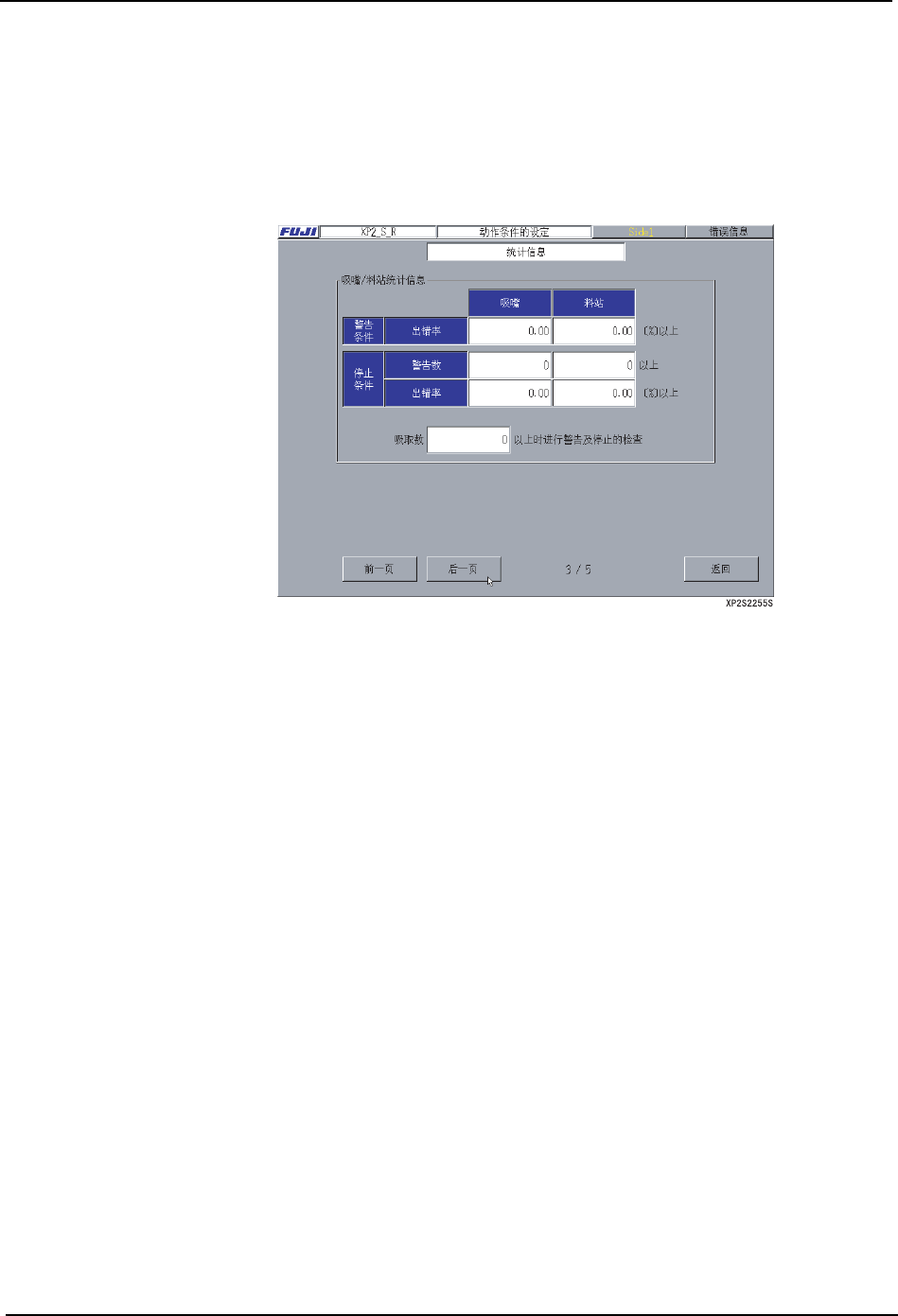
统计信息
设定统计信息的目的是为了提取吸嘴 / 料站出现错误状况时的数据,其设定步骤如下。
操作步骤
1. 在 [ 主画面 ] 上选择 [ 维修保养 A]、[ 动作条件设定 ],显示出 [ 动作条件设定 ] 画面。
2. 按下 [ 后一页 ] 按键,显示出 [ 统计信息 ] 页。
3. 触摸 「吸取数」的区域,设定开始错误检查的最少错误吸取数。 吸嘴或者料站中的 1 个
达到这个错误吸取数时进行错误检查。( 输入范围 : 0 ~ 10000)
错误吸取数设定为 0 时,以以下的吸取数进行检查。
4. 在吸嘴和料站上的吸取错误达到设定值时用警告条件区域设定警告的错误率。(输入范围
: 0.00 ~停止条件的出错率 )
设定值为 0.00 时不进行警告。
备注 ) 下面的停止条件的错误率为 0.00 时,最大可输入到 100.00。
5. 在停止条件的警告数区域上设定因吸取错误而使机器停止的时期。
6. 在停止条件的错误率区域上设定使机器停止运行的吸嘴、料站的错误率。( 输入范围是:
0.00 ~警告条件的错误率 )
设定值 0.00 时不停止。
备注 ) 上面的警告条件的错误率为 0.00 时,最大可输入到 100.00。
警告检查的最少吸取数 =(1/ 警告条件的错误率 ) × 100。
停止检查的最少吸取数 =(1/ 停止条件的错误率 ) × 100。
吸嘴 : 在发出警告的吸嘴数达到设定值时使机器停止运行。
( 输入范围 : 0 ~吸嘴总数 ) 警告数为 0 时不停止。
料站 : 在发出警告的料站数达到设定值时使机器停止运行。
( 输入范围 : 0 ~料站总数 ) 警告数为 0 时不停止。
3. 操作系统 SYS-XP243-2.2S
34 XP-242E/243E 系统手册
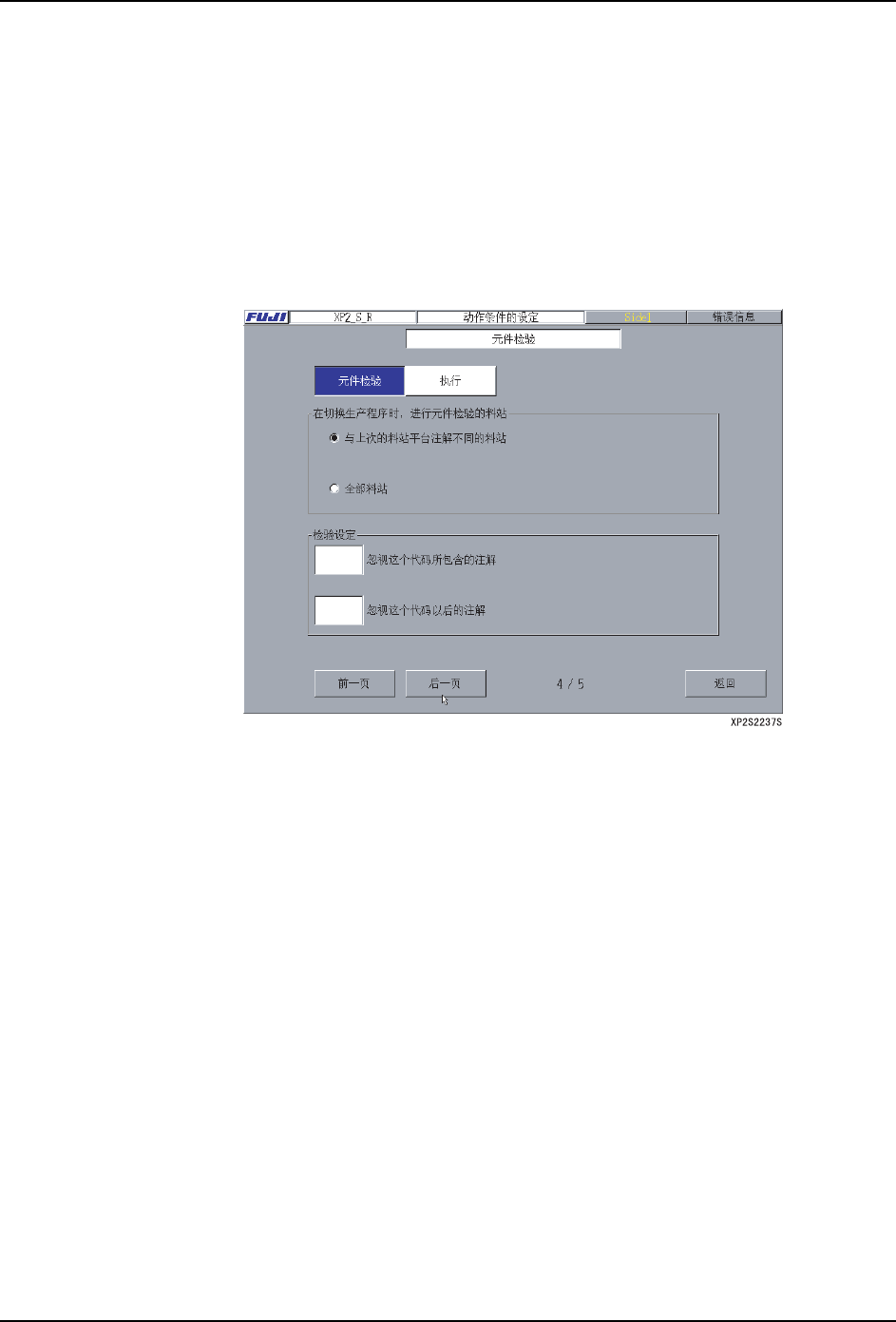
元件检验(选项)
用于条形码读取器
是设定元件检验的画面。元件检验是因料站元件的安装错误而产生的不良电路板、以及减少
随其而产生的废弃元件,对在料站上安装的元件的料卷信息和生产程序的料站信息进行核
对以防止错误安装的选项功能。( 要使用元件检验功能,有必要设定固有值。)
操作步骤
1. 在 [ 主画面 ] 上选择 [ 维修保养 A]、[ 动作条件设定 ],显示出 [ 动作条件设定 ] 画面。
2. 按下 [ 后一页 ] 按键,显示出 [ 元件检验 ] 页。
3. 用 [ 元件检验 ] 右侧的按钮设定检验功能的使用 / 不使用。选择 [ 执行 ] 时,则请进行
下面各栏的设定。
4. 切换生产程序时,将料站作为检验的条件来选择。
5. 若要部分忽视读取对象的条形码,可使用 ASC Ⅱ CODE 的记号进行进行跳过读取其部分的
设定。
「与上次的 Barcode 不同的料站」:
检查对象为与上次使用的生产程序的同样料站的 Barcode 不同的料站。
「全料站」:
检查对象是所有料站。
「忽视这个代码所包含的注解」:
忽视用设定的记号括起来的部分。
例 ) 设定为 “/”记号时,将 [12345/6789/0123] 作为 [123450123] 识别。
但是,记号不是成对插入 ( 奇数个数的插入 ) 时,忽视括起来的部分和从最后的记
号以后的部分,将 [12345/6789/0123/456] 作为 [123450123] 识别。
「忽视这个代码以后的注解」: