JX-100_SPE_JP.pdf - 第33页
29 8. インターフェース 8-1 機械的イ ン タ ーフ ェ ー ス 基板搬送高さ 標 準 900mm± 20mm 、 オ プ シ ョ ン 9 5 0 mm ± 20mm E N 仕様は、 95 0 mm の み 8-2 電気的イ ン タ ーフ ェ ー ス 8-2-1 電気信号の 種類と 意味 マ ウ ン タ と 相手側機械に 関わ る 電気信号の 接続概念図を 「 図 11 電気信号 の 接続概念図」 に 示し ます 。 図中で …
28
7. 制御系 仕様
7-1 制御
7-1-1 プログラムの選択
生産プログラムはSSD、フロッピーディスク(オプション)に保存します。
また、USBポートを使用する事で外部記憶装置への保存も可能です。
7-1-2 生産プログラム内部で扱えるデータ数
・ 搭載ステップ数: 最大3,000ステップ
・ 1基板当たり最大回路数: マトリックス回路 1,200
非マトリックス回路 200
・ 1基板当たり最大ステップ数: 10,000ステップ
・ 最大部品データ数: マシンに装着可能な最大品種数
・ 最大吸着データ数: 同上
・ 最大マーク登録数:エリアフィデューシャルマーク 50組。BOCマーク 1組(2~3個)
7-2 生産モード
基板生産
・生産枚数を指定し、基板を実際に生産するモード。
試打
・テスト生産するためのモード。 吸着位置追尾と搭載後の搭載位置追尾が選択可能です。
空打
・ 部品を使用せず吸着搭載の動きを確認するモード。
29
8. インターフェース
8-1 機械的インターフェース
基板搬送高さ
標準 900mm±20mm 、 オプション 950mm±20mm
EN仕様は、950mmのみ
8-2 電気的インターフェース
8-2-1 電気信号の種類と意味
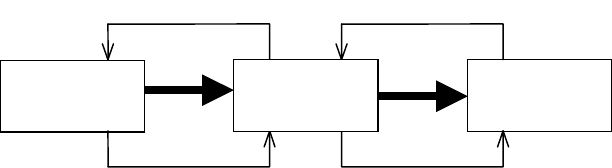
マウンタと相手側機械に関わる電気信号の接続概念図を「図11 電気信号の接続概念図」に
示します。図中で、マウンタと上流装置との間①②、及び下流装置との間③④の電気信号を以
下に示します。
a) 電気信号①は搬出要求入力信号(または、ボードアベイラブルイン)と呼び、上流側装
置からプリント基板の搬出要求を受ける信号。
b) 電気信号②は搬出許可出力信号(または、レディーアウト)と呼び、上流側装置に対し
プリント基板を搬出させる信号。
c) 電気信号③は搬出要求出力信号(または、ボードアベイラブルアウト)と呼び、下流側
装置に対しプリント基板の搬出を要求する信号。
d) 電気信号④は搬出許可入力信号(または、レディーイン)と呼び、下流側装置からプリント
基板の搬出許可を受ける信号。
下流側装置
③①
②
④
本装置
上流側装置
図13 電気信号の接続概念図
30
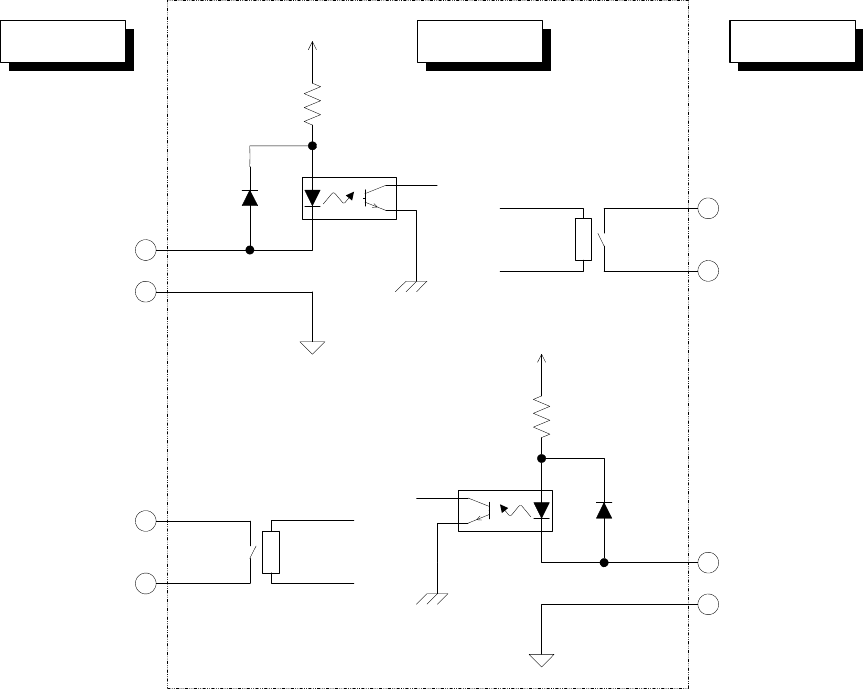
8-2-2 入力及び出力信号インターフェース
+24V
リレー接点
+24V
リレー接点
マウンタ下流側装置
ピン番号:1
搬出要求入力信号
ピン番号:2
搬出要求信号コモン
ピン番号:3
搬出許可出力信号
ピン番号:4
搬出許可信号コモン
上流側装置
ピン番号:1
搬出要求出力信号
ピン番号:2
搬出要求信号コモン
ピン番号:3
搬出許可入力信号
ピン番号:4
搬出許可信号コモン
図14 信号インターフェースと接続ターミナル
8-2-3 接続ケーブル仕様
JIS B 8438 産業用ロボット-電気装置に準拠。ケーブル長10m以内。
8-3 データインターフェース
USB 2.0相当 2ポート
データのインターフェースとしてFDD、DVD-ROM等を接続します。(USB接続、オプション)
8-4 ユーティリティの接続
配管継手
φ8×φ12ホース用ワンタッチ型配管継手プラグ