BM123教材初级培训课本.pdf - 第28页
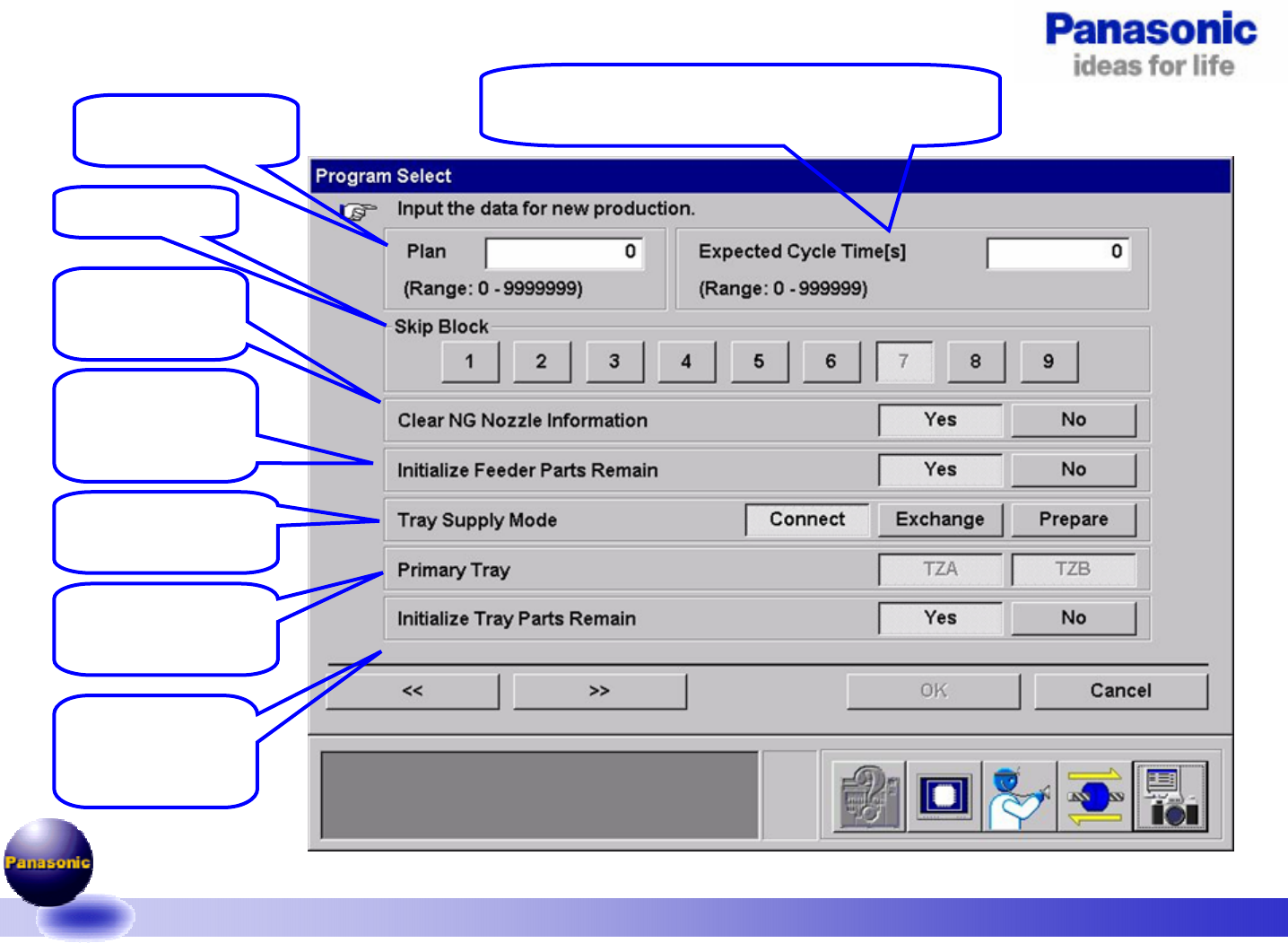
v1.4-061221 28/89 切换程序时执行的命令选项: 设定生产的基板 数量(产量) 设定1块基板生产结束,搬出开始到下一 块基板生产结束再搬出所用的时间。 跳步代码 是否清除NG吸 嘴的信息? 是否初始化供 料器元件的剩 余量? 托盘动作方式 ( 说明在下页 ) 选择托盘组( 说 明在下页 ) 是否初始化托 盘中元件的剩 余量?
v1.4-061221
27/89
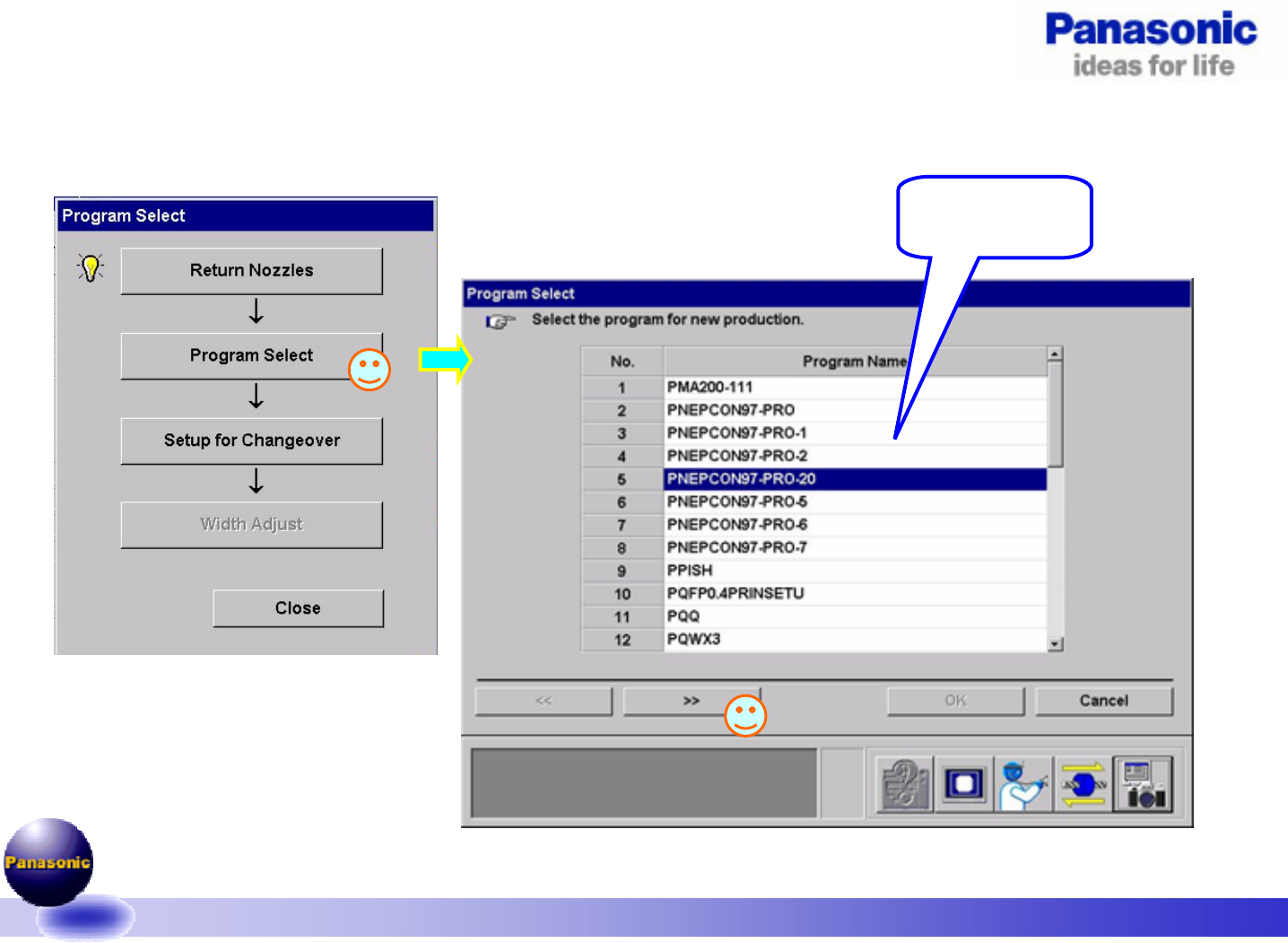
选择需要生产的程序:
当前硬盘上储
存的程序清单
说明:当程序选择完成后系
统会自动检查是否存在错误。
若提示错误时,请检查程序
是否有逻辑错误存在。
v1.4-061221
28/89
切换程序时执行的命令选项:
设定生产的基板
数量(产量)
设定1块基板生产结束,搬出开始到下一
块基板生产结束再搬出所用的时间。
跳步代码
是否清除NG吸
嘴的信息?
是否初始化供
料器元件的剩
余量?
托盘动作方式
(说明在下页)
选择托盘组(说
明在下页)
是否初始化托
盘中元件的剩
余量?
v1.4-061221
29/89
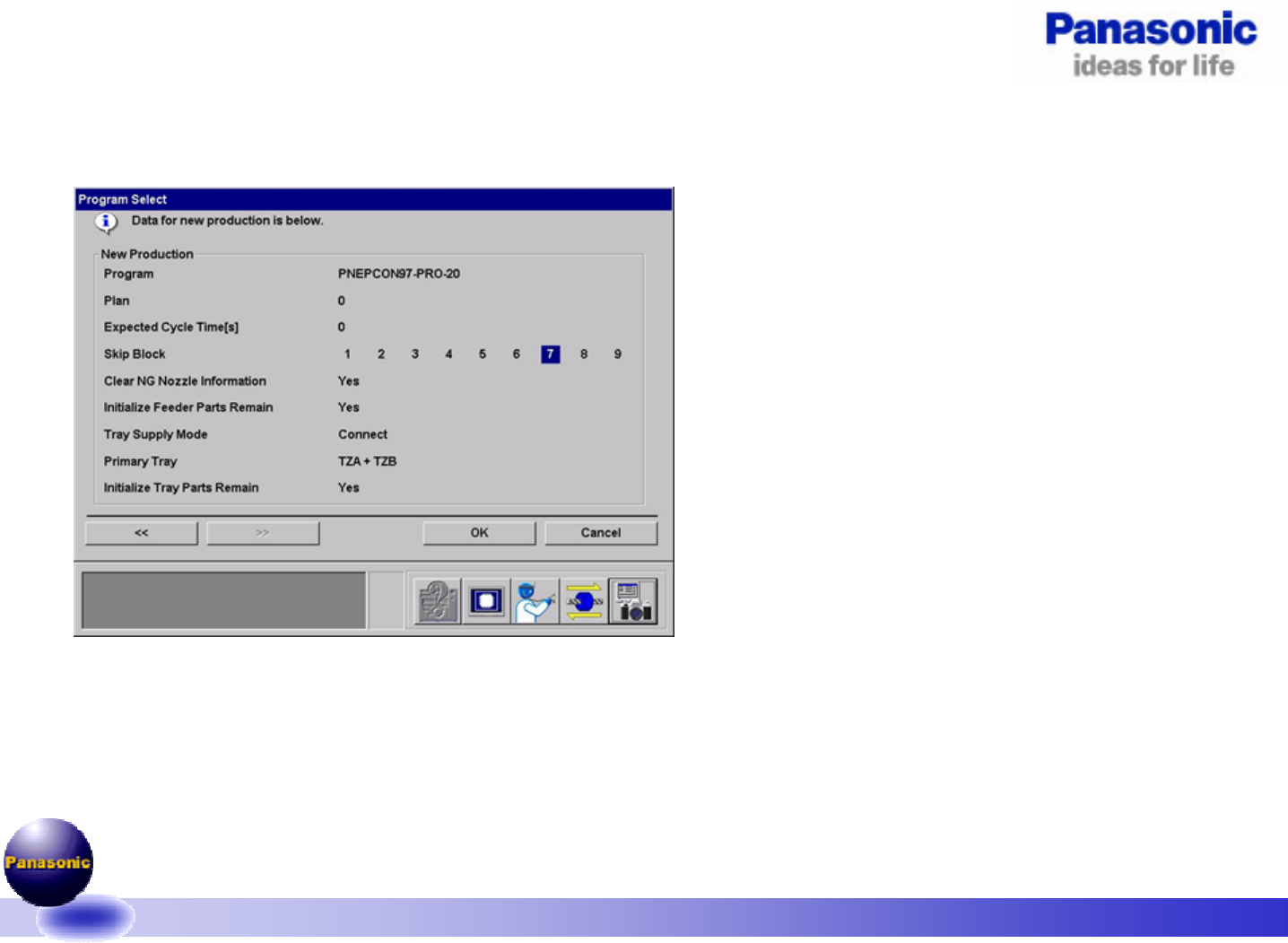
确认各项参数设置是否符合要求:
说明1:托盘动作方式。
Connect:连续模式,TZA+TZB,当
托盘上元件种类多于40种以上时使用。
Exchange:交换模式,TZA和TZB放置
相同的元件,生产时可交替供料。
Prepare:准备模式,使用TZA或TZB
中的一个部分供料,另一部分可以对
下一个程序的元料进行安装。
说明2:托盘组。
在交换模式时:选择常用供料的部分。发生换料时转换使用的托盘部分。
在准备模式时:选择主要供料的部分。其他一个部分为下个程序准备。