BM123教材初级培训课本.pdf - 第39页
v1.4-061221 39/89 2. 在主控制盘上输入数值来控 制各轴动 , 3. PCB 板的传输 . 4. 将头部移到中间位置 机器各轴回原点 自动轨宽调整(选项)
v1.4-061221
38/89
七.各种功能的介绍:
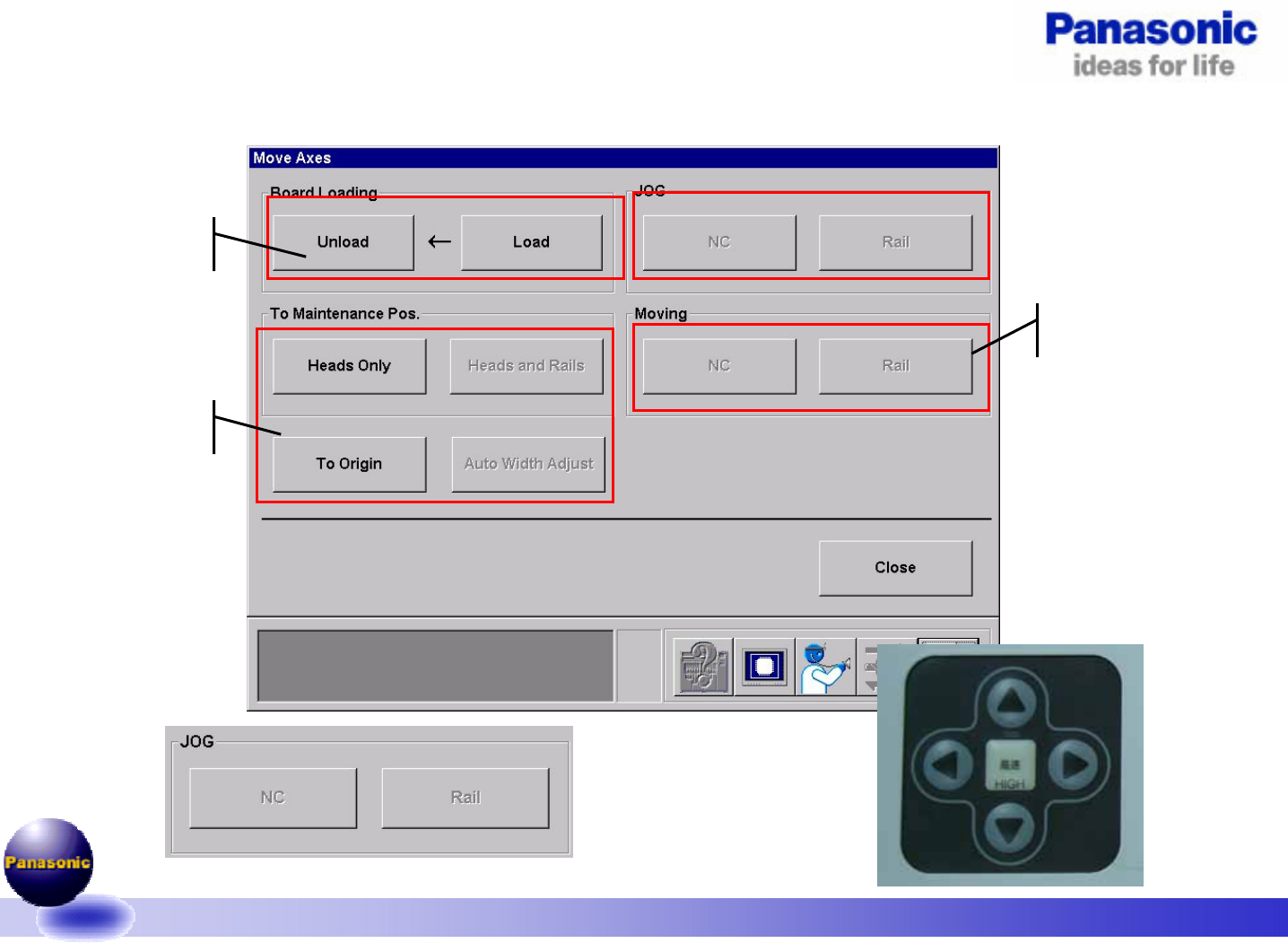
1. Axis Movement:
1.
用方向键来控制
各轴移动,
2
3
4
v1.4-061221
39/89
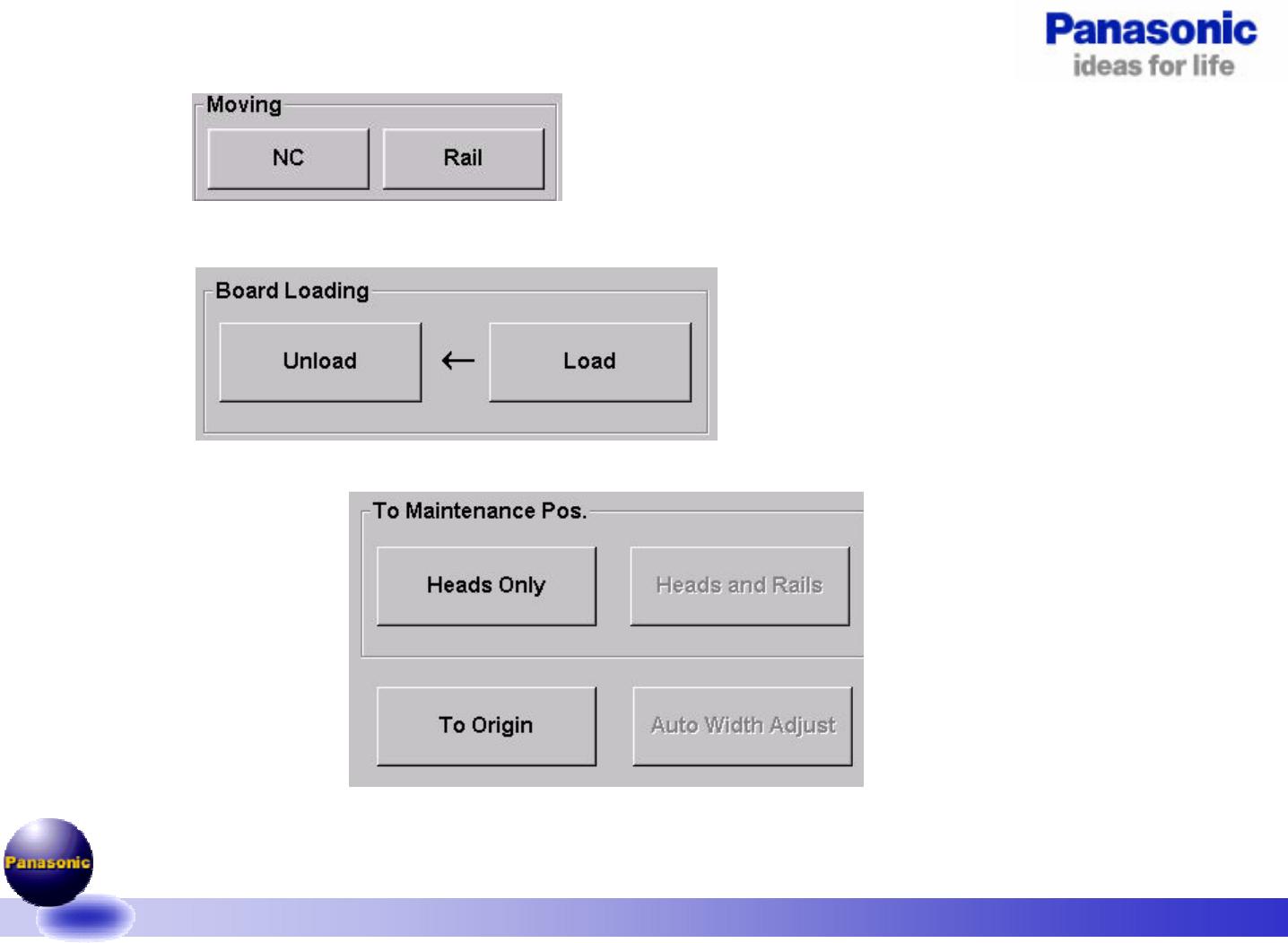
2.
在主控制盘上输入数值来控
制各轴动,
3.
PCB板的传输.
4.
将头部移到中间位置
机器各轴回原点
自动轨宽调整(选项)
v1.4-061221
40/89
八.程序的编制:
1.脱机编程:
程序的类型----
Product Program Mark Library Parts Library Nozzle Library
NC
Data
Feeder
Data
Board
Data
Nozzle Station
Data
脱机编程的过程:
a.程序的创建----
在主机上,进行程序的创建。Mark library->Parts library->Nozzle library
->product program.
b.OPM(程序的优化)
c.数据的传输。