WS-350波峰焊用户手册.pdf - 第38页
劲拓电子设备有 限公司 第 13 页 共 59 页 WS -350PC-B 型全电脑 控制双波峰焊锡 机用户手册 6. 6 入口接驳装置 6. 6 .1 入口接驳装置的作用 入口接驳装 置位于波峰焊机 的前端。分左 右对称两部分。其主 要作用是与上工 位机器(插件 线、插件 机或切脚机等) 在线接驳,并 将 PCB 以 一定的角度 和速度引入波峰焊机 。 与本机配套 的入板机构有平 皮带传动和链 传动两种。用户可根 据其不同特点并 结合…
劲拓电子设备有限公司 第 12 页 共 59 页 WS-350PC-B 型全电脑控制双波峰焊锡机用户手册
3. 经常用水银温度计测量焊锡温度,防止温度控制器显示温度与实际锡液温度差别太大,影响焊接质
量;
4. 及时清除锡炉内的氧化物,补充防氧化蜡;
5. 每半年对锡炉电源线进行一次检查,对老化的电线应及时更换;
6. 当锡炉温度因异常而过高时,控制回路会自动将加热电源切断,并报警指示,以保护温控及加热部
件。若运行中,温度控制表的显示温度与设置的温度值偏差太多,不能趋于稳定,这有可能是无触
点开关已被击穿,或者发热管已被烧断,应给予更换,并检查原因。
7. 在运行中,若发现温度变化较大或温度控制不住,则检查热电偶屏蔽线是否接触良好。
8. 每个星期对防氧化装置进行一次维护,将图 10 中的小图所示的螺钉拆下,使密封板和支座分离,
将支座向下压,可以将支座中的垃圾清除掉,然后将支座还原。对轴承座加润滑脂。
6.4 传输系统
6.4.1 系统作用
传输系统由传输马达、链条和控制部分组成。其作用是平稳地输送 PCB,完成焊接的一系列工艺过程。
控制部分由调速器、测速部件、PC 等组成,以实现运输链速度的调整及监测功能。
6.4.2 日常维护
1. 每月给传输拖链及导轨涂一次润滑脂;
2. 传输系统在运行时,切勿将手或杂物等放、落入链条中,以影响正常运输;
3. 遇到紧急情况,应立即按下“紧急挚”按钮,终止运行,以防危险事故。
6.4.3 链爪的更换
从传输导轨的 PCB 输送装置部位卸下链条护罩,启动传输马达,等要更换的链爪转到您方便操作的部
位时,关闭传输马达。
1. 卸下弹簧片,取下更换的爪,换上新的爪;
2. 再依次装回弹簧片,调整运输链;
3. 装上链条护罩
6.5 洗爪器
6.5.1 洗爪器的作用
洗爪器由水泵、洗爪盒和酒精箱组成。其作用是将传输链爪上沾污的助焊剂清洗干净。
按下主控制面板上的“洗爪”开关后,水泵将酒精储箱内的酒精抽入洗爪箱。当链爪经过时,渗入酒
精的毛刷将链爪洗刷干净。洗爪箱中的酒精经过滤后再回到储液箱中循环再用。
警告:酒精乃易燃品,请谨慎使用,防止火灾!
6.5.2 日常维护
1. 经常检查洗爪箱内的酒精量,少时应及时补充,以保证爪链的有效清洗。补充时,一般应加到 4/5
位置;若少于 1/3,应给以补充;
2. 当洗爪毛刷磨损后应及时更换。
劲拓电子设备有限公司 第 13 页 共 59 页 WS-350PC-B 型全电脑控制双波峰焊锡机用户手册
6.6 入口接驳装置
6.6.1 入口接驳装置的作用
入口接驳装置位于波峰焊机的前端。分左右对称两部分。其主要作用是与上工位机器(插件线、插件
机或切脚机等)在线接驳,并将 PCB 以一定的角度和速度引入波峰焊机。
与本机配套的入板机构有平皮带传动和链传动两种。用户可根据其不同特点并结合自己的实际情况进
行选配。
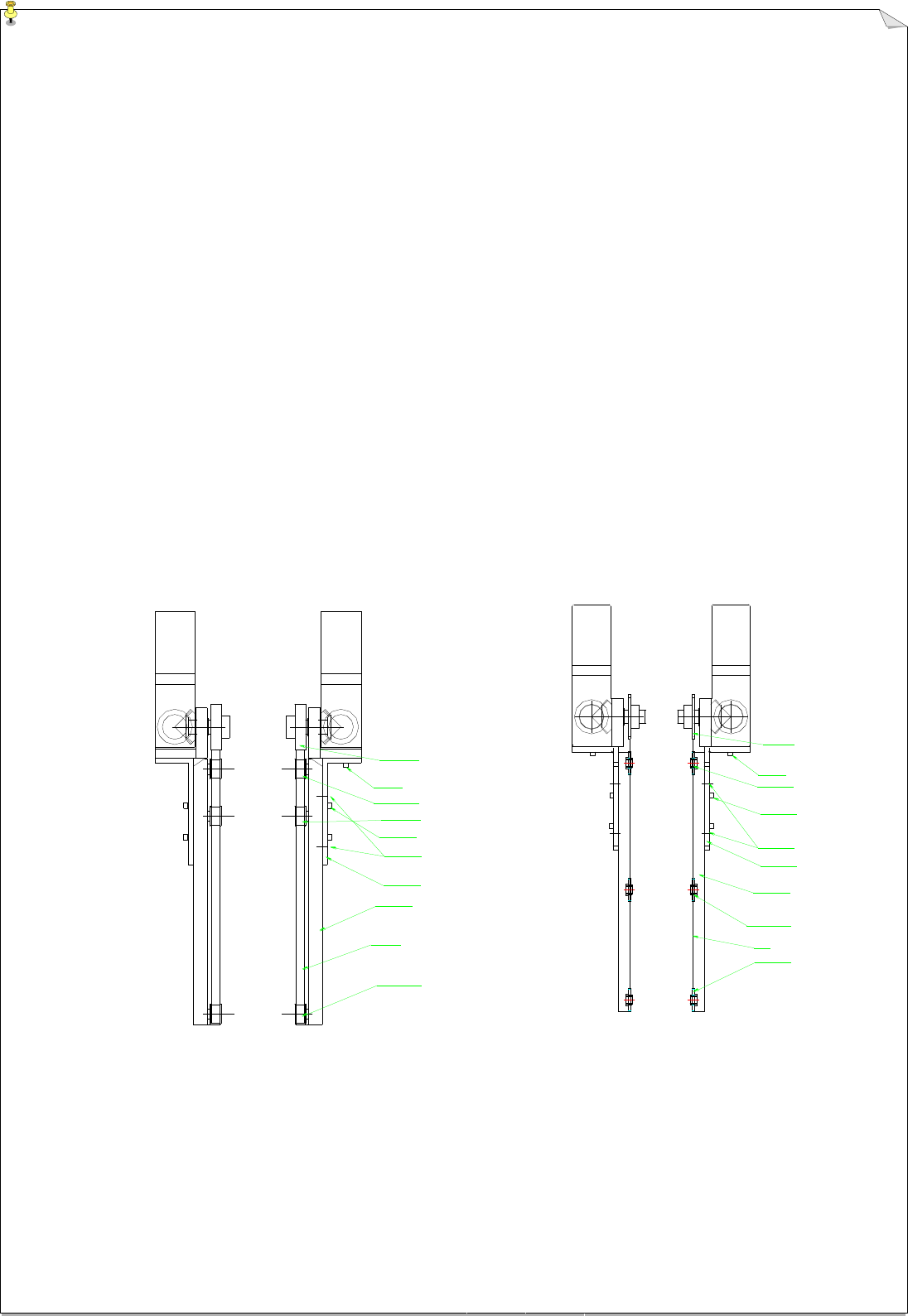
1. 平皮带传动方式(见图 16):
该方式具有传动平稳,结构简单,无需润滑等特点。
平皮带传动入口接驳装置主要由传输平皮带、固定角铁、皮带导轨、主动带轮、从动带轮及皮带张紧
轮组成。
2.链传动方式(见图 17)
该方式具有强度高,承重大,不打滑,同步性好及不跑边等特点。
链条传动入口接驳装置主要由传输链条、固定角铁、链条导轨、主动链轮、从动链轮及链条张紧轮等
组成。
6.6.2 日常维护与保养
图 16 入口接驳装置(平皮带传动) 图 17 入口接驳装置(链条传动)
无论是平皮带传动还是链条传动,虽然结构简单,但其运转是否稳定顺畅,直接关系到整机性能的发挥。
所以对入口接驳装置的日常维护与保养工作应给予必要的重视。
主动皮带轮
固定钉
从动皮带轮
固定角铁
调节螺钉
皮带导轨
皮带张紧轮
从动皮带轮
平皮带
拉紧螺钉
固定角铁
固定钉
调节螺钉
链条导轨
链条张紧轮
从动链轮
从动链轮
主动链轮
链条
拉紧螺钉
劲拓电子设备有限公司 第 14 页 共 59 页 WS-350PC-B 型全电脑控制双波峰焊锡机用户手册
6.6.2.1 平皮带传动入口接驳装置的日常维护与保养
1.应经常检查皮带与带轮之间是否有打滑现象。若出现打滑,两条接驳皮带就会不同步,造成 PCB 不
能顺畅进入波峰焊机。甚至出现阻塞而使整条生产线不能正常运行。出现这种现象是因为皮带长期使用被
磨损或被拉长所致,这时只要调节“皮带张紧轮”,适当增大皮带张力即可解决。如果还不能,就应该考
虑更换新皮带;
2.应经常检查皮带是否跑偏。皮带跑偏会使皮带与带轮脱开,造成机器不能正常工作,这种故障的原因
主要是皮带轮轴松脱或带轮被磨损所致。只要重新紧定带轮或更换新带轮即可解决;
3.皮带导轨不平行。这种情况如果严重也将造成 PCB 入板不畅或卡板。调整时先松开“拉紧螺钉”,
然后仔细调整“调节螺钉”使两边导轨平行。
4.皮带导轨与 PCB 宽度不合适时会产生卡板掉板现象。可根据 PCB 的宽度,松开“固定螺钉”,移
动“固定角铁”,两边配合调节,使导轨宽度比 PCB 宽 0.5~1MM(由 PCB 尺寸公差大小确定)为宜。
6.6.2.2 链传动入口接驳装置的日常维护与保养
1.链轮与链条之间噛合时出现跳齿现象。这种情况一般是由于链条张紧力度不够或链轮与链条磨损严重
所致。只要调整“张紧轮”,适当增大张力(但也不可太紧)或更换链轮与链条即可;
2. 链条导轨不平行或宽度与 PCB 宽度不合适时会产生卡板掉板现象。调整方法与平皮带传动入口接驳
装置的日常维护与保养第 3 项、第 4 项类似。每两天给链轮转动销轴注一滴机油。