WS-350波峰焊用户手册.pdf - 第42页
劲拓电子设备有 限公司 第 17 页 共 59 页 WS -350PC-B 型全电脑 控制双波峰焊锡 机用户手册 9 .维护与保养 序号 项目 操作方法 时间 * 1 锡炉系统 清理喷锡口上的 氧化物 1 次 / 周 2 更换锡炉内的焊 锡 1 次 / 年 3 保持防氧化油遮 盖整个锡面 1 次 /4 小时 4 清理喷锡口周围 的锡渣 1 次 / 天 5 用温度计检查锡 炉温度 1 次 / 天 6 检查锡炉内的发 热管连线 1 次 / …
劲拓电子设备有限公司 第 16 页 共 59 页 WS-350PC-B 型全电脑控制双波峰焊锡机用户手册
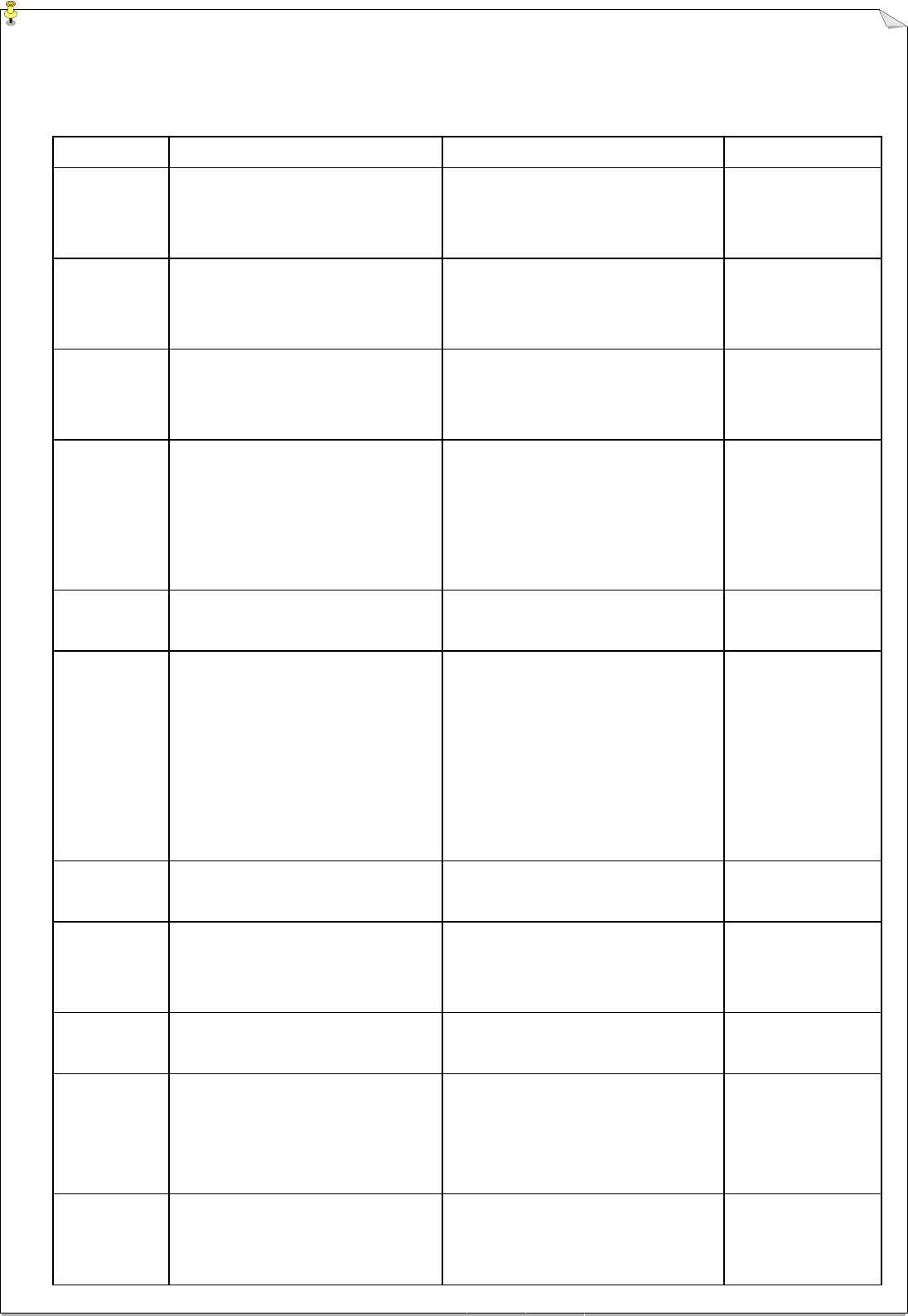
8.典型故障及排除
故障
造成故障的原因
如何排除故障
机器状态
电源输入灯不
亮
1
.
主电源接驳处空气开关未打开
2
.
主电源供给出现故障
3
.
灯有故障
1
.
打开电源空气开关
2
.
重换开关
3
.
更换指示灯
停止状态
开机后波峰焊
机不能起动
1
.
控制箱保险管丝熔断
2
.
限流器(热继电器)跳开
3
.
空气开关断开
1
.
更换保险管
2
.
将限流器复位
3
.
合上空气开关
停止状态
加热区温度升
不到设置温度
1
.
加热器损坏
2
.
热电偶有故障
3
.
固态继电器故障
1
.
更换加热器
2
.
检查或更换热电偶
3
.
更换固态继电器
加热区温度上
限超温太多
1
.
在加热器操作不良时进行调整
2
.
温度控制操作失误
3
.
温度上限报警值设置不当
4
.
热电偶有故障
5
.
固态继电器击穿短路
1
.
人工重新开机
2
.
检查或更换温度控制器
3
.
重新设定温度上限报警值
4
.
检查或更换热电偶
5
.
更换固态继电器
信号灯塔常亮
传送电机不正
常
1
.
传送马达超载或卡住
2
.
传送马达的热继电器跳开
1
.
检查传输系统的机械传动部分
2
.
复位热继电器
波峰马达不正
常
1
.
马达超载或卡住
2
.
热继电器测出电机超载或卡住
3
.
热继电器设定值被人为改变
4
.
变频器故障
1
.
检查锡泵相关零件,排除故障
2
.
排除马达故障,复位热继电器
3
.
对照附录
11.2
重新设定热继电器
电流限值
4
.
根据变频器显示值,对照功能表,
查出该值所对应的故障类型(如:
超载、漏电等),排除故障
1
.
有明显的噪音
2
.
马达停转
3
.
无波峰或波峰小
应急停机不正
常
1
.
紧急挚开关未弹起
2
.
紧急挚开关出现故障
1
.
重新进行应急停止操作
2
.
检查或更换紧急挚开关
1.信号灯塔红灯亮
2.所有驱动停止
喷雾步进马达
不正常
1
.
马达皮带松动或轮子松动
2
.
马达运行所需参数没有设定
1
.
重新紧固,调整
2
.
在参数表中重新设置喷雾马达速
度,然后较正当前宽度
计数不准确
1
.
计数传感器的感应距离不合要求
2
.
计数传感器损坏
1
.
调节计数传感器的感应距离
2
.
更换计数传感器
喷雾系统故障
1
.
测速盘上的
U
型传感器偏位
2
.
测速盘上的
U
型传感器损坏
3
.
喷雾气缸无气压供给
4
.
PCB
传输入口处的传感器损坏
1
.
检查并将传感器固定
2
.
更换传感器
3
.
检查气源
冷却或排气马
达停转
1
.
马达损坏
2
.
保险管熔断
1
.
更换马达
2
.
更换相应的保险管
1
.
出口处
PCB
过热
2
.
废气排除不畅,
有明显异味
劲拓电子设备有限公司 第 17 页 共 59 页 WS-350PC-B 型全电脑控制双波峰焊锡机用户手册
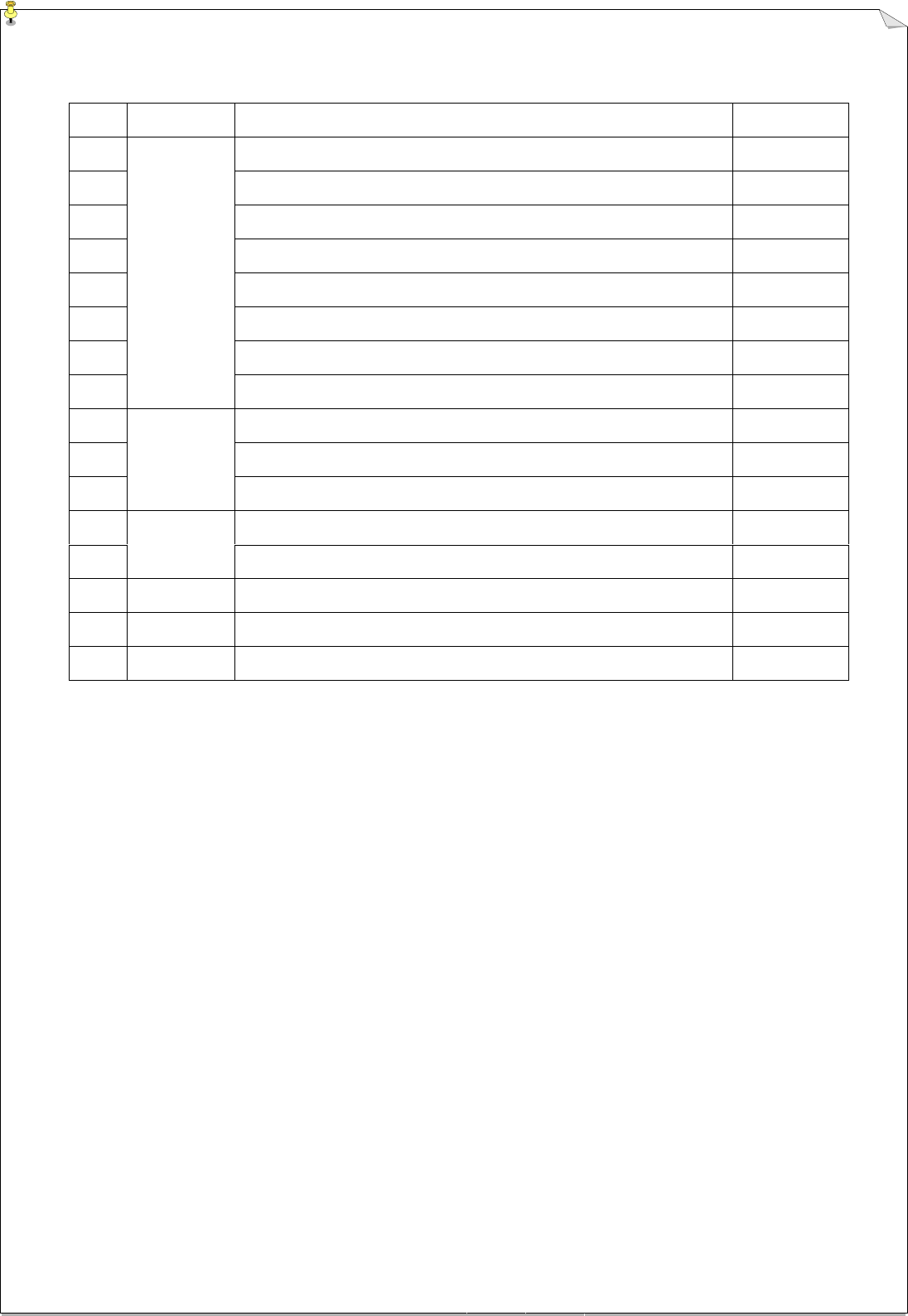
9.维护与保养
序号
项目
操作方法
时间*
1
锡炉系统
清理喷锡口上的氧化物
1 次/周
2
更换锡炉内的焊锡
1 次/年
3
保持防氧化油遮盖整个锡面
1 次/4 小时
4
清理喷锡口周围的锡渣
1 次/天
5
用温度计检查锡炉温度
1 次/天
6
检查锡炉内的发热管连线
1 次/半年
7
检查锡泵轴承是否有明显震动及噪音
1 次/周
8
检查第一波峰喷口是否有堵塞
1 次/4 小时
9
预加热系统
拉开预热箱底盘,去除沉积的杂物
1 次/周
10
检查设定温度是否与指示温度相符
1 次/小时
11
检查预加热箱内的发热管连线
1 次/半年
12
喷雾系统
转换酒精/助焊剂开关,清理喷咀内部
1 次/天
13
将喷雾系统上方的过滤网浸泡在酒精中清洗
1 次/天
14
所有传感器
检查所有传感器是否松动或正常感应
1 次/月
15
冷却及排气
检查冷却及排气风扇,确保其正常工作
1 次/天
16
传输系统
给所有轴承加润滑脂
1 次/月
*本手册给出的只是常规保养时间周期,用户可根据各自的具体实际情况加以修改

劲拓电子设备有限公司 第 18 页 共 59 页 WS-350PC-B 型全电脑控制双波峰焊锡机用户手册
10.用户注意事项
警告
:
○ 本设备只能由专业维护及维修人员或培训合格的人员进行操作
○ 通电之前, 应确认外接输入电源与该设备的额定电压及电流相符
○ 本设备内含高温装置及机械传动, 操作时应注意人身安全
○ 本设备所用助焊剂及清洗剂属易燃品, 须配备必要的防火设施
注意事项
:
1. 操作本设备前请仔细阅读本用户手册;
2. 请按本手册第 9 章(第 41 页)对本设备进行维护与保养;
3. 请不要把本设备安装在电磁干扰源附近;
4. 勿改变本设备电控箱内的软体及硬体设置;
5. 请妥善保管本手册,以便维护保养及检修时查阅;
6. 波峰焊机两端必须加强制抽风,抽风管道的空气流量以 15 立方米/分钟以上为佳。
7. 通电前,请按 5.1 节(第 9 页)对设备进行详细检查;
8. 如焊接效果不佳,请参照第 7 章(第 39 页)进行改善处理;
9. 如机器出现故障,请参照第 8 章(第 40 页)进行处理,或与劲拓公司售后服务部联系。