WS-350波峰焊用户手册.pdf - 第7页
劲拓电子设备有 限公司 第 6 页 共 59 页 WS -350PC-B 型全电脑 控制双波峰焊锡 机用户手册 Emergency button Cooling fan Spray system Entrance connection D C B Display 8 A 8 Flexible supporting system Preheater Exhaust hood Exhaust fan 7 6 5 7 6 5 Cooling …
劲拓电子设备有限公司 第 5 页 共 59 页 WS-350PC-B 型全电脑控制双波峰焊锡机用户手册
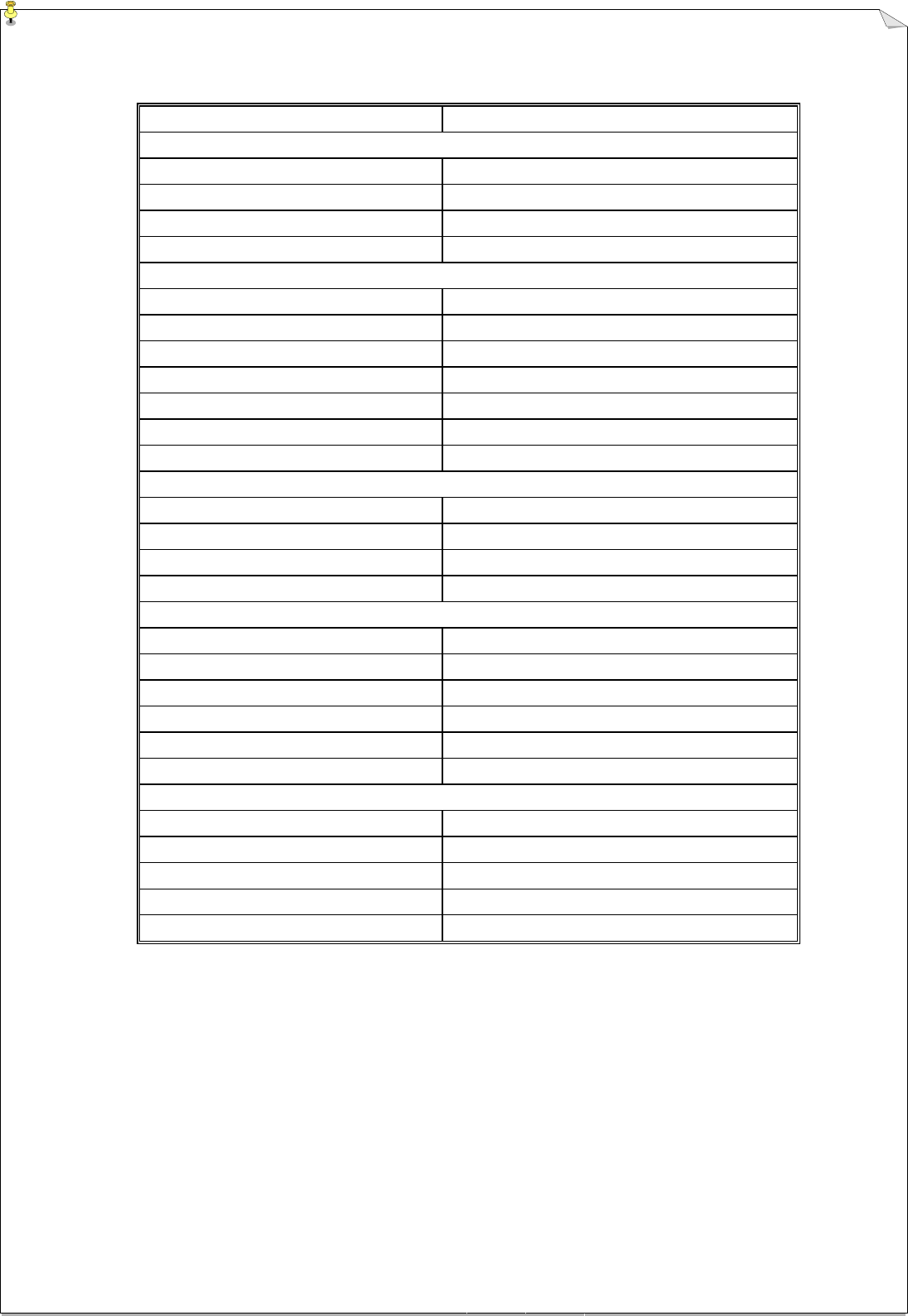
2.主要技术参数
机器型号
WS-350PC-B
预热系统:
预热器发热管
110VAC 550W×28
预热温度
室温~280℃
预热控温方式
PID+SSR 模式
预热升温时间
15MIN 左右(设定温度:150℃)
焊接系统:
锡炉发热管功率
380VAC 1KW×12
锡炉容量
600KG
锡炉温度
MAX: 300℃
焊接控温方式
PID+SSR 模式
波峰马达
1/4P×2 3P,220V
调速方式
无级变频电子调速
锡炉升温时间
180MIN 左右(设定温度:250℃)
PCB 传输系统:
PCB 宽度
MAX. 350MM
PCB 传输速度
0~1.8M/MIN
传输马达功率
220VAC 90W
调速方式
无级电子调速
整机:
外形尺寸
4300×1250×1620(MM)
总功率
30KW
正常工作功率
≤12KW
电源
3P,380VAC ,50HZ, 60A
气源
0.5MPA
重量
约 950KG
其它:
助焊剂缓冲箱容量
2L
喷雾气压
0.25MPA~0.4MPA
排风扇
220VAC 45W
洗爪马达
220VAC 10W
抽风管直径
200MM
入口接驳尺寸及整机外形的详细尺寸请参看下页图 1(结构示意图)。
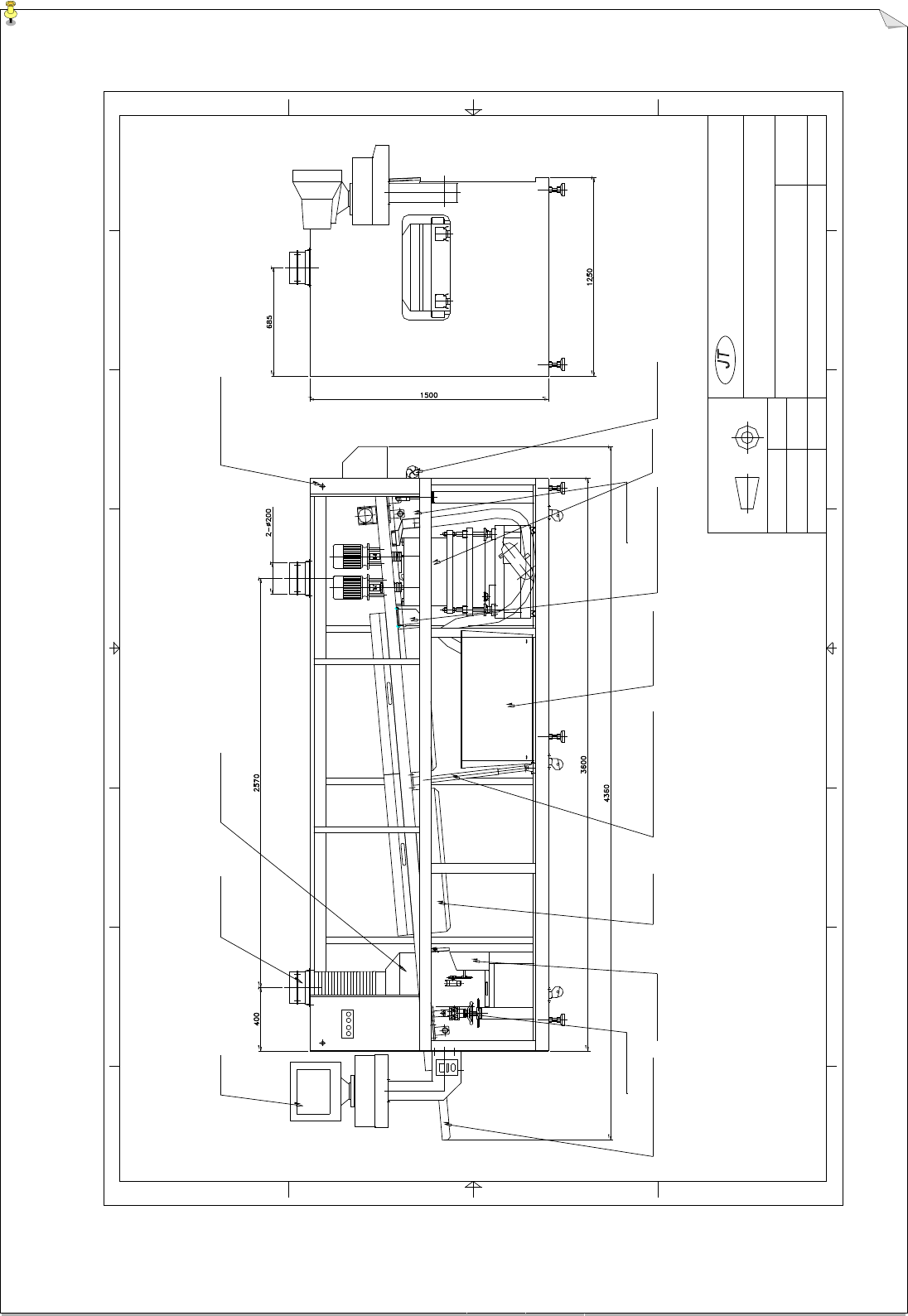
劲拓电子设备有限公司 第 6 页 共 59 页 WS-350PC-B 型全电脑控制双波峰焊锡机用户手册
Emergency button
Cooling fan
Spray system
Entrance connection
D
C
B
Display
8
A
8
Flexible supporting system
Preheater
Exhaust hood
Exhaust fan
7
6
5
7
6
5
Cooling system
Furnace
Thermo compensation
4
3
4
3
2
1
WS-350PC-B\00
Computer control wave soldering system
DWG NO.(SUB-DIR FILE NAME)
JT Electronic Equipment Co.,Ltd.
MATL
2
SCALE
PCS
1
1:25
1
D
C
B
A
handwheel2
handwheel1
图 1(结构示意图)
劲拓电子设备有限公司 第 7 页 共 59 页 WS-350PC-B 型全电脑控制双波峰焊锡机用户手册
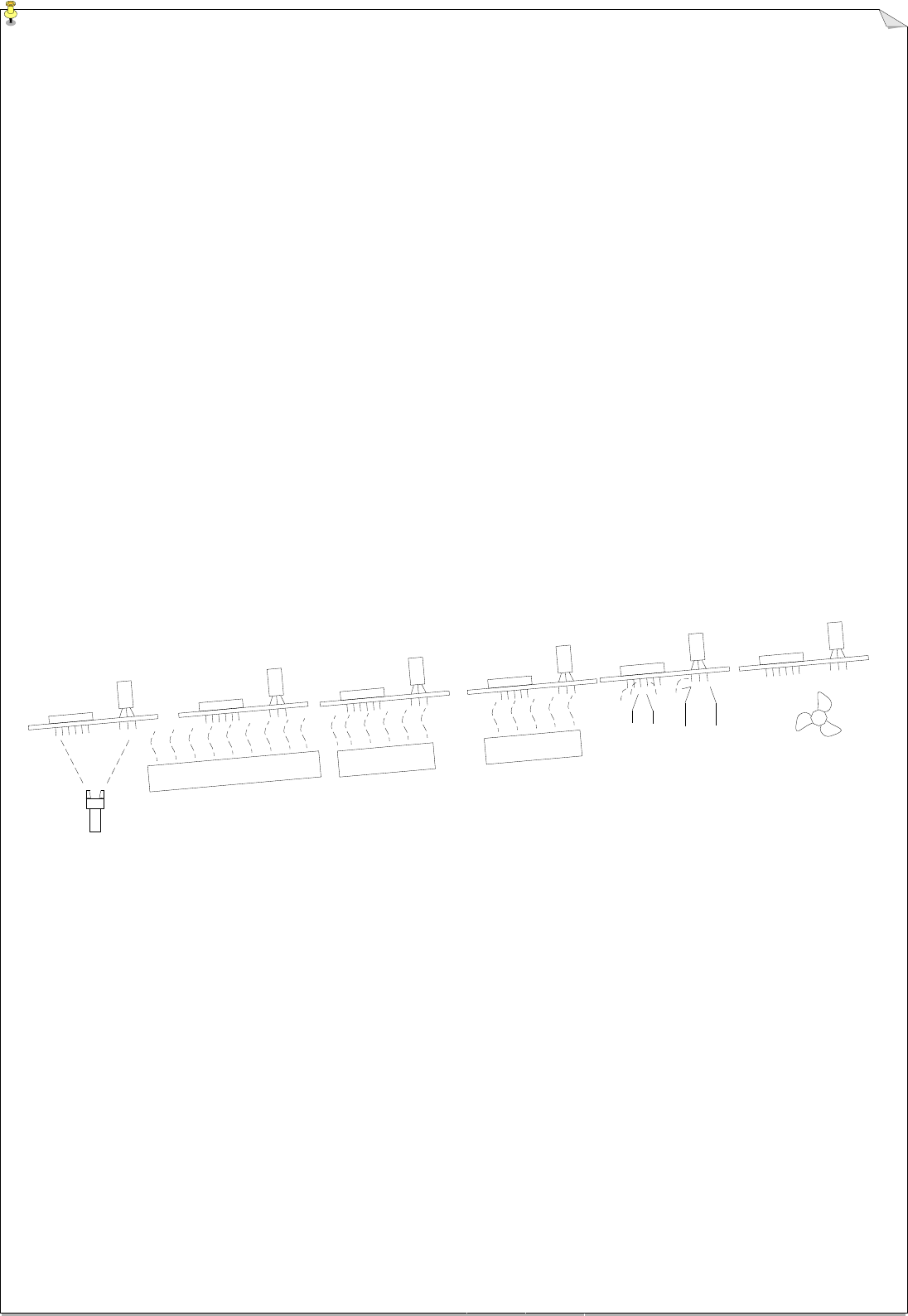
喷涂助焊剂 预加热 浸波峰焊锡预加热 温度补偿 制冷
3.工作流程
波峰焊机工作流程如图 2 所示。
已插上或贴完元器件的 PCB 电路板,首先由机器入口处的接驳装置以一定的角度和速度送入波峰焊
机内,然后被连续运转的钛爪夹持,依次完成涂覆助焊剂、第一预加热、第二预加热、温度补偿,第一波
峰焊锡、第二波峰焊锡,制冷及冷却的工艺流程。最后,由钛爪拖链将已焊接完的 PCB 板送出。
在预加热阶段,助焊剂活化,挥发物被去除,PCB 焊接部位被加热到润湿温度,同时,由于元器件温
度的升高,避免了浸入熔融焊料时受到大的热冲击。预热阶段,PCB 表面的温度应在 80~150℃之间为宜。
温度补偿阶段,经补偿后 PCB 在进入锡炉减小热冲击。
第一波峰是由狭窄的喷口喷出的“湍流” 波峰,流速快,对 SMT 元器件有较高的垂直压力,使焊锡
对尺寸小、贴装密度高的焊点有较好的滲透性,并克服了元器件的复杂形状及“阴影”效应 带来的不良
影响;同时,湍流波向上的喷射力可以使焊剂气体顺利排出,大大减少了漏焊、桥接及焊缝不充实等缺陷。
第二波峰是一个“平滑”波,焊锡流动速度慢,出口处的流速几乎为零,所以它能有效去除端子上的
过量焊锡,使所有的焊接面润湿良好,并能对第一波峰所造成的拉尖和桥接进行充分的修正。
制冷系统使 PCB 板的温度急剧下降可明显改善无铅焊料共晶生产时产生的空泡及焊盘剥离问题。
图 2(焊接流程)