N7201A552C09_SPG_Operating Procedure_操作手冊.pdf - 第112页
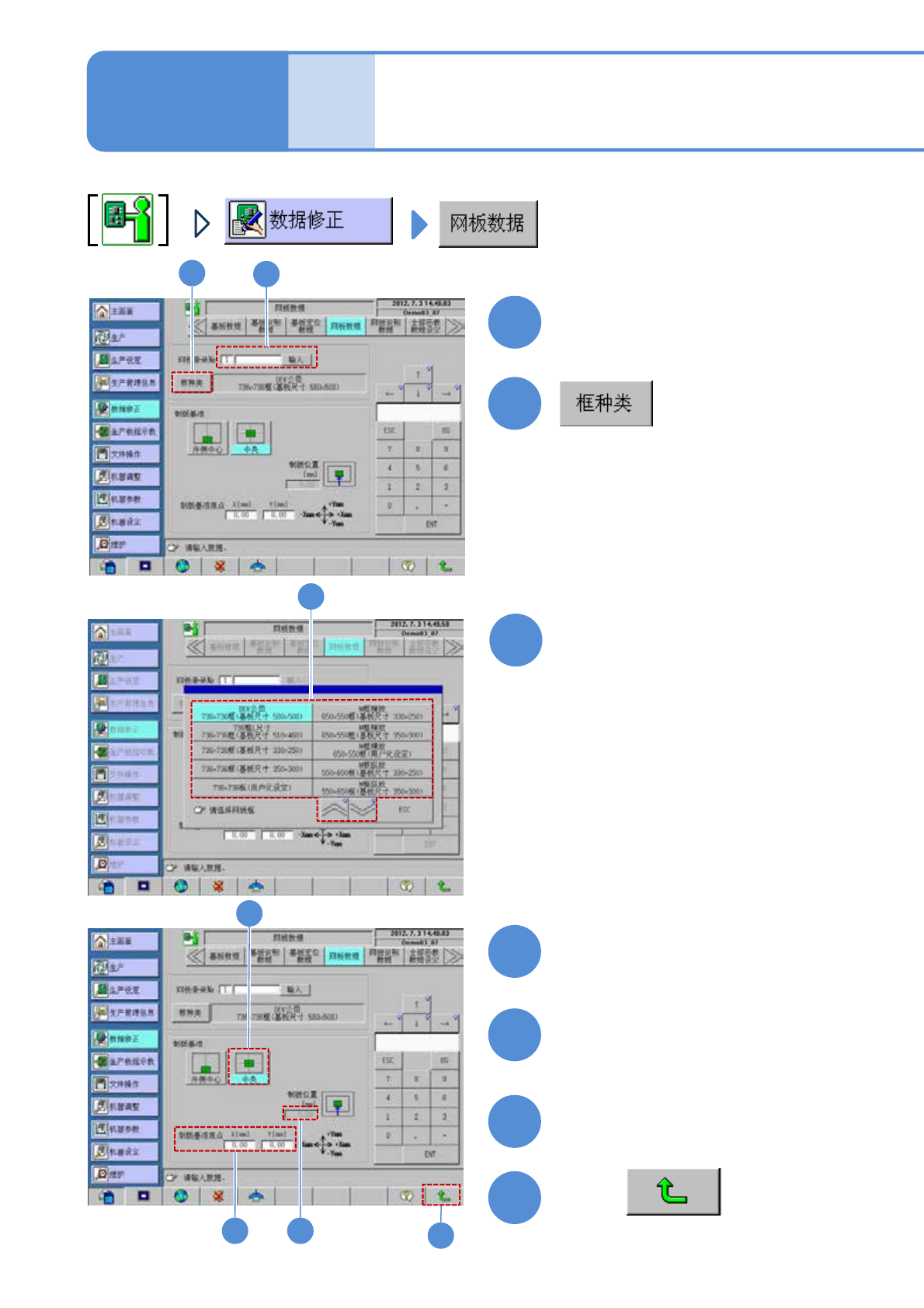
SPG EJP6AC-MB-0 4OM-02 7 3 4-1-5 -1 选择网板框种类 1 2 输入网板登录 No. 和登录名称 ( 返回「主菜单」画面 ) 结束后 3 1 2 生产数据 编辑 网板数据的编辑 操作篇 4-1-5 4 5 6 4 5 6 选择制版基准 ●当在框种类下选择「自订」时,不 能选择。 只有在框种类下选择「自订」时, 输入制版位置 设定制版基准原点 ● 「自订」以外时,通过制版基准自动 计算。 7
SPG EJP6AC-MB-04OM-02
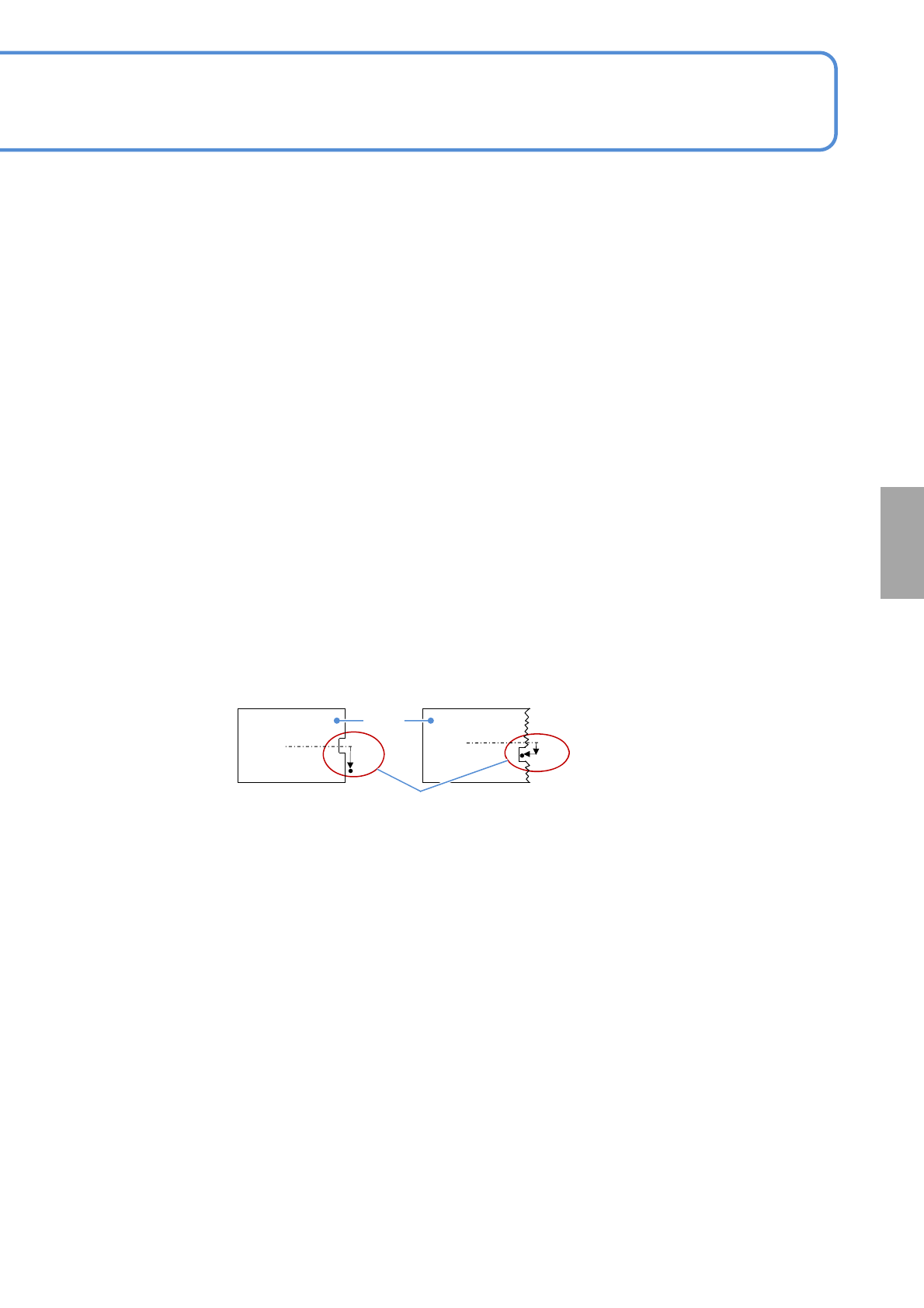
■基板挡块的缺口长度
设定照相机单元附属的基板挡块位置。
●一般,输入「0.00」。(在基板中心进行定位)
●避开设定有缺口部分等状态的基板。(能够进行稳定的传入处理)
●基板检测传感器由于基板支撑单元影响而错误动作时,需要在不受基板支撑单元反应的位置设
定传感器。
■基板吸着
为了防止基板定位中和印刷中的基板偏移,设定在吸着块 (选购件) 是否固定基板。
另外,设定吸着的开始和结束时间,计测夹基板过程的时间。
■基板压紧
●通常选择“ OFF”。为薄基板或者弯曲基板时选择“ON”。
●相同画面的“基板吸着”为“ON”状态时,推荐选择“ON”。
■基板支撑单元行程
●选择基板反面是否有大元件。(基板传送时,基板支撑单元下降高度有变)
● “有 (大)”:标准位置
● “ 没有(小)” :下降到比“ 有(大)”高16mm的位置
■基板停止位置
●显示在 XY 工作台上开始夹紧的位置。(只显示)
(以基板尺寸X、网板制版基准、网板制版基准原点 (X) 为基准进行自动计算)
4-1-4-2
输入时间大约是「Y方向夹具」的延迟时间+0.3 秒。
(基板支撑单元开始上升时是「0.00」秒)
输入时间大约是吸着结束的同时基板翘起时,+0.1 秒。
(排出基板,基板支撑单元开始下降时是「0.00」秒)
设定印刷中是否进行基板吸着。由于通孔等原因,吸着时焊料 渗出时,设定为「OFF」。
(脱膜后再进行吸着)
●吸着开始:
●吸着结束:
●印刷时吸着:
●基板夹具: 一般设定为「ON」。厚度很薄的基板,由于夹紧时,基板会弯曲不可保持正常状态时,
设定为「OFF」。(只通过吸着而持有面板)
数
据
编
辑
●基板吸着:
进行基板吸着设定为“ON”, 不进行吸着则设定为“OFF”。
基板
例1) (左→右流向)
中心附近
有缺口时
例2) (左→右流向)
缺口中有平凹部时
(0,Y)
(X,Y)
缺口尺寸
(输入此尺寸)
■夹紧压(选购件)
调整夹紧基板之际的加给基板的压力。
调整范围:0.10 Mpa~0.45 MPa(1.178[N]~52.99[N])
SPG EJP6AC-MB-04OM-02
7
3
4-1-5-1
选择网板框种类
1
2
输入网板登录No.和登录名称
(返回「主菜单」画面)
结束后
3
1
2
生产数据
编辑
网板数据的编辑
操作篇
4-1-5
4
56
4
5
6
选择制版基准
●当在框种类下选择「自订」时,不能选择。
只有在框种类下选择「自订」时,
输入制版位置
设定制版基准原点
● 「自订」以外时,通过制版基准自动
计算。
7
SPG EJP6AC-MB-04OM-02
4-1-5-2
数
据
编
辑
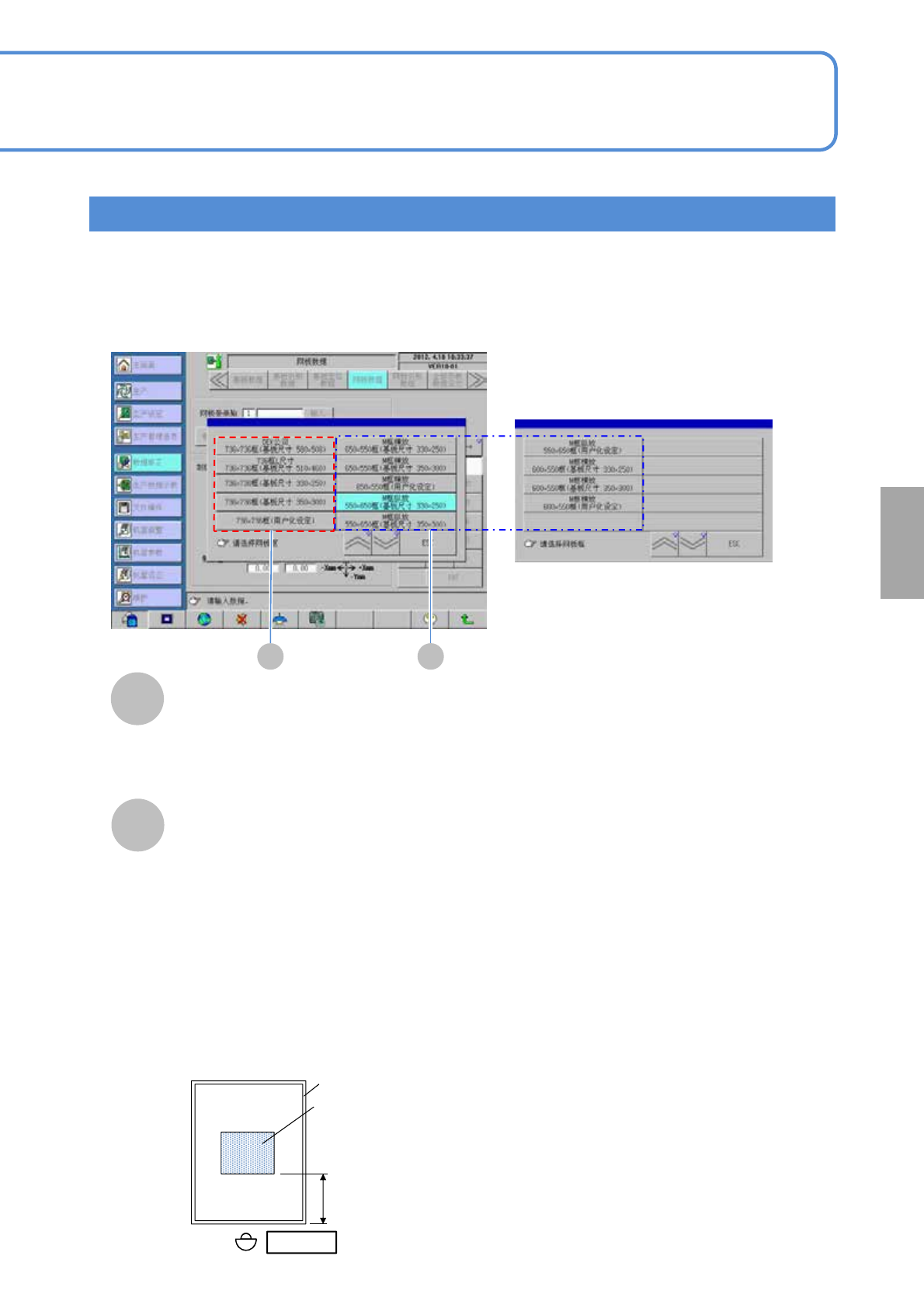
■网板登录No.
为了识别网板数据,输入登录No、登录名称。
编辑要点
网板框种类
A
B
选购件框种类
・M框横放 650×550 mm框(基板尺寸330×250 mm)
・M框横放 650×550 mm框(基板尺寸350×300 mm)
・M框横放 650×550 mm框(用户化设定)
・M框竖放 550×650 mm框(基板尺寸330×250 mm)
・M框竖放 550×650 mm框(基板尺寸350×300 mm)
・M框竖放 550×650 mm框(用户化设定)
・M框横放 600×550 mm框(基板尺寸330×250 mm)
・M框横放 600×550 mm框(基板尺寸350×300 mm)
・M框横放 600×550 mm框(用户化设定)
使用通用
网板架(选购件)时,能够使用下
列的网板。
■框种类
●框的应对种类
B
●下一页
・736 ×736 mm框(基板尺寸580 ×508)
・736 ×736 mm框(基板尺寸510 ×460)
・736 ×736 mm框(基板尺寸330 ×250)
●对应框种类
A
・736 ×736 mm框(基板尺寸350 ×300)
・736 ×736 mm框(用户化设定)
■制版位置
说明
从框的边缘到制版位置为止的尺寸
样品基板模式位置
①
②
网板框
作业员侧