N7201A552C09_SPG_Operating Procedure_操作手冊.pdf - 第204页
SPG EJP6AJ-MB-05OM-03 机器 参数 动作参数的设定 3 5-3-6 -5 操作編 5-3-6 ( 选择其他项目时 ) 30. 印压容许值 ( 正 ) (N) 在印压监视器功能下 , 针对刮刀的印压设定值而 输 入相应变化的判定值 ( 正侧 ) 。 ●初始值 :5 N 例 ) 设定印压 :50 N 印压监视器判定值 : 5 N 时 在印刷动作下,当刮刀的印压超出了 55 N 时 , 即判断为印压异常 31. 印压容许值…
SPG EJP6AJ-MB-05OM-03
5-3-6-4
(选择其他项目时)
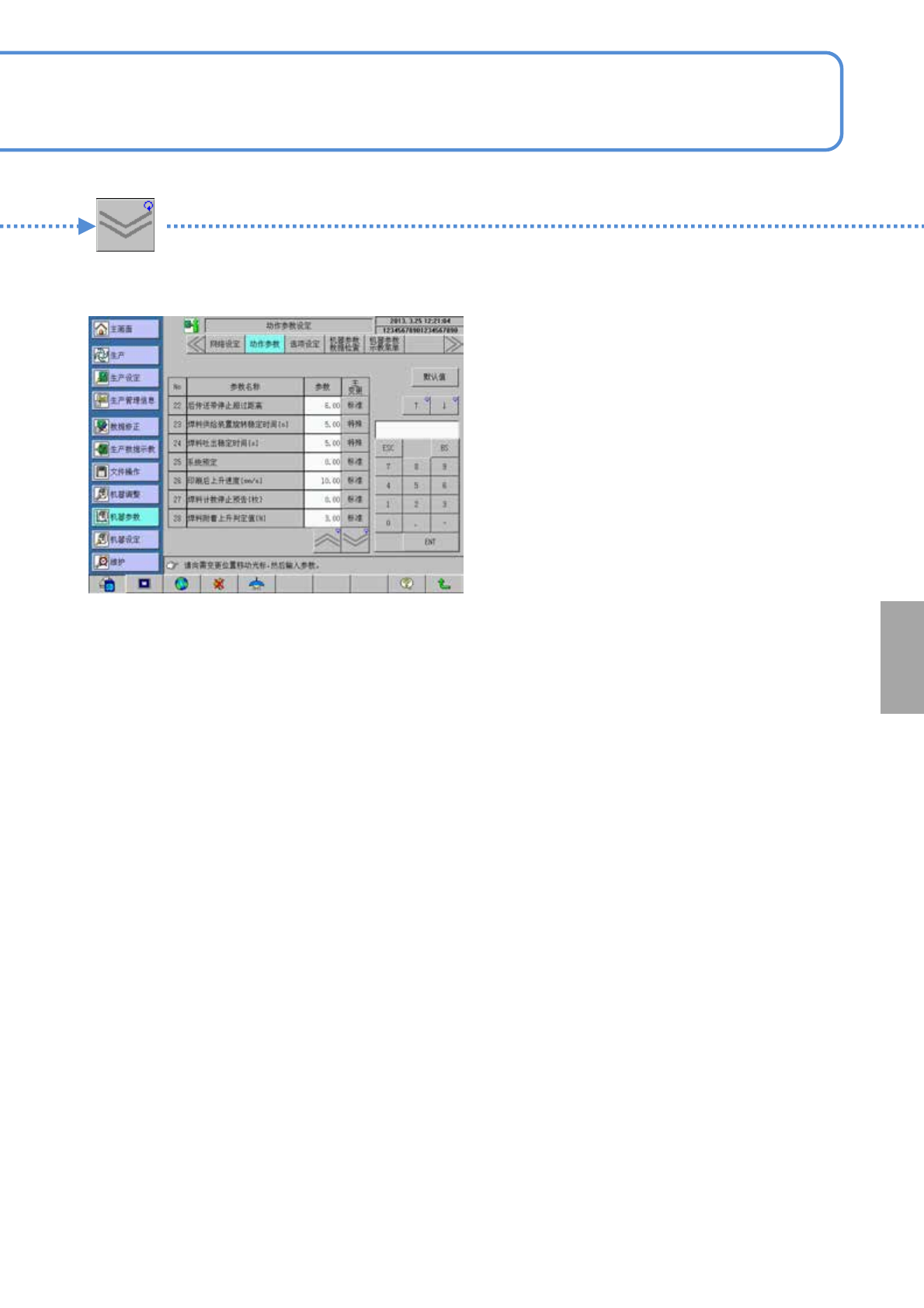
22.后传送带停止超过距离(mm)
后传送带传送基板时,输入切换到传送速度为停止前
速度的位置。(从后传送带的出口侧基板检测传感器
起的距离)
●初期値:0mm
26.印刷后上升速度(mm/s)
设定印刷后刮刀上升之际的速度。
●初始值:10mm/s
27.焊料计数停止预告(枚)
为了预告焊料即将用完,设定并输入一定的基板数量。
到了此输入数量以下时,会显示焊料即将用完的预告
信息。
●初始值:0片
●设定值为“0”时,无效
28.焊料附着上升判定值(N)
在印刷动作下,提起焊料进行确认时,输入为了显示
警告所需的判定值。
●初始值:3 N
系
统
管
理
23.焊料供给装置旋转稳定时间(S)
输入将自动焊料供给单元固定到下降位置时的等待
稳定的时间。
●初始值:0.5 s
24.焊料吐出稳定时间(S)
输入通过自动焊料供给单元吐出焊料时,从喷嘴吐
出焊料为止的等待稳定的时间。
●初始值:1 s
SPG EJP6AJ-MB-05OM-03
机器
参数
动作参数的设定 3
5-3-6-5
操作編
5-3-6
(选择其他项目时)
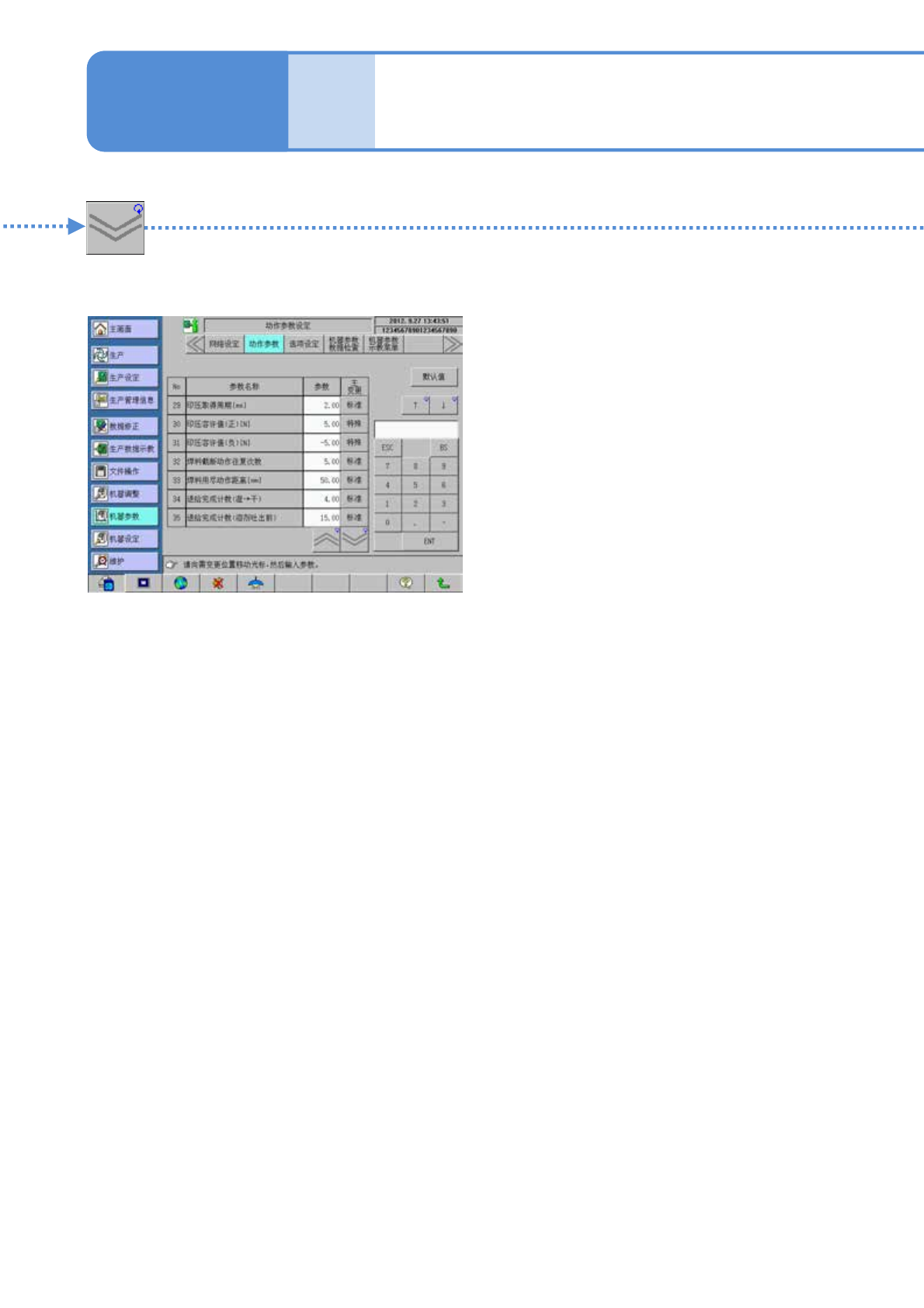
30.印压容许值(正)(N)
在印压监视器功能下,针对刮刀的印压设定值而输
入相应变化的判定值(正侧)。
●初始值:5 N
例) 设定印压:50N
印压监视器判定值: 5 N时
在印刷动作下,当刮刀的印压超出了55 N时,
即判断为印压异常
31.印压容许值(负) (N)
在印压监视器功能下,针对刮刀的印压设定值而输
入相应变化的判定值(负侧)。
●初始值:-5 N
例) 设定印压:50N
印压监视器判定值: 5 N时
在印刷动作下,当刮刀印压在45N以下时,即判
断为印压异常
29.印压取得周期 (ms)
在印压监视器功能下,设定刮刀印压的抽样周期。
●初始值:2ms
32.焊料截断动作往复次数
设定自动焊料供给时的“焊料截断动作”的往返动
作次数。
●初始值:5次
34.进给完成计数(湿→干)
清洁作业中,湿式清洁后进行干式清洁时,输入清
洁值的卷送量。
●通常值:4次
35.进给完成计数(溶剂吐出前)
输入湿式清洁溶剂吐出前的清洁纸卷送量。
●通常值:15次
33.焊料用尽动作距离(mm)
设定自动焊料供给时的“焊料用尽动作”的动作距离。
●初始值: 10 mm
SPG EJP6AJ-MB-05OM-03
5-3-6-6
系
统
管
理
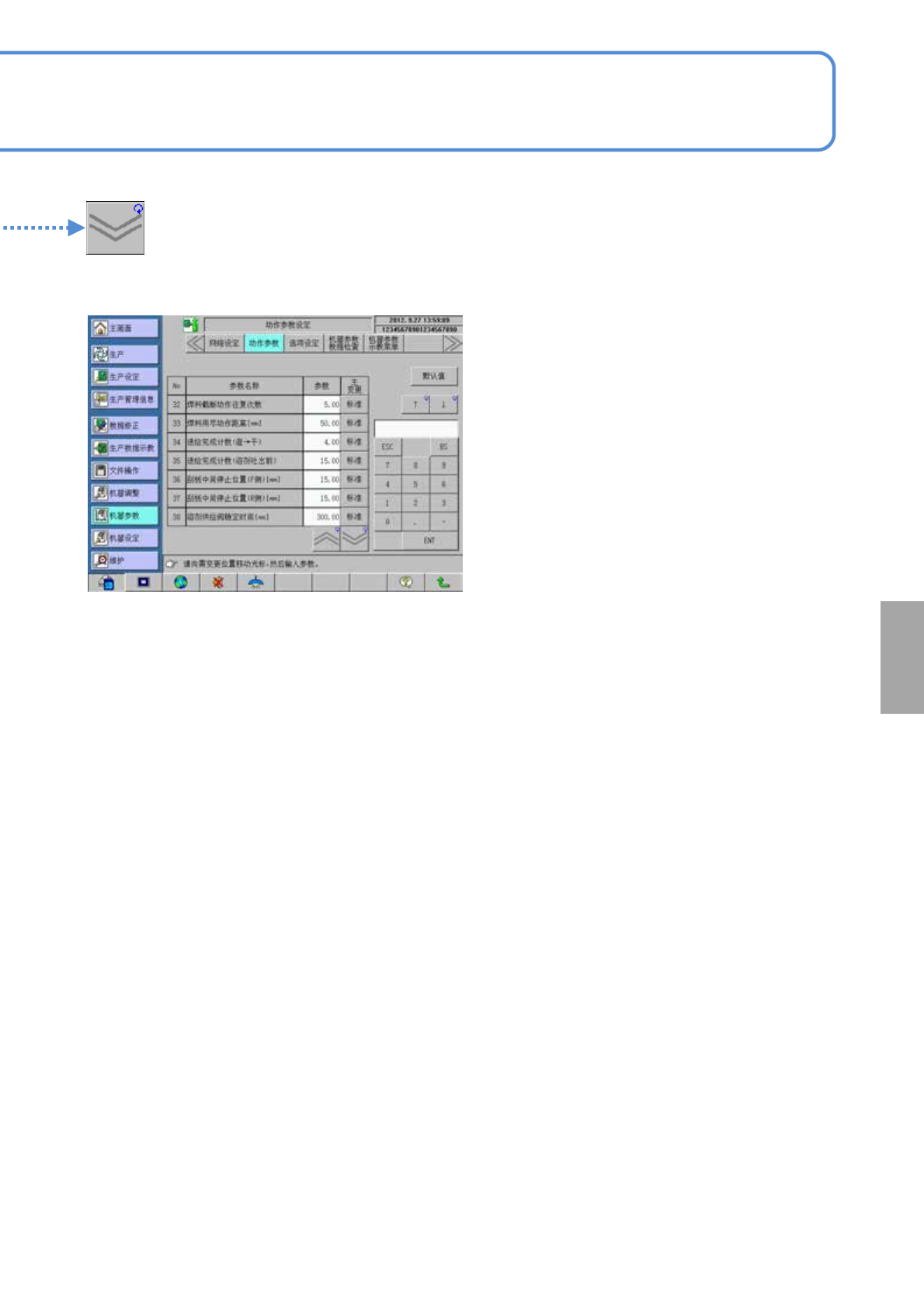
36.刮板中间停止位置(F侧)
输入印刷动作后的靠外侧刮刀的停止高度(从网板
上面起的高度)。
在选购件设定「刮板上升位置变更」设定为“中
间”时有效。
●通常值: 15mm
37.刮板中间停止位置(R侧)
输入印刷动作后的靠内侧刮刀的停止高度(从网板
下面起的高度)。
在选购件设定「刮板上升位置变更」设定为“中
间”时有效。
●通常值: 15mm
(选择其他项目时)
38.溶剂供给阀稳定时间(ms)
设定湿式清扫时的切换溶剂供给阀后的时间。
●初始值: 300ms