N7201A552C09_SPG_Operating Procedure_操作手冊.pdf - 第122页
SPG EJP6AC-MB-0 4OM-02 生产数据 编辑 印刷工程参数的编辑 2 在「输入条件数据」画面进行编辑 清扫数据 1 次往复 选择 1 次往复清扫的「 ON 」或「 OFF 」 , 或者「交替」。 2 次往复 选择 2 次往复清扫的「 ON 」或「 OFF 」。 ・ ON :设定数 量 , 印刷后 , 进行清扫 (1 次往复或者 2 次往复 ) ・ OFF : 不清扫 ・ 交替 : 设定数量 , 印刷后 , 进行去路的 清…
SPG EJP6AC-MB-04OM-02
4-1-9-2
选择
通过
E
D
D
B
E
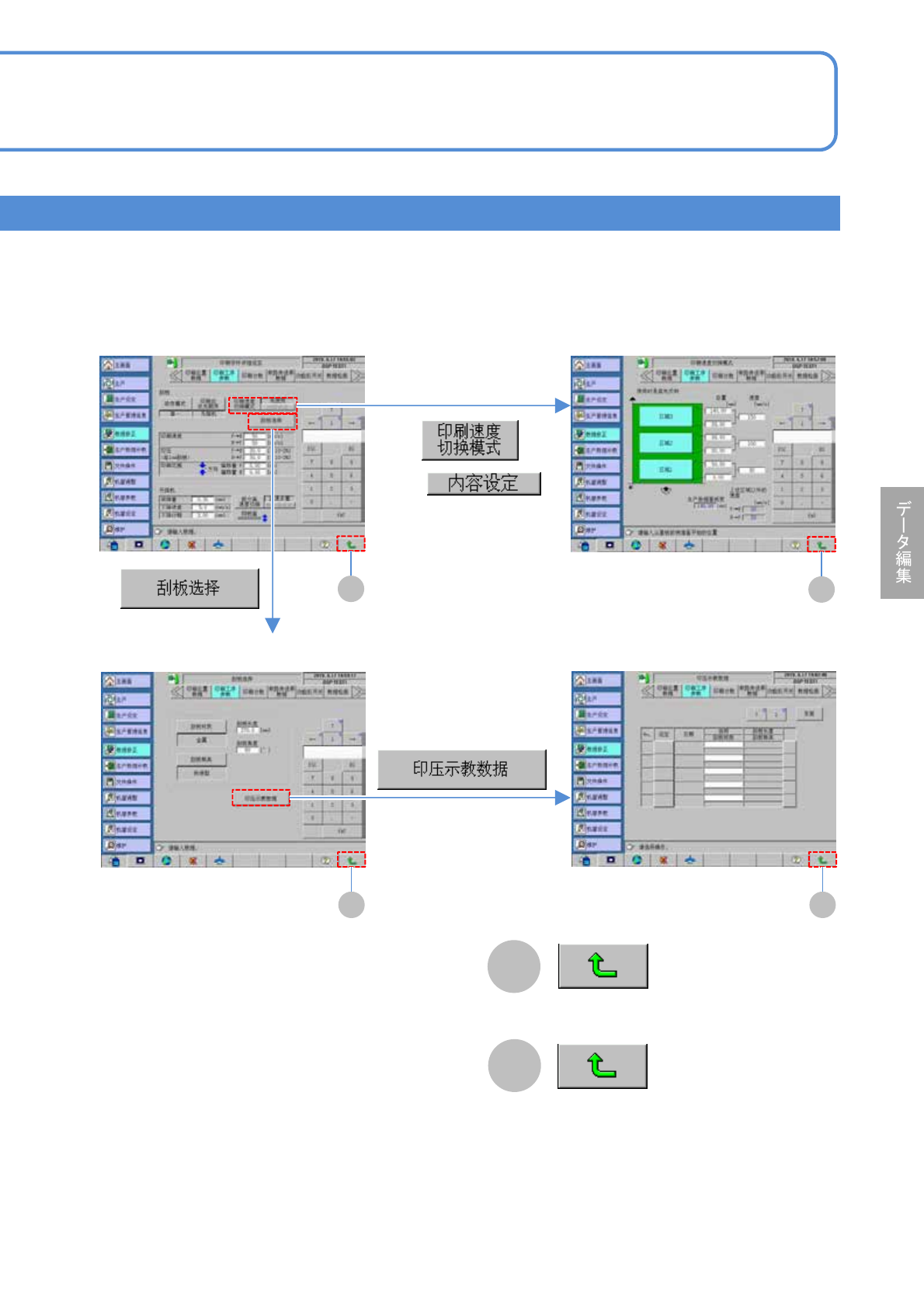
返回「刮刀选择」画面。
D
返回「印刷条件详细」画面。
■「印刷条件详细设定」画面 ■「印刷速度切换模式」画面
■「选择刮刀」画面 ■「印压示教数据」画面
SPG EJP6AC-MB-04OM-02
生产数据
编辑
印刷工程参数的编辑 2
在「输入条件数据」画面进行编辑
清扫数据
1次往复
选择1次往复清扫的「ON」或「OFF」,
或者「交替」。
2次往复
选择2次往复清扫的「ON」或「OFF」。
・ON :设定数量,印刷后,进行清扫
(1次往复或者2次往复)
・OFF :不清扫
・交替 :设定数量,印刷后,进行去路的
清扫,然后再印刷所设定的数量后,
进行回路的清扫。
●间隔
输入清扫基板的频度。
选择「使用」或者「不使用」。
进行通孔部分的设定。
※通孔:基板的貫通孔
※只有在将[速度切换]设定为”使用”之际,
能够设定。
印刷条件
A
B
C
通孔
(印刷速度切换模式)
4-1-9-3
操作篇
4-1-9
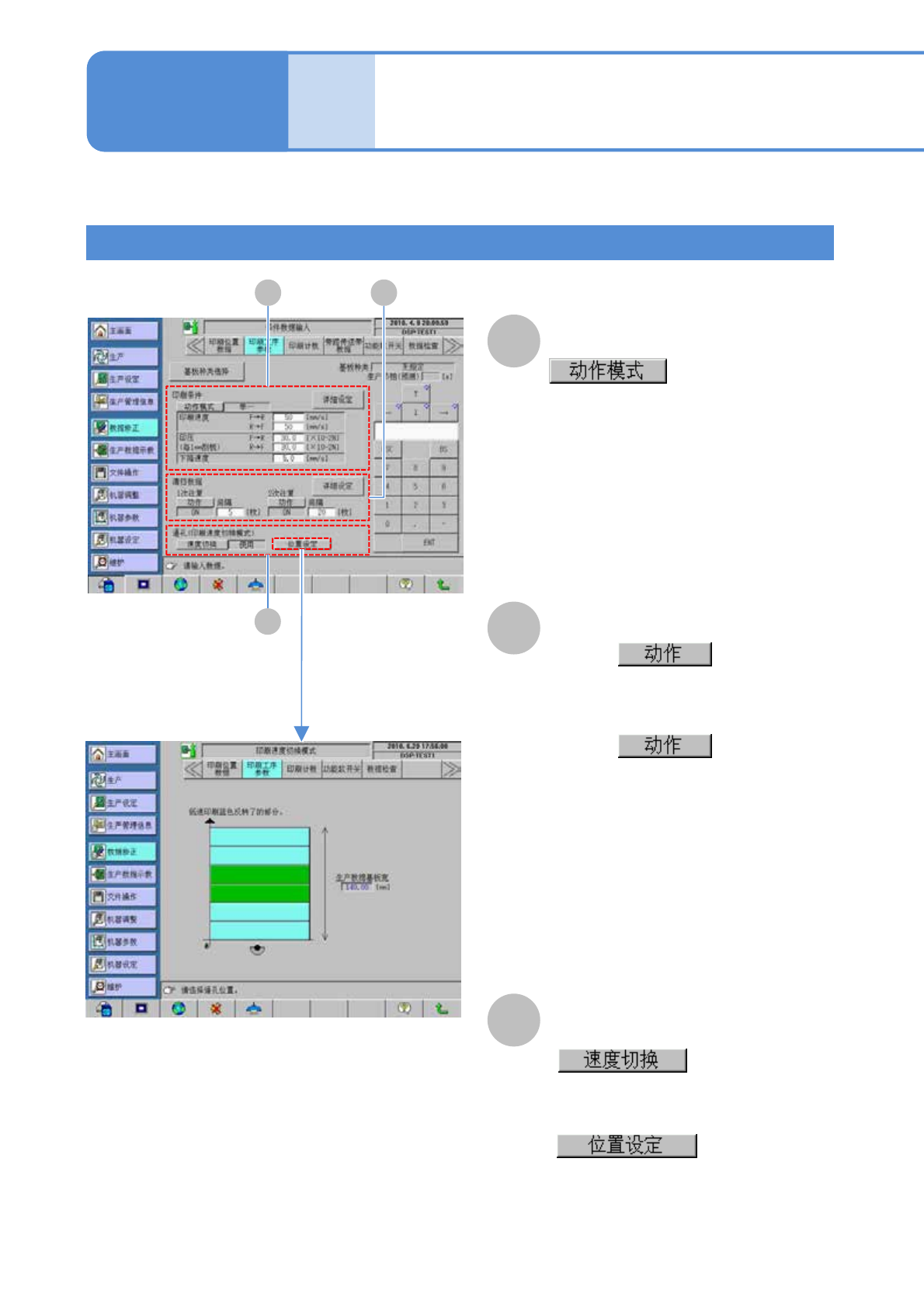
根据需要,编辑各项目。
选择「单式」(单程印刷)或
「双式」(往返印刷)。
●印刷速度
输入刮刀的移动数度。
●印压
输入刮刀对网板的压力。
单位的变更(→P.5-3-7
-3)
●下降速度
输入稳定脱膜所需要的脱膜速度。
A B
C
SPG EJP6AC-MB-04OM-02
4-1-9-4
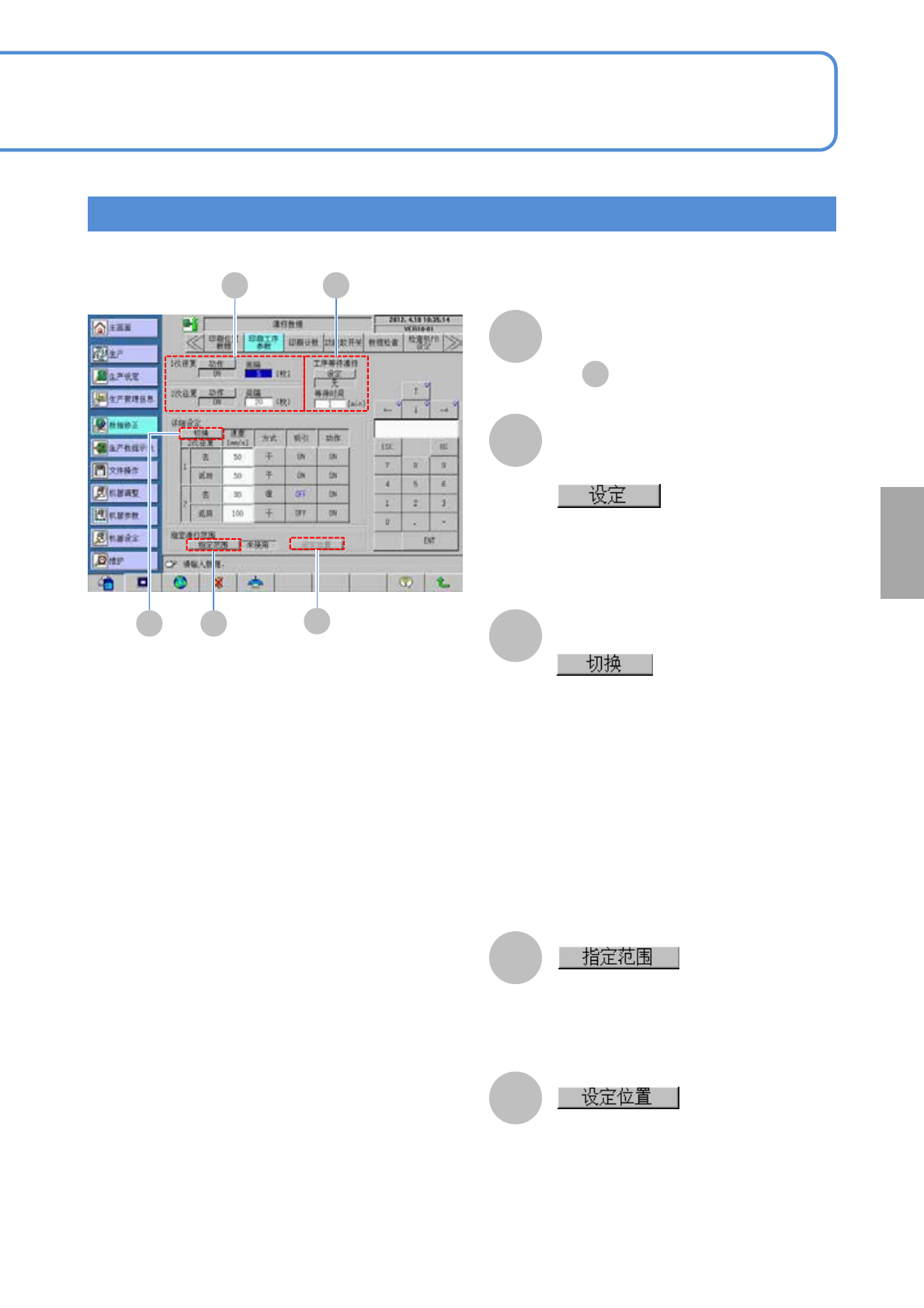
在「清扫数据」画面进行编辑
E
工程待机清扫
详细设定
F
数
据
编
辑
与 的内容相同。
B
1次往复、2次往复
D
D E
GF
H
●速度
输入动作速度。
(设定范围是10~200 mm/s)
●方式
选择「干式」或「湿式」。
●吸引
选择清扫中的吸引动作「ON」或
「OFF」。
●动作
对设定的往返动作选择「ON」或「OFF」。
选择「1次往复」或「2次往复」。
选择生产中的工程待机时间的动作。
选择「1次往复」或「2次往复」或「无」。
●等待时间
输入等待工序开始后,到进行清扫为止
的时间。
G
设定是否使用清扫范围指定。
「使用」时,[位置设定]可以使用。
移至「清扫范围指定」画面。
(P.4-1-9-5)
H