N7201A552C09_SPG_Operating Procedure_操作手冊.pdf - 第131页
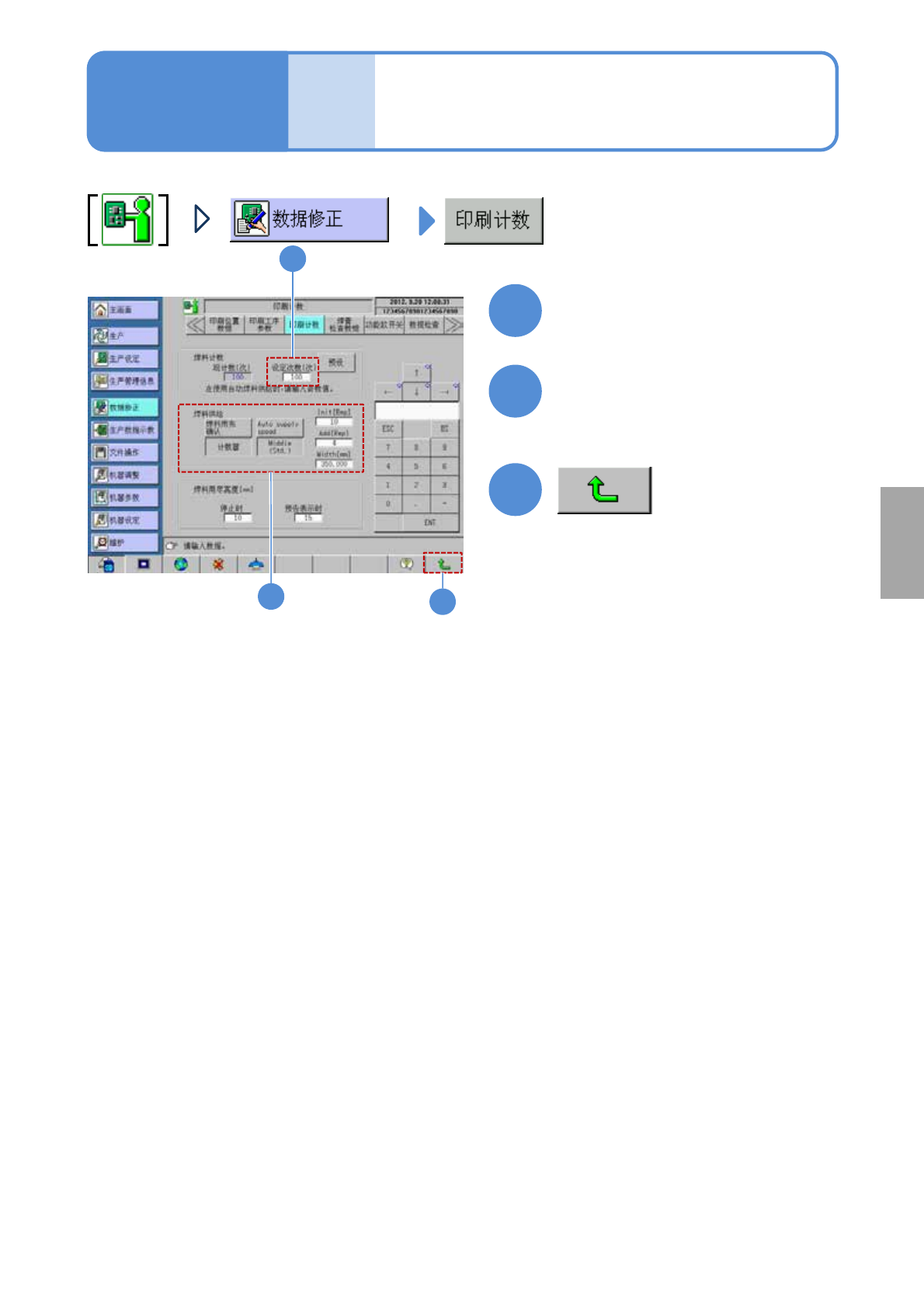
SPG EJP6AC-MB-0 4OM-02 生产数据 编辑 印刷计数器的编辑 1 4-1-10 -1 操作篇 4-1-10 1 2 3 选择「计数」或者「并用」时 输入焊料计数的「设定次数」 设定焊料供给 ( 返回「主菜单」画面 ) 2 1 3 数 据 编 辑
SPG EJP6AC-MB-04OM-02
生产数据
编辑
印刷工程参数的编辑 6
操作篇
4-1-9
4-1-9-11
1
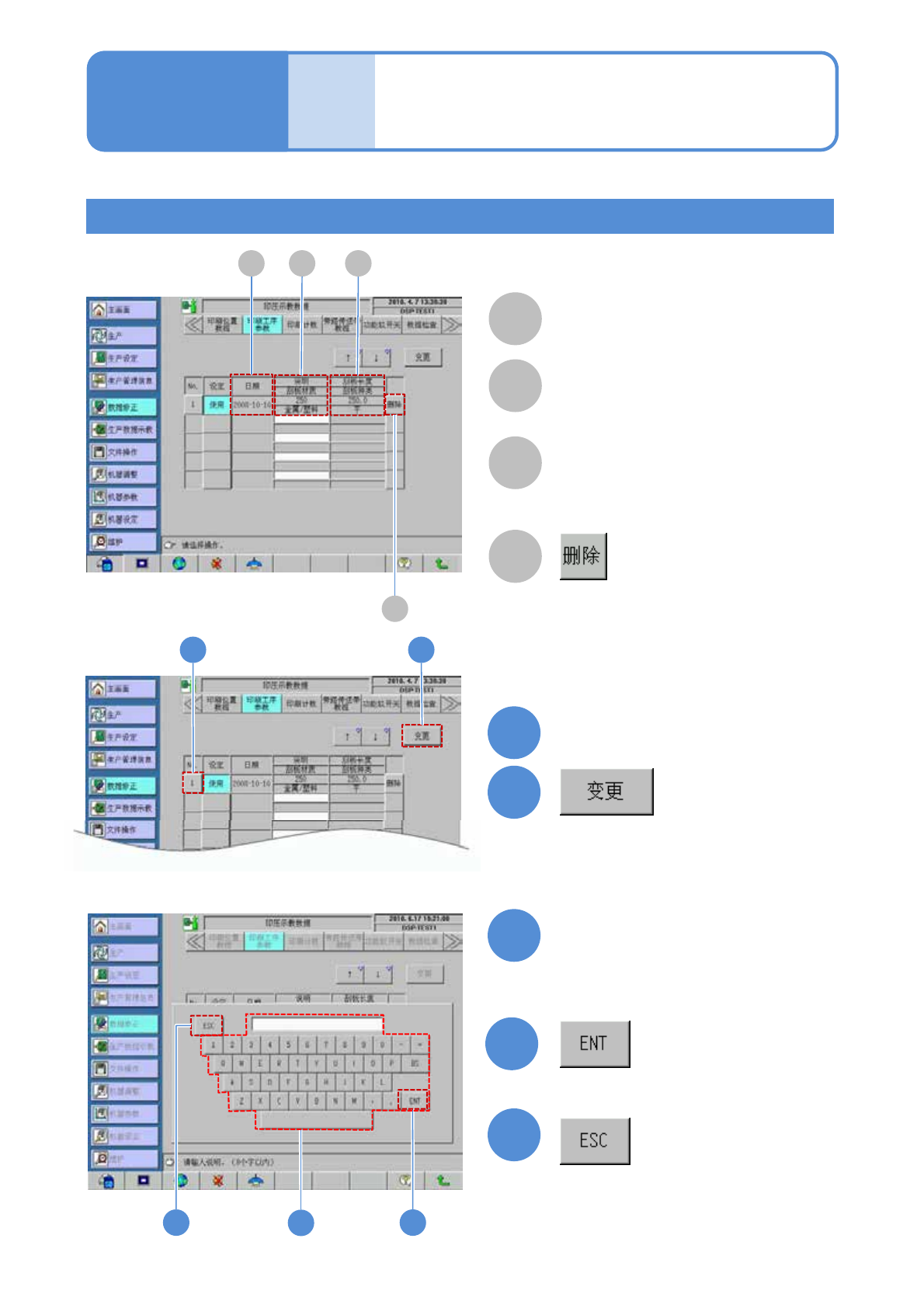
选择刮刀No.
2
21
3
输入说明内容
4
■修改说明内容时
在「印压示教数据」画面进行编辑
日期
进行印压示教的日期。
说明/刮板材质
区分不同材料的刮刀的说明
和刮刀的材料。
删除相同行的印压示教数据。
刮板长度/刮板种类
刮刀的长度和种类。
●长度和种类即使相同,
也可以登录不同材料。
A
B
D
C
D
BA C
■取消时
5
■登录时
3
45
SPG EJP6AC-MB-04OM-02
生产数据
编辑
印刷计数器的编辑 1
4-1-10-1
操作篇
4-1-10
1
2
3
选择「计数」或者「并用」时
输入焊料计数的「设定次数」
设定焊料供给
(返回「主菜单」画面)
2
1
3
数
据
编
辑
SPG EJP6AC-MB-04OM-02
生产数据
编辑
印刷计数器的编辑 2
4-1-10-2
操作篇
4-1-10
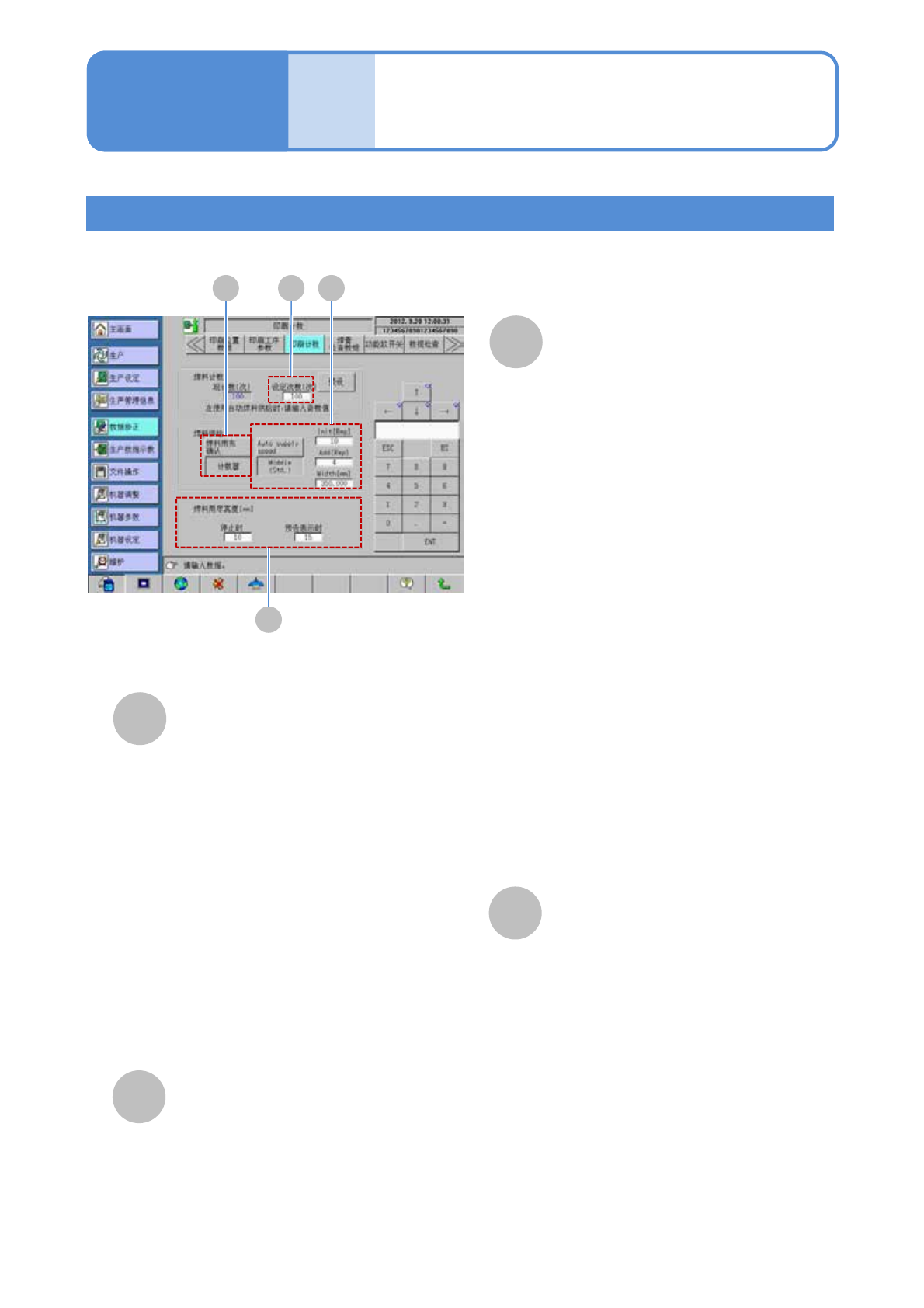
编辑要点
设定焊料计数的次数
输入焊料供给为止的印刷次数。
焊料供给
B
A
C
●确认焊料是否用完
选择焊料剩余量的确认方法。
・计数器(选购件)
显示焊料的剩余量。
(显示0,即停止)
或者,开始自动进行焊料供给。
(设定触摸键时(→P.4-1-10))
* 不进行自动供给焊料时,务必指定计
数。
・传感器(选购件)
R→F印刷时,确认焊料剩余量,如果不
够,则进行自动供给。
(在触摸键设定(→P.4-1-10))
・并用
传感器检测到焊料用完后,焊料计数
实施倒计数,直到焊料计数器为“0”
时焊料转为用完
B
D
A C
焊料自动供给设定
当「焊料自动供给」(选购件)为
「ON 」时显示。
●「自动供给速度」
设定焊料自动供给单元的移动速度。
按照高→中(标准)→低的顺序切换。
(默认值为中(标准))
●「初期供给[次]」
设定在品种切换等时,通过焊料自动
供给初次供给焊料时的供给次数(单程
的次数)。
(设定范围为2~20次,默认值:10次)
●「追加供给[次]」
当在生产中发生焊料用完时,设定追
加供给焊料时的供给次数(单程的次
数)。
(设定范围为2~20次、默认值:10次)
●「供给宽度[mm]」
在生产中追加供给焊料时,设定焊料
的供给宽度。
(默认值为基板长度(基板尺寸X ))
(设定范围为50mm~基板长度。
* 但是基板长度>460mm时,设定范
围为50~460mm。)
D
焊料用尽高度[mm]
当「焊料剩余量检测」(选购件)为
「ON」时显示。
●「停止时」
设定因焊料用尽而使设备停止时的焊
料高度。
(设定范围为12~18mm、默认值:
15mm)
●「预告表示时」
在生产画面上,设定显示焊料用尽预
告时的焊料高度。
(设定范围为12~18mm、默认值:
15mm)
* 当设定值为「停止时」≧「预告表
示时」时不会显示预告。