N7201A552C09_SPG_Operating Procedure_操作手冊.pdf - 第89页
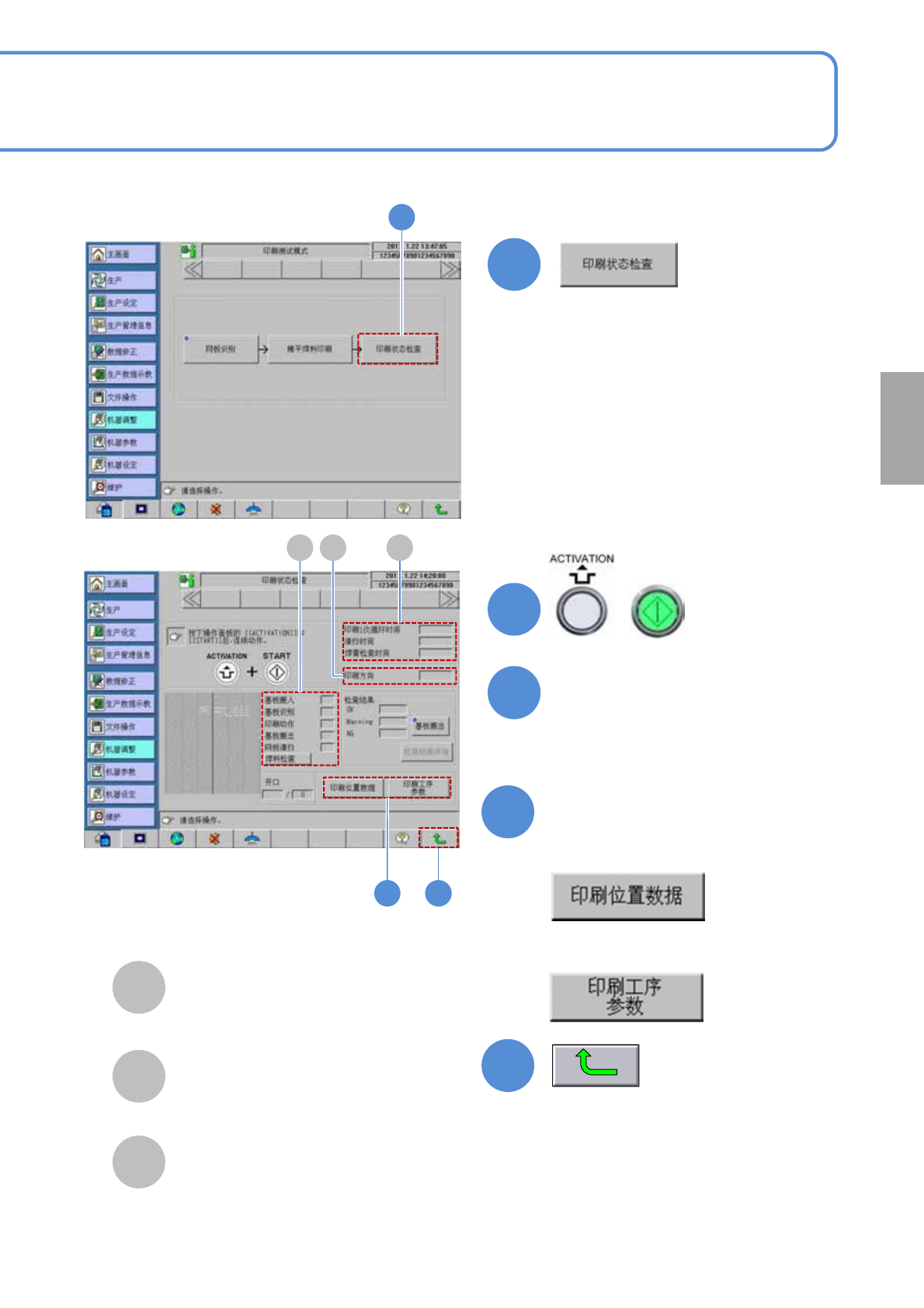
SPG EJP6AC-MB-0 3OM-01 9 修改参数 确认校正内容 印刷 1 循环时间 清扫时间 焊料检查时间 ( 选购件 ) 印刷方向 动作中的项目会亮灯显示。 动作结束后 , 会显示結果。 NG 的时候 , 确认该当项目。 ■印刷位置的微量调整时 ( → P .4-1-8) 10 + 11 12 3-1-1 -2 13 (返回「主菜单」) 9 ( 开始确认 ) 生 产 ■再调整印压和刮刀的速度时 ( 网板上有剩余焊料 ) B …
SPG EJP6AC-MB-03OM-01
操作編
3-1-1
生产
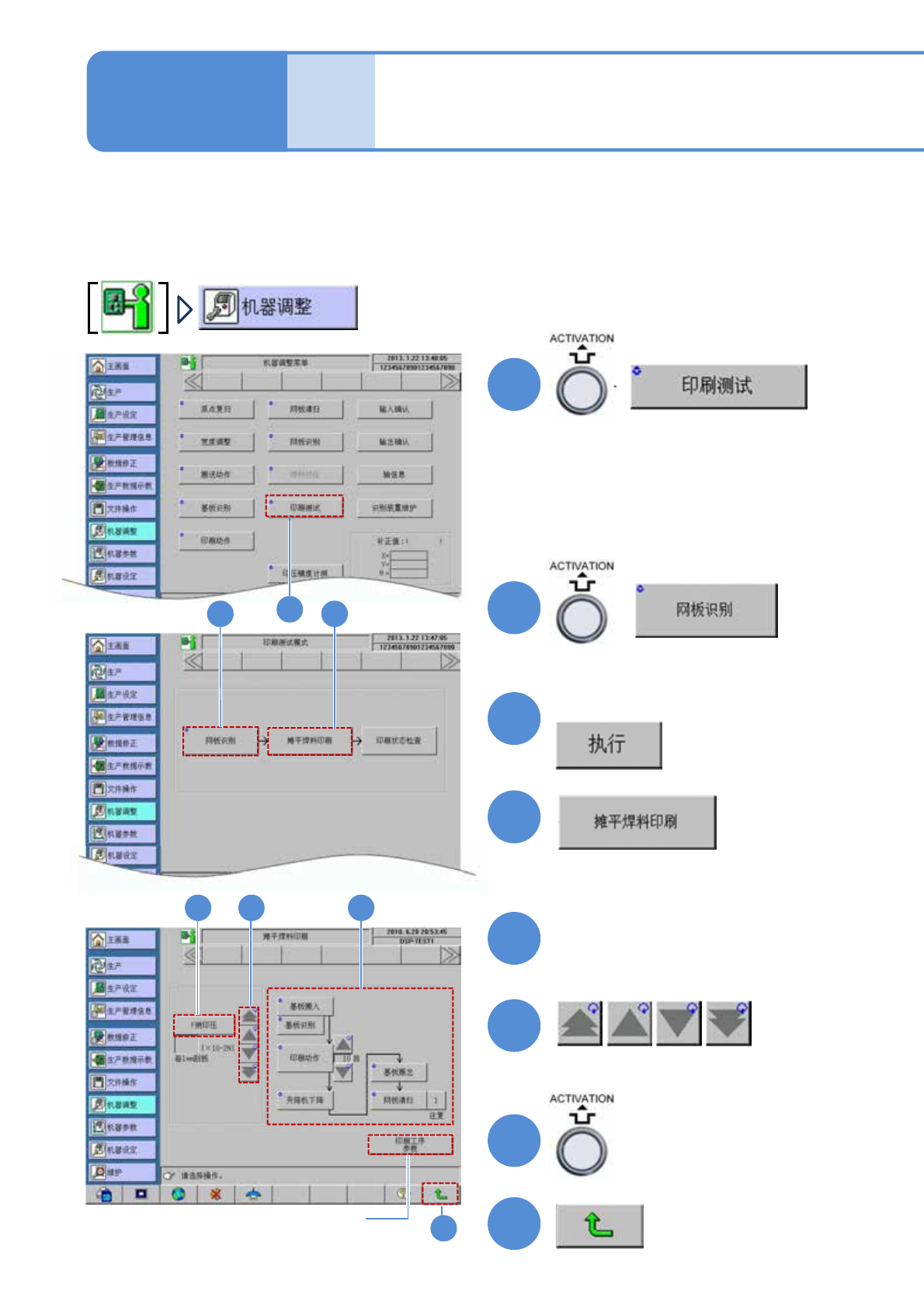
试印刷
确认从搬入基板到印刷、搬出基板为止的动作。在焊料调和印刷下,进行印压调整和焊料调和。在印刷状态确
认下,确认印刷精度和焊料状态。通过焊料调和印刷以及印刷状态的确认,能够达到偏差较少、高精度印刷的
效果。
1
2
4
+
+
3-1-1-1
3
1
2 4
(返回到原点)
6
+
7
6 75
5
15.0
8
8
(网板被识别后,自动计算印刷位置)
确认提示
(进行焊料调和印刷、调整刮刀印压)
●F: 外侧(靠近操作员侧)的刮刀单元
R: 内侧的刮刀单元
选择设定印压的刮刀单元
设定印压値
●本公司推荐印压为10×10
-2
~15×10
-2
N/mm
●指定各动作。
各种开关
显示印刷条件的数据
准备: ●安装网板。
SPG EJP6AC-MB-03OM-01
9
修改参数
确认校正内容
印刷1循环时间
清扫时间
焊料检查时间(选购件)
印刷方向
动作中的项目会亮灯显示。
动作结束后,会显示結果。
NG的时候,确认该当项目。
■印刷位置的微量调整时
(→P.4-1-8)
10
+
11
12
3-1-1-2
13
(返回「主菜单」)
9
(开始确认)
生
产
■再调整印压和刮刀的速度时
(网板上有剩余焊料)
B AC
1312
A
B
C
SPG EJP6AC-MB-03OM-01
SERVO
ON
21
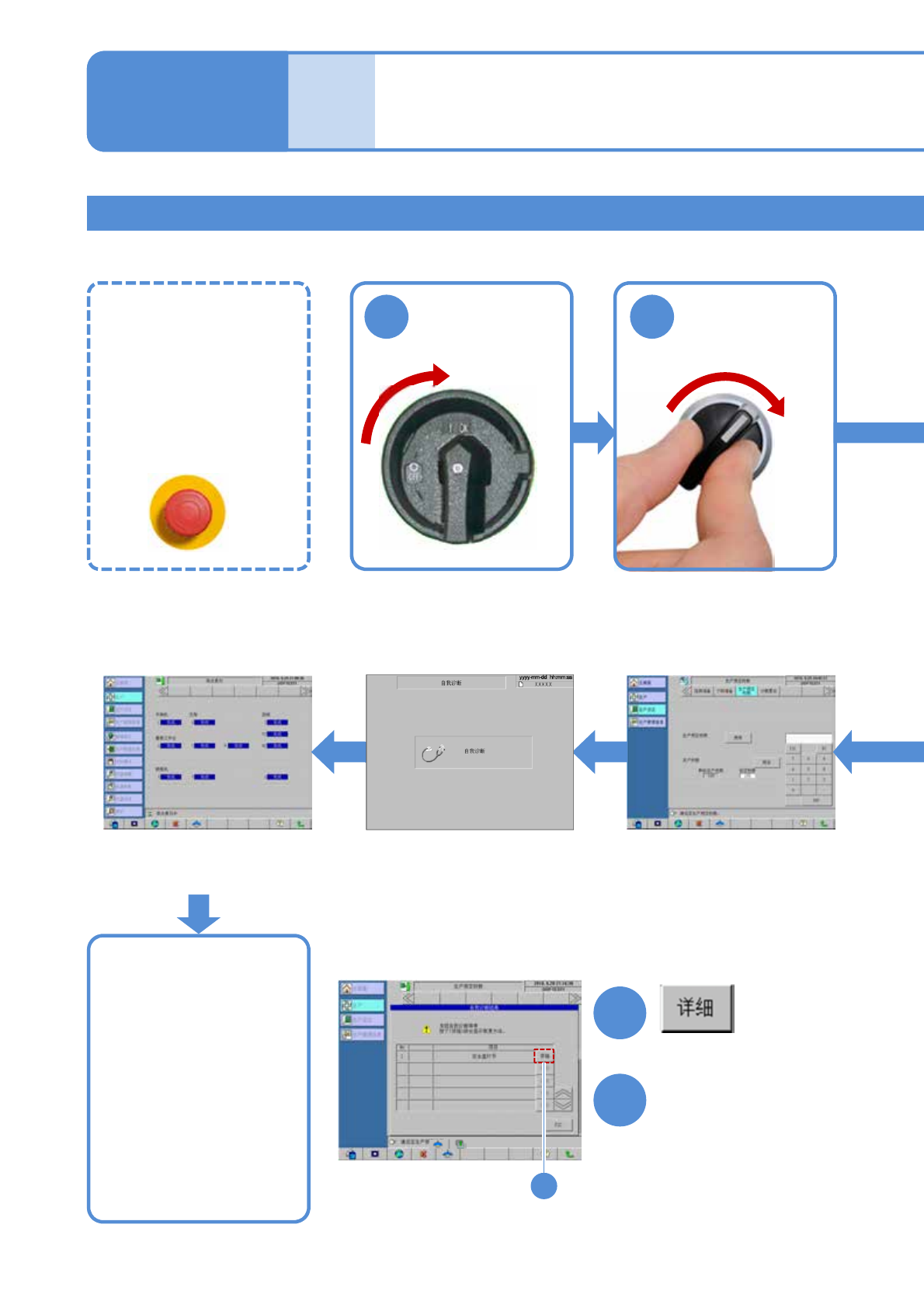
●正常时
3-1-2-1
(自动诊断是否有异常)(各轴回复到原点)
生产开始
(显示异常项目)
■自动诊断发觉有异常时
1
1
2
(显示修改方法)
按照指示来修改
(输入设定数量)
生产
开始生产
操作篇
3-1-2
生产的开始和停止
生产开始前请确认!
●按以下的顺序启动设备。
●确认紧急停止开关的位置
和操作方法。
●异常时,请马上按开关。
(解除时,按箭头方向旋转)
ON