N7201A552C09_SPG_Operating Procedure_操作手冊.pdf - 第82页
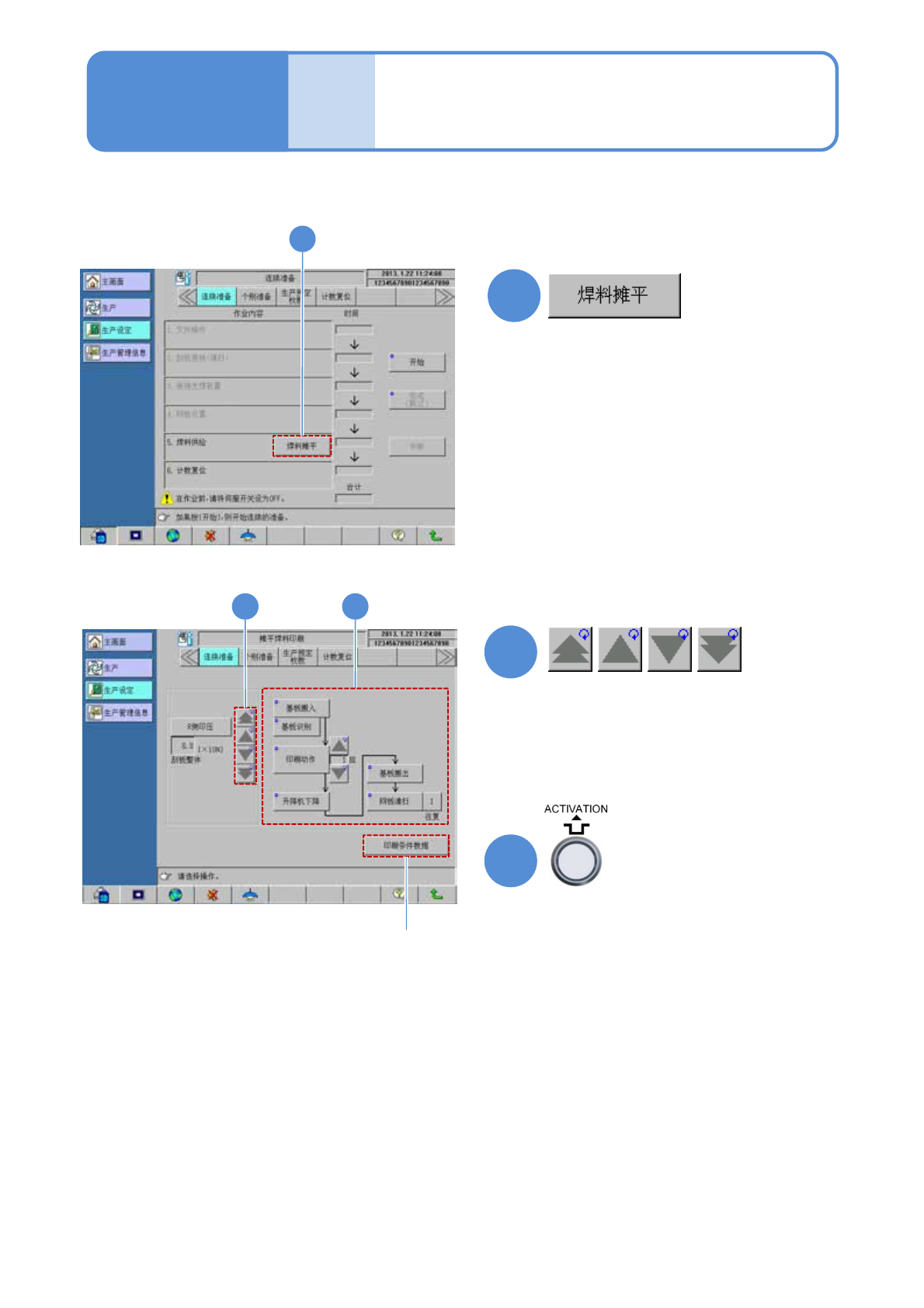
SPG EJP6AC-MB-0 2OM-02 2-3-8 连续 准备 焊料摊平 2 ●指定顺序和各动作后进行。 印刷条件数据显示 设定印压值 ●本公司推荐值: 10 × 10 -2 ~ 15 × 10 -2 N/ ㎜ ● F :外侧 ( 靠近操作员侧 ) 的刮刀单元 R :内侧的刮刀单元 各种开关 + 3 操作篇 2-3-8 1 「连续准备模式」画面 ( → P.2-3-1) 2 3 1
SPG EJP6AC-MB-02OM-02
SERVO
ON
OFF
SERVO
确认轴已停止后
连续
准备
焊料的供给
2-3-7
操作篇
2-3-7
1 3
5 4
6
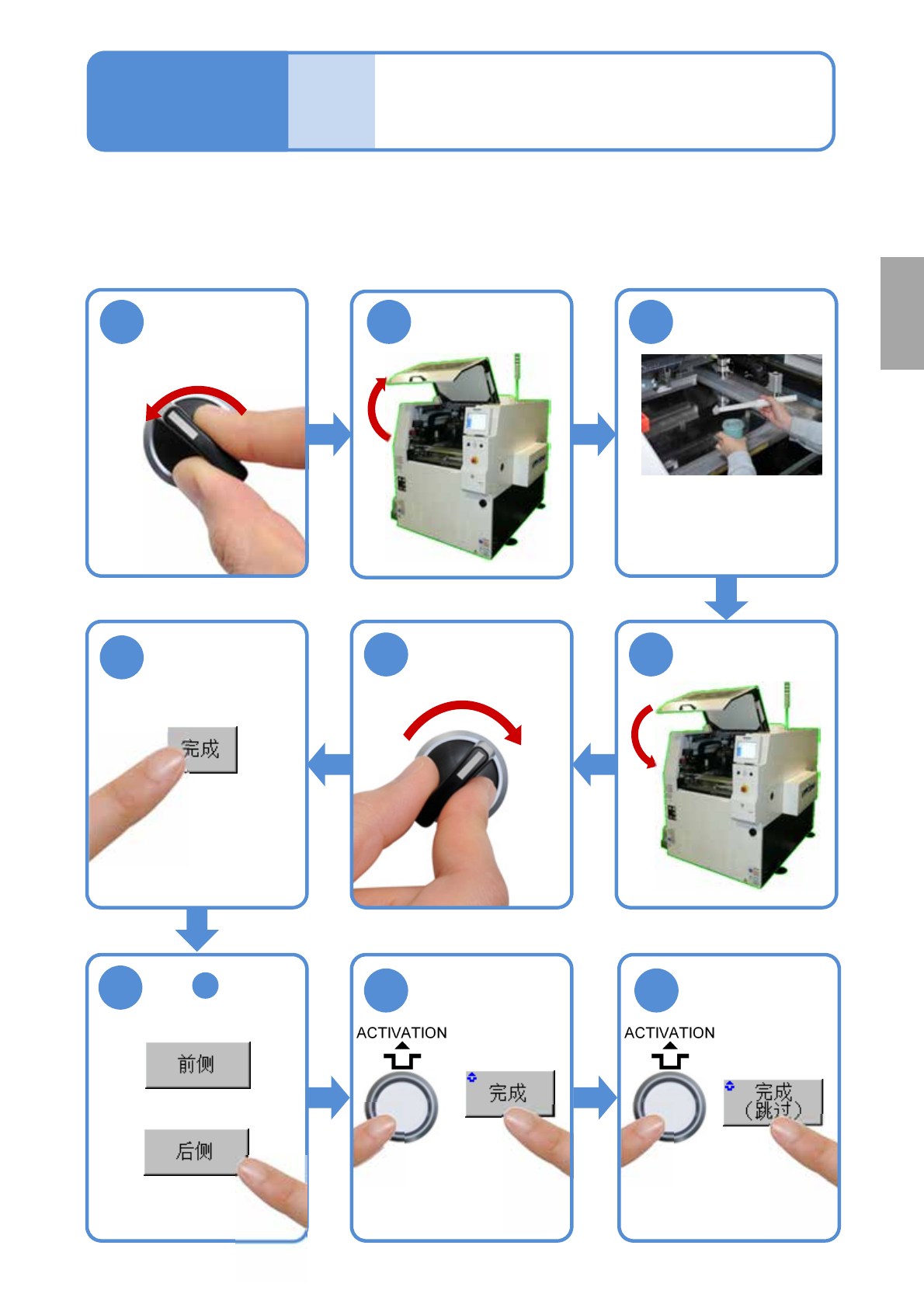
焊料供给
●确认焊料的剩余量和印刷方
向,在网板开口部外侧50mm
宽处供给约350g 。
●按「结束」,画面关闭。
7
或者
8
●焊料自动供给(选购件)时(→P.6-1-5)
9
2
●不进行焊料调和时
按下在 供给了焊
料的一方
3
准
备
SPG EJP6AC-MB-02OM-02
2-3-8
连续
准备
焊料摊平
2
●指定顺序和各动作后进行。
印刷条件数据显示
设定印压值
●本公司推荐值:
10×10
-2
~15×10
-2
N/㎜
●F:外侧(靠近操作员侧)的刮刀单元
R:内侧的刮刀单元
各种开关
+
3
操作篇
2-3-8
1
「连续准备模式」画面(→P.2-3-1)
2 3
1
SPG EJP6AC-MB-02OM-02
连续
准备
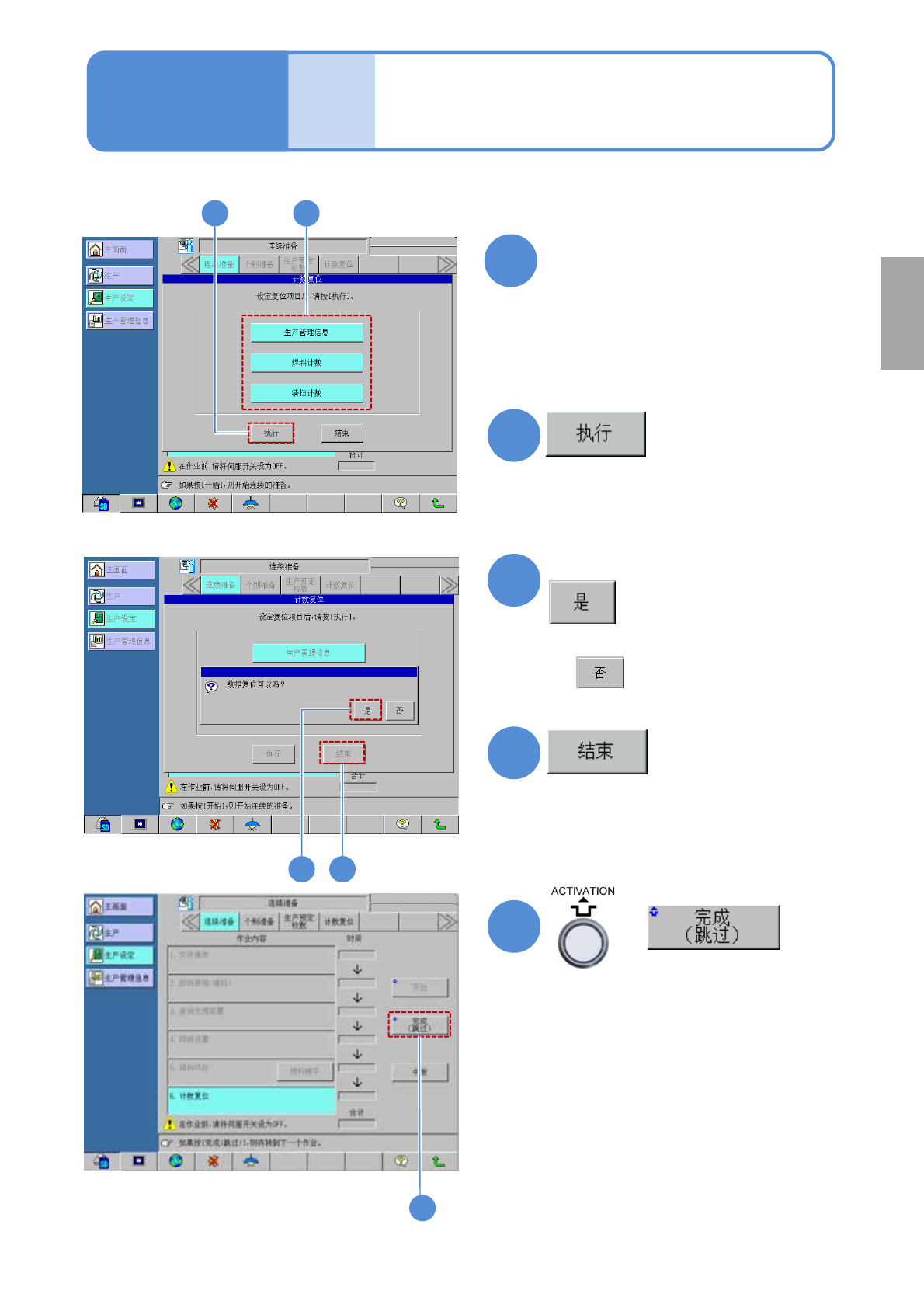
计数器的复原
操作篇
2-3-9
2-3-9
1
选择复原项目
●生产管理信息:
清除运转信息和计数器信息。
●焊料计数:
对印刷计数器数据的数值执行复位。
●清扫计数:
对清扫数据的数值执行复位。
2
3
确认提示信息
4
5
(连续准备结束)
12
43
5
+
YYYY.MM.DD HH:MM:SS
XXXXXXXXX
YYYY.MM.DD HH:MM:SS
XXXXXXXXX
YYYY.MM.DD HH:MM:SS
XXXXXXXXX
(返回)
●无需复位时
准
备