N7201A552C09_SPG_Operating Procedure_操作手冊.pdf - 第135页
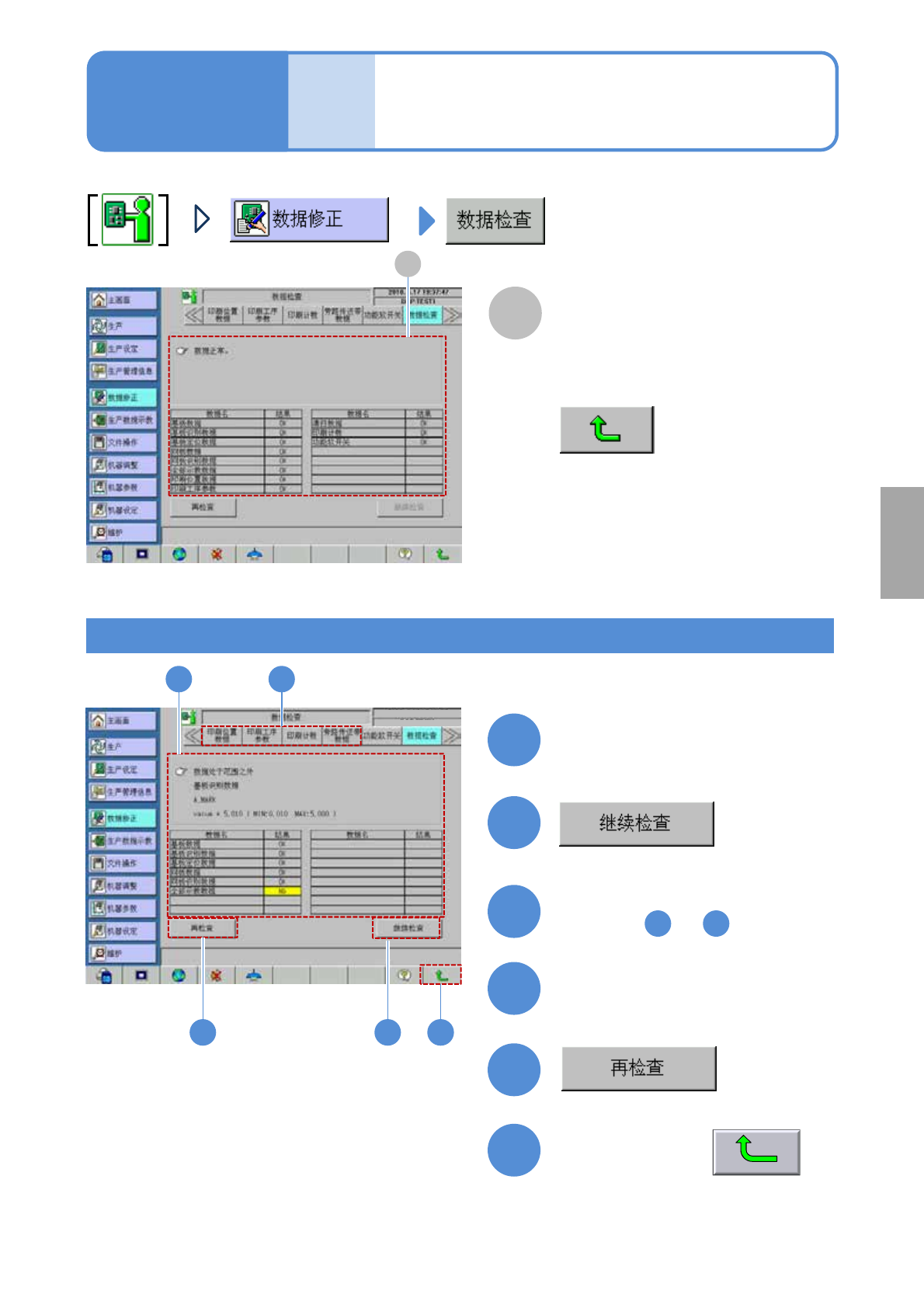
SPG EJP6AC-MB-0 4OM-02 生产数据 编辑 数据确认 修改数据(发生错误时) ( 返回 ) 5 ( 返回 ) 6 4 修改错误处 2 3 至显示全部数据名称为止 , 重复步骤 和 。 4-1-12 操作篇 4-1-12 如果为「正常」 确认结果 ( 如有错误 , 将显示最初发现 的错误内容 , 并停止确认 ) ■正常时 ■发生错误时 修改数据 ( 下述 ) 1 记录错误内容 (发生下一个错误时 , 即显示) 5 6 1…
SPG EJP6AC-MB-04OM-02
生产数据
编辑
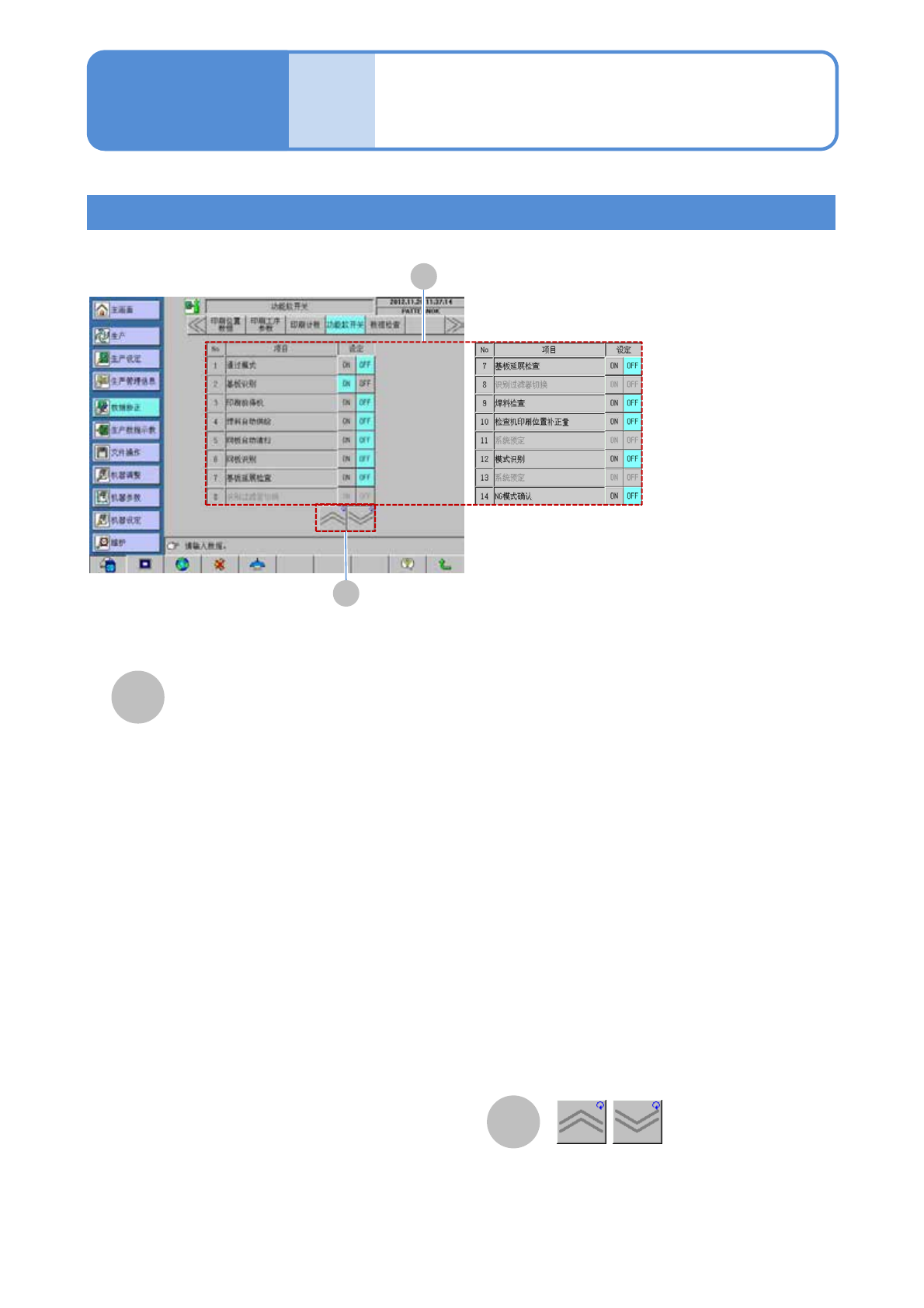
触摸键的编辑 2
编辑要点
触摸键
●通过模式
只传送基板,进行自动运转。有关基板定
位、识别、印刷,不自动进行。
●基板识别
进行基板识别,以识别补正为基准进行印
刷。
●印刷前待机
后工程发出信号后再开始印刷。
●焊料自动供给(选购件)
在「印刷计数器」设定的条件,进行自动
供给。
●网板自动清扫
在「清扫数据」设定的条件,进行网板清
扫。
●网板识别
自动运转中最先进行网板识别,再进行基
板和网板的位置调整。
●基板延展检查
基板识别时,测定A、 B点之间距离,如果
和登录基板有0.5mm以上的偏差时,使其
停止作业。
4-1-11-2
操作篇
4-1-11
A
●焊料检查:
在生产中进行焊料的检查。(*1)
●检查机印刷位置补正量
以检查机的位置偏移FB数据为基础,进
行印刷位置的补正。(*1)
●模式识别
识别各模式的位置偏移后进行补正。
●NG模式确认
当在模式识别下存在超出「模式位置偏
移容许值」的模式时,可单一停止,并
不执行印刷而抽出基板。
*1 : 详细内容,参照「焊料检查使用说明书」。
B
滚动页面
A
●下一页
B
SPG EJP6AC-MB-04OM-02
生产数据
编辑
数据确认
修改数据(发生错误时)
(返回)
5
(返回)
6
4
修改错误处
2
3
至显示全部数据名称为止,
重复步骤 和 。
4-1-12
操作篇
4-1-12
如果为「正常」
确认结果
(如有错误,将显示最初发现的错误内容,
并停止确认)
■正常时
■发生错误时
修改数据(下述)
1
记录错误内容
(发生下一个错误时,即显示)
5 6
1
2
4
A
A
数
据
编
辑
YYYY.MM.DD HH:MM:SS
XXXXXXXXX
1 2
SPG EJP6AC-MB-04OM-02
生产数据
校正
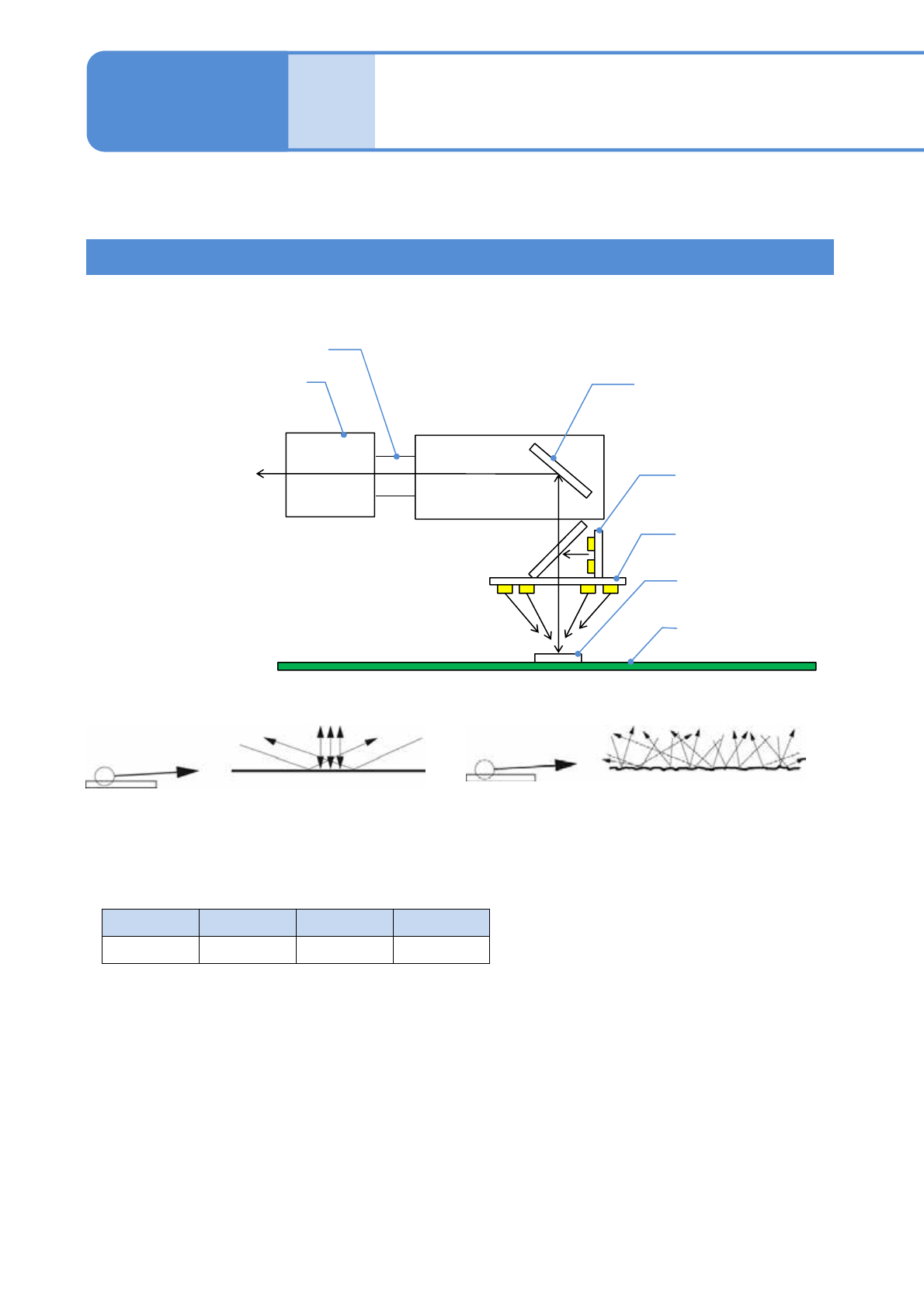
开始校正前
有关识别装置
■LED照明
通过LED2系统 (同轴直射 + 侧面) 的反射光,进行基板识别。
■识别视野
图像视野是,512×512像素左右。
●同轴直射照明(照明1)
镀金面等,面光滑时使用 镀铜面等,面粗糙时使用
●侧面照明(照明2~4)
像素率 识别范围 基板识别 网板识别
10 μm 5.0 mm
○○
4-2-1-1
操作篇
4-2-1
透镜
照相机
(CCD)
识别装置(PRU图像处理)
镜子
LED(同轴直射)照明光
(照明1)
LED(侧面)照明光
(照明2~4)
识别标记
基板
校正是指,通过识别装置进行基板和网板等识别,对生产数据(基板数据等)的值进行补正的作业。