N7201A552C09_SPG_Operating Procedure_操作手冊.pdf - 第71页
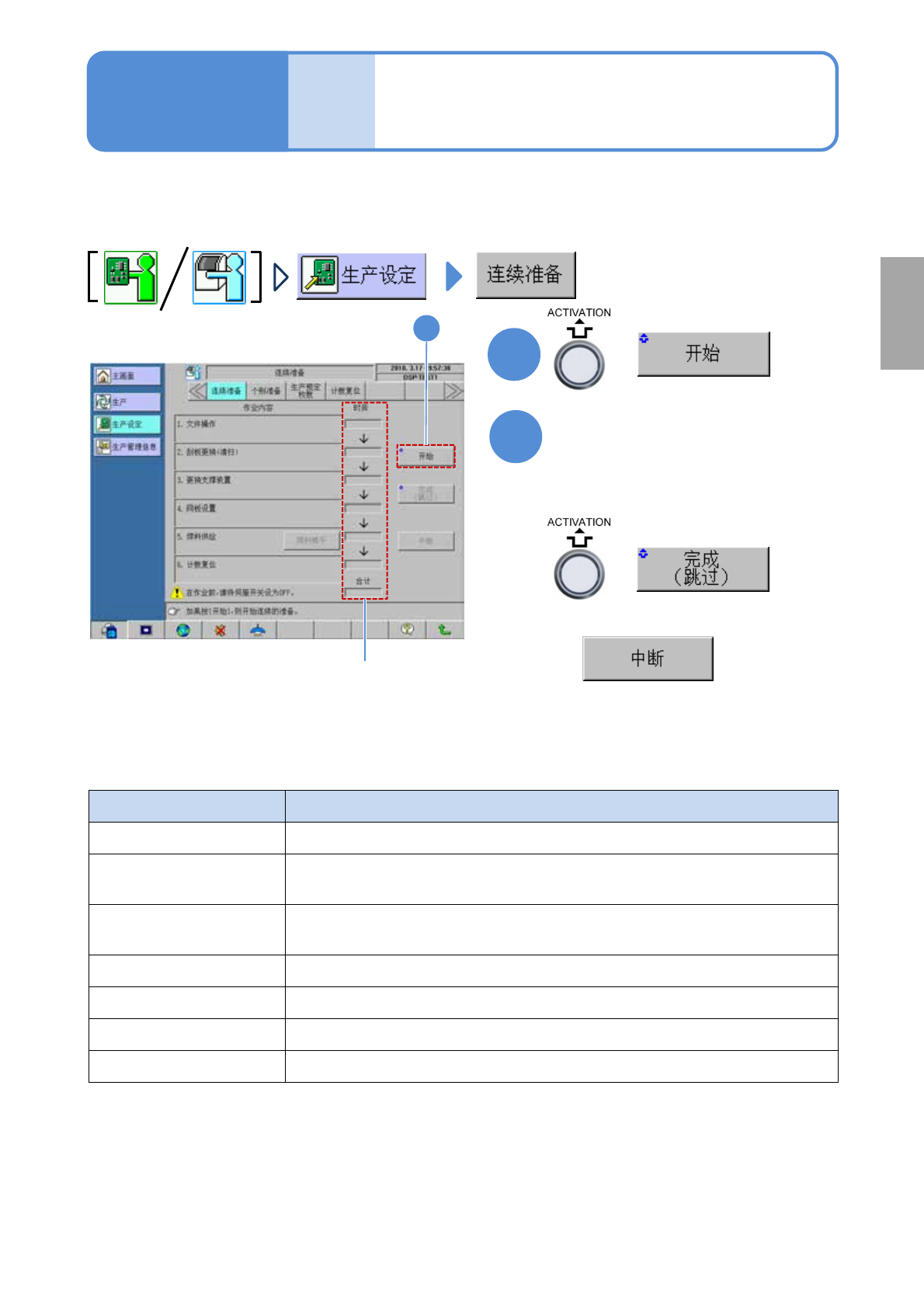
SPG EJP6AC-MB-0 2OM-02 连续 准备 连续准备的概要 有生产实绩时的连续准备的概要说明 。 ■个别准备时 ( → P.2-4) ●时间 各作业所需的 总时间 ■连续准备模式画面 2-3-1 操作篇 2-3-1 1 2 + + 各作业按顺序进行 ( → P.2-3-3 ~ 2-3- 10 ) ■进入下一作业时 ■中断准备时 (返回主菜单 ) 1 ■设定作业内容时 ( → P.2-3-2 ) 作业名称 内容 文件操作 在…
SPG EJP6AC-MB-02OM-02
文件
操作
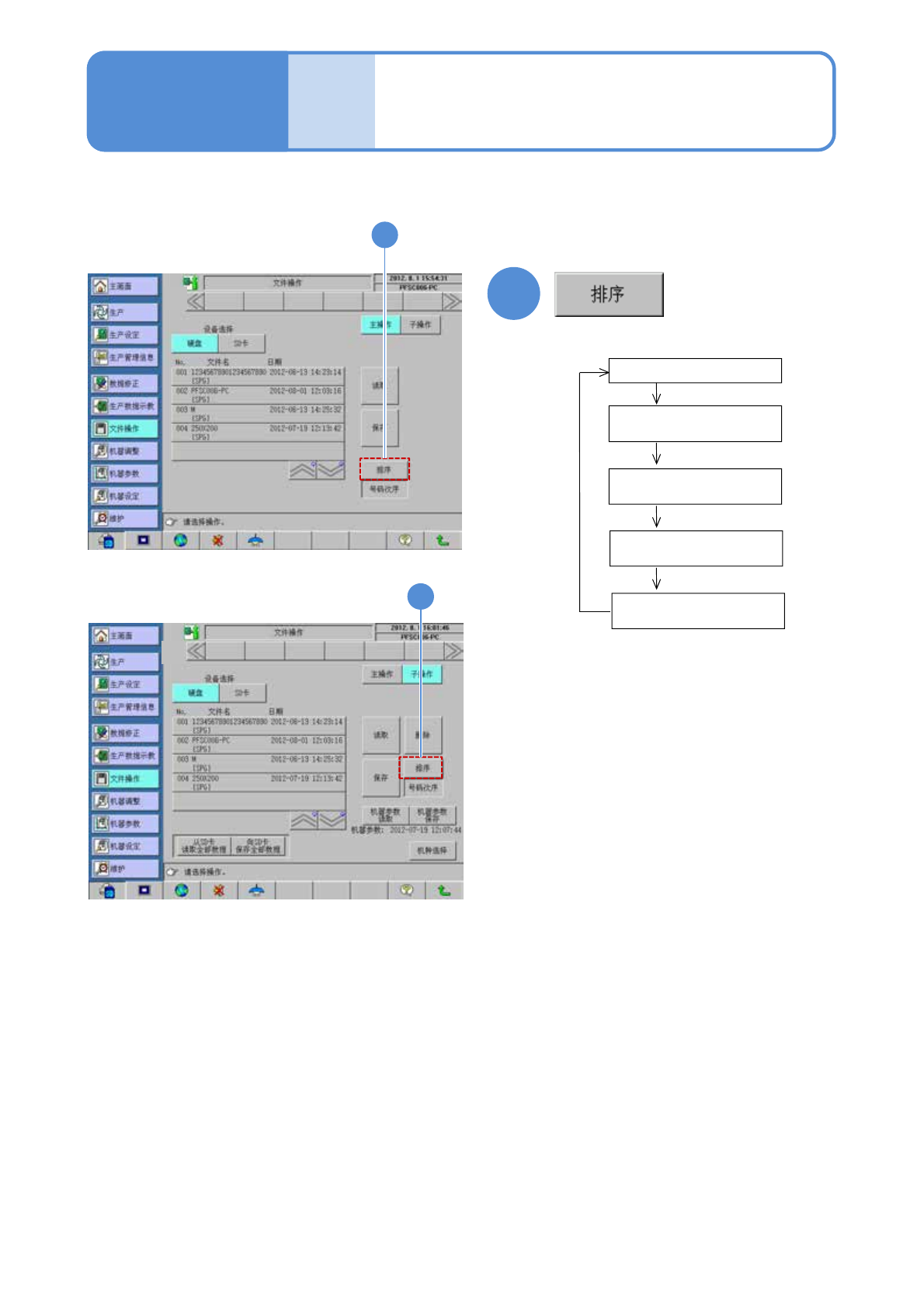
生产数据的再排列
2-2-8
操作篇
2-2-8
■「主操作」画面
■「副操作」画面
●每按一次…
编号顺序
文件名称(A→Z)
文件名称(Z→A)
日期(新→旧)
日期(旧→新)
1
「硬盘操作」画面(→P.2-2-2-1)
1
1
SPG EJP6AC-MB-02OM-02
连续
准备
连续准备的概要
有生产实绩时的连续准备的概要说明。
■个别准备时(→P.2-4)
●时间
各作业所需的
总时间
■连续准备模式画面
2-3-1
操作篇
2-3-1
1
2
+
+
各作业按顺序进行
(→P.2-3-3~2-3-10)
■进入下一作业时
■中断准备时
(返回主菜单)
1
■设定作业内容时
(→P.2-3-2)
作业名称 内容
文件操作 在机种切换等情形下,进行生产数据的读取和保存。
刮板更换(清扫)
更换和清扫刮刀单元。
(在作业中,刮刀单元向外侧(靠近操作员侧)移动)
更换支撑装置
更换支撑装置。
(在作业中,传送带宽度变大,刮刀单元向内侧移动)
网板设置 设置网板。设置后,自动进行网板识别。
焊料供给 进行焊料供给。供给后,指定印刷的开始位置。
焊料摊平 进行焊料调和印刷。
计数复位 复位生产信息、焊料计数器、清洁计数器。
■各作业内容
准
备
SPG EJP6AC-MB-02OM-02
2-3-2
连续
准备
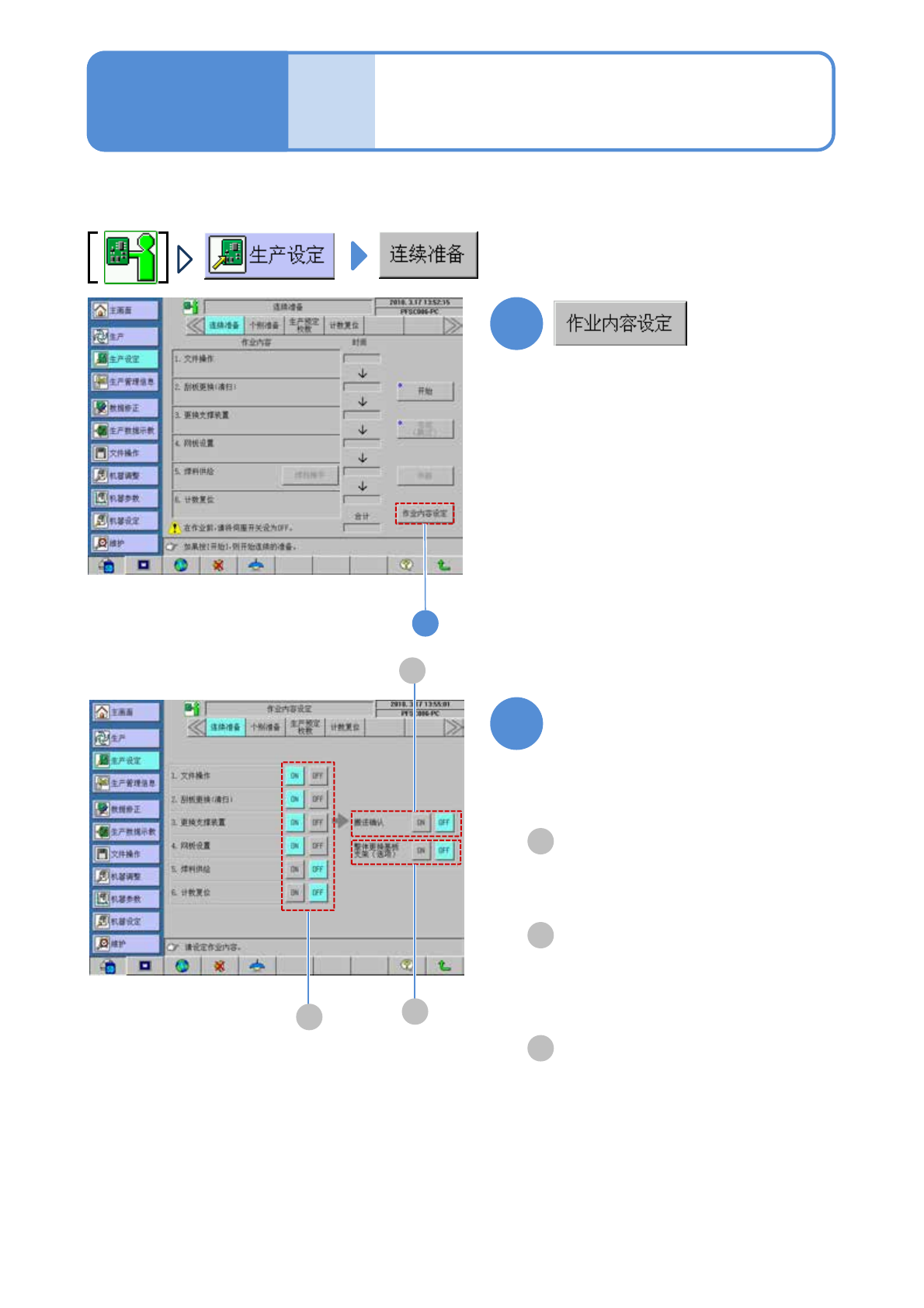
作业内容的设定变更
操作篇
2-3-2
连续准备的各作业,可以设定为「进行」「不进行」。
1
2
设定各作业内容
作业内容设定按钮
进行时→[ON]
不进行时→[OFF]
传送确认
支撑单元更换后,传送动作
确认时→[ON]
不确认时→[OFF]
整体更换用的基板支撑单元
(选购件)
支撑单元更换后,传送带宽度
设定为最大时→[ON]
调整为基板宽度时→[OFF]
1
B
A
C
A
B
C