N7201A552C09_SPG_Operating Procedure_操作手冊.pdf - 第236页
SPG EJP6AJ -MB-06O M-02 16 17 ON 18 19 SERVO 选购件 焊料自动供给 2 操作篇 6-1-5 焊料电位器的更换 注意事项 ●设置到设备上的电位器处于常温状态,请根据所 使用焊料锡膏 的规格对时间加以管 理。 6-1-5 -3
SPG EJP6AJ-MB-06OM-02
6-1-5-2
选
购
件
54
6
7
8
9
SERVO
ON
OFF
SERVO
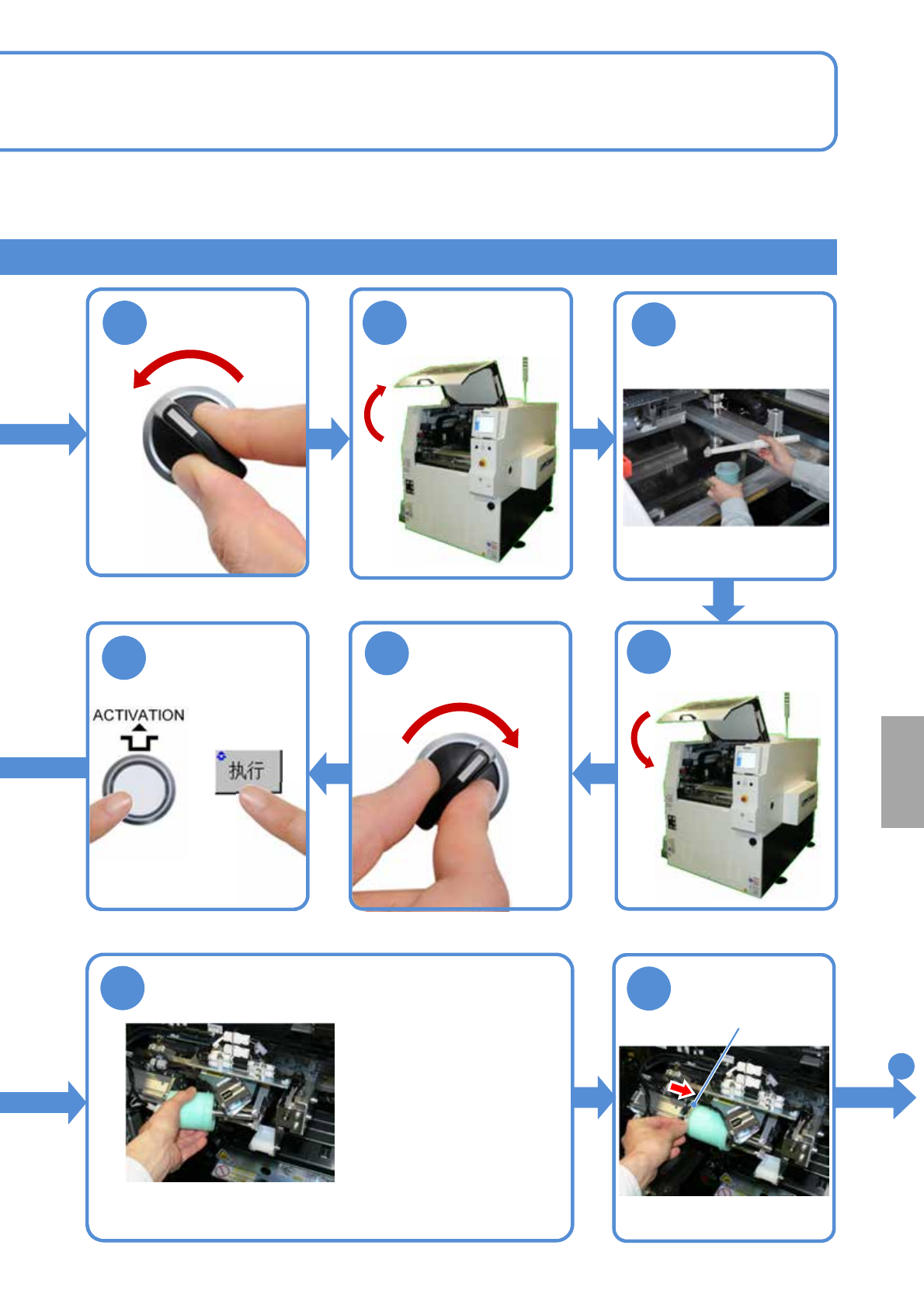
回收焊料
15
14
安装焊料电位器
●将喷嘴底部带高度差的部分插
入固定块的凹陷部。
设置好操作杆
操作杆
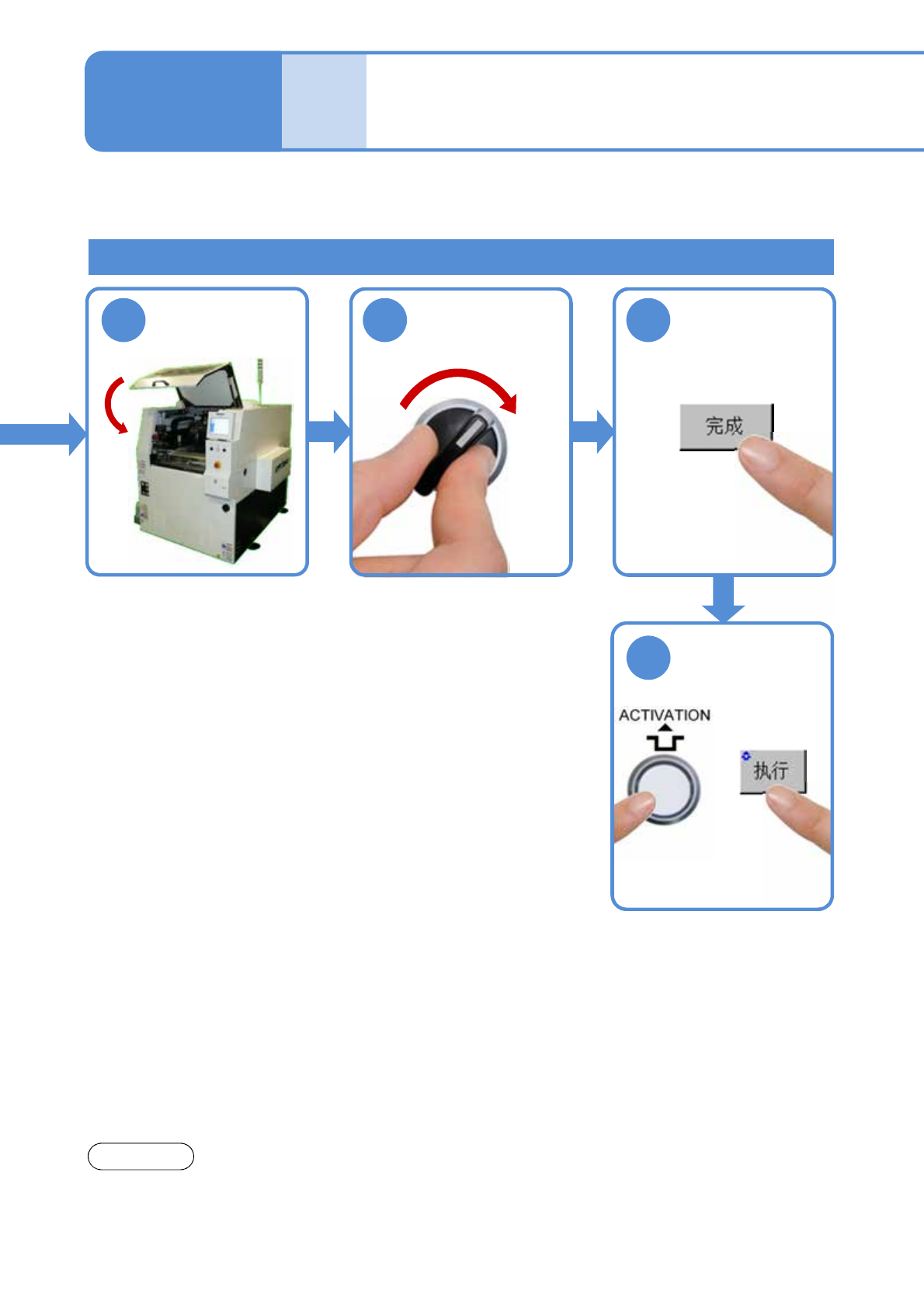
至步骤
16
SPG EJP6AJ-MB-06OM-02
16 17
ON
18
19
SERVO
选购件
焊料自动供给 2
操作篇
6-1-5
焊料电位器的更换
注意事项
●设置到设备上的电位器处于常温状态,请根据所使用焊料锡膏的规格对时间加以管理。
6-1-5-3
SPG EJP6AJ-MB-06OM-02
6-1-5-4
选
购
件
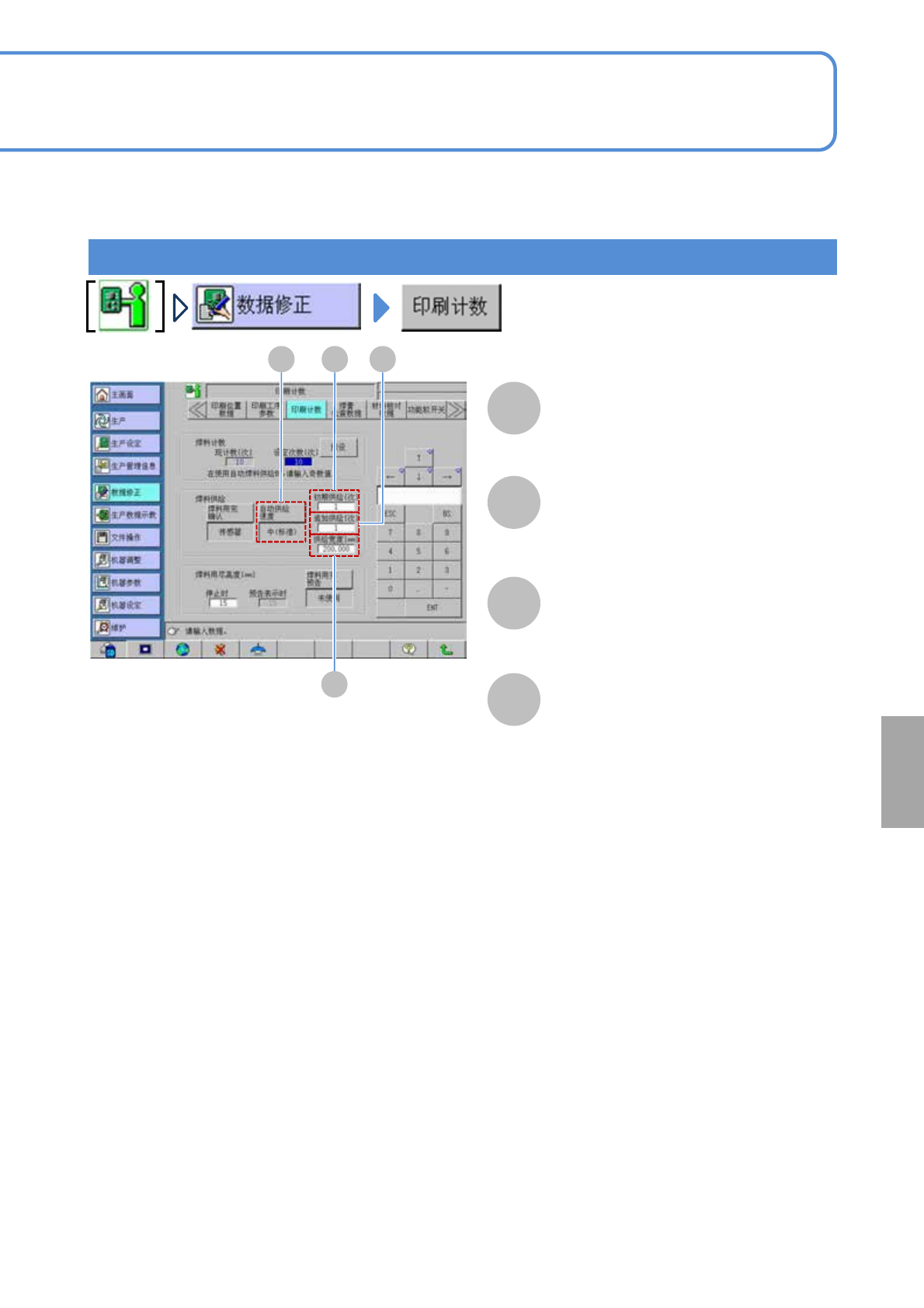
设定
A B
D
C
A
B
C
焊料自动供给速度
从高、中(标准)、低中设定焊料自动供给
的速度。
焊料的初期供给次数
指定焊料定位器的初期投入的供给次数。
焊料的追加供给次数
指定在生产中添补的次数。
D
焊料的供给宽度
指定供给焊料时的宽度(冲程)。
设定值需要小于基板长度。
但是,当基板长度超出290mm时,出于
机械冲程的影响,可动范围有可能会受
到限制。