JM-20 操作说明书 Rev06.pdf - 第135页
操作手册 Ⅱ 2- 102 <封装判断时> <倒角 判断时> 倒角判断也与引 脚判断和封装判 断相同, 如果倒角部分没 有 0.4mm 以上的偏移量就无法 判断。 3) 倒角判断中, 对覆盖住倒 角 部分高度的元 件,夹式吸 嘴无法判 断。 0.1 9m m 0.1 9m m × 使贴片头旋转, 识别时如果夹式 吸嘴挡住了 激光 器,则无法进行 方向判定 × 倒角部分 2.5 mm 2.1 mm 2.1 mm 2. 5 mm
操作手册Ⅱ
2-101
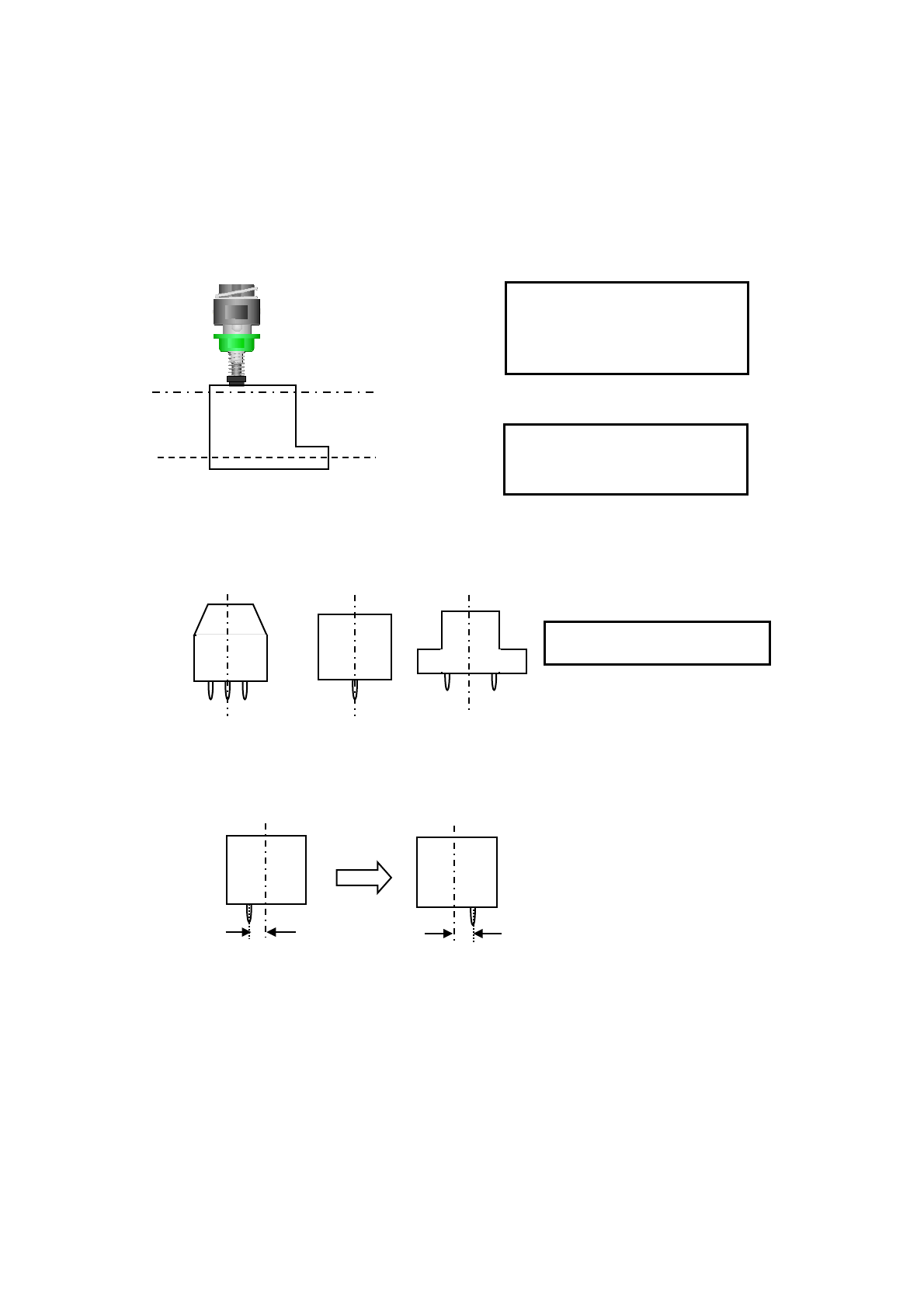
・吸取补正高度
仅吸取
吸嘴可以设置的项目。
因为
吸取吸嘴不知道应吸取元件的什么位置,所以在方向判别时,需要有正确的吸取位置信息。
因此,要在对吸取补正高度进行识别时求出元件与吸嘴的偏移量。
吸取补正高度的默认值为元件高度-0.3mm 的位置。
<吸取补正高度的输入例>
◆不能判断元件方向的元件例
1) 对从封装部中心,封装或引脚宽度左右相同的元件不能判断。
2) 从正方向、反方向观察时,偏移量不足 0.4mm 的元件不能判断。
<引脚
判断时>
判定高度
吸取补正高度
通过对吸取补正高度的元件中
心与吸嘴中心进行补正,使得
能够吸取元件的中心
将补正位置与判断高度的元件
中心进行比较,判定方向
×
夹式吸嘴、吸着吸嘴都不行
0.19mm
0.19mm
×
操作手册Ⅱ
2-102
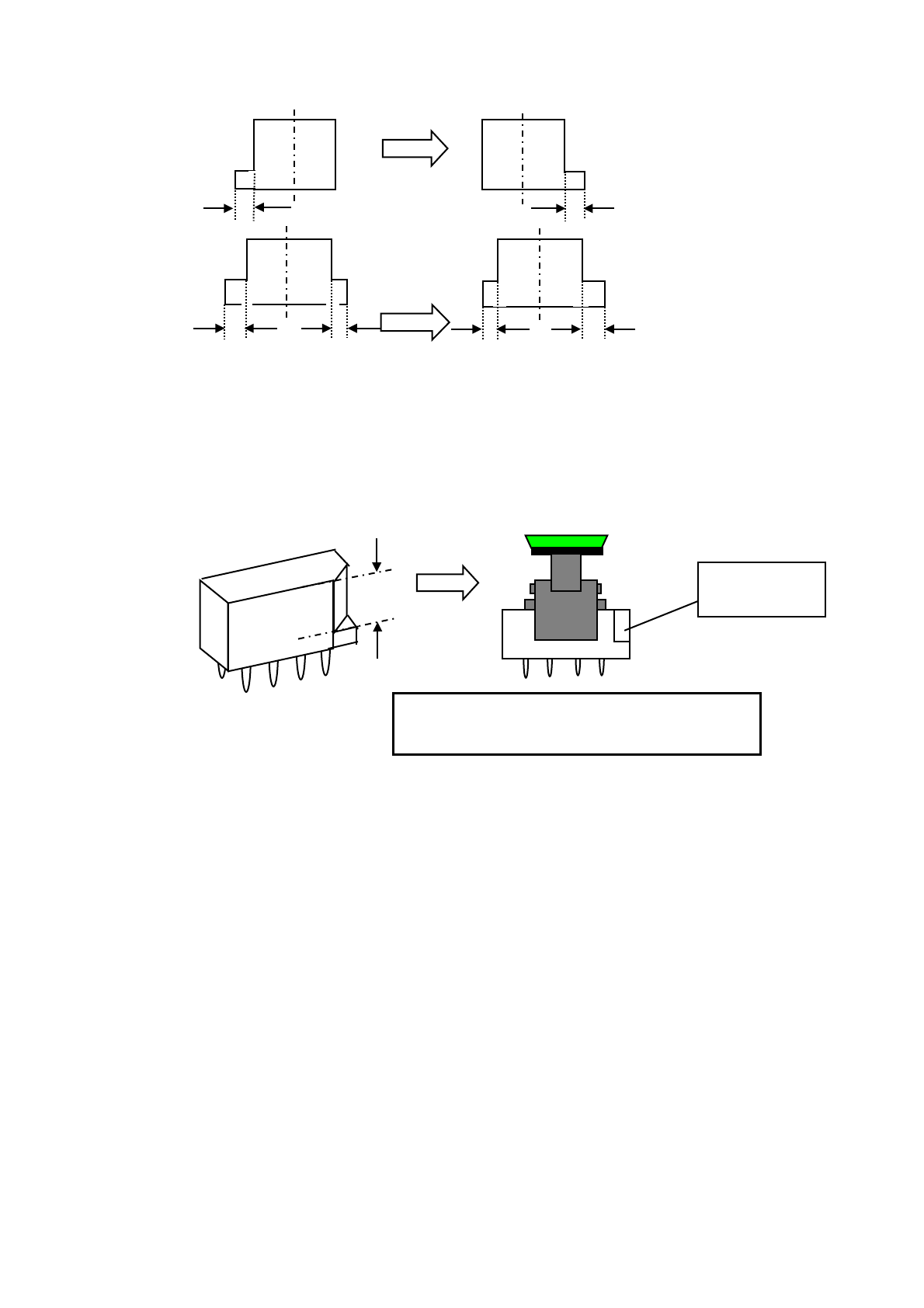
<封装判断时>
<倒角
判断时>
倒角判断也与引脚判断和封装判断相同,如果倒角部分没有 0.4mm 以上的偏移量就无法判断。
3)
倒角判断中,对覆盖住倒角部分高度的元件,夹式吸嘴无法判断。
0.19mm
0.19mm
×
使贴片头旋转,识别时如果夹式吸嘴挡住了激光
器,则无法进行方向判定
×
倒角部分
2.5mm 2.1mm 2.1mm 2.5mm
操作手册Ⅱ
2-103
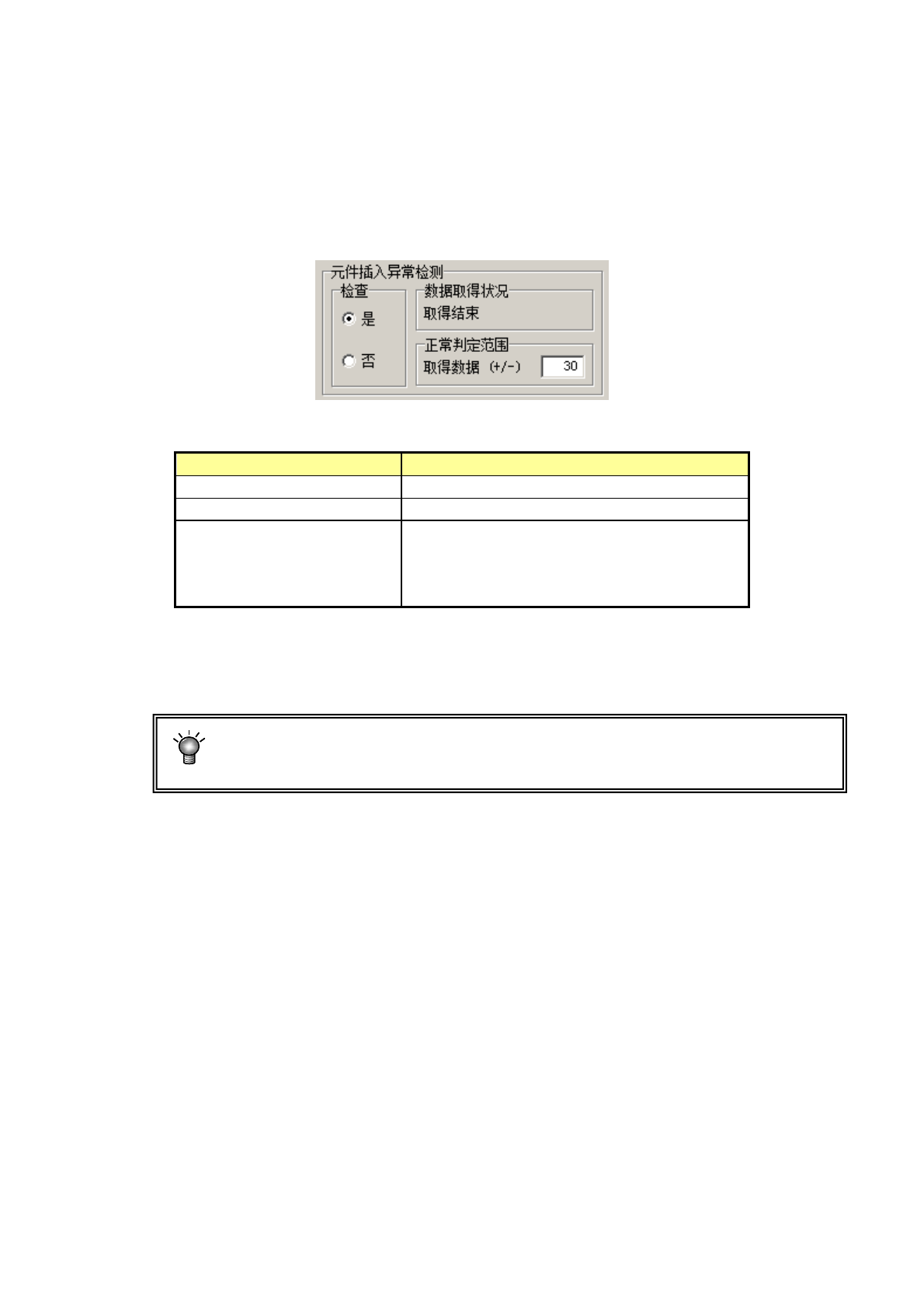
(5)
检测元件插入异常
元件种类为插入元件或 INS 电解电容器时,在元件插入动作的 Z 轴下降中,从 Z 轴的扭矩值变化
发现贴片异常,在元件插入中发生错误而使生产异常结束的功能。由菜单条中「机器操作」/[检
查]/[元件插入异常检测数据取得]取得贴片时的正常扭矩值。
将生产
程序编辑中预先取得的正常时的扭矩值,与生产动作时的扭矩值进行比较,在扭矩值超出
阈值时报错。在机械控制参数中设置判定为错误的扭矩值阈值。阈值为%值,正常值中取得的扭
矩值超出该%时报错。
设置项目
内容
检查 设定是否进行检查。
数据取得状况 显示扭矩率的取得状况。显示未取得/已取得。
正常判定范围 以取得数据为基准,设定正常判定范围。在正
常时的扭矩率数值上加上指定的数值作为上限
的正常判定范围,将减去的数值作为下限的正
常判定范围。
例)正常时的扭矩率数值为 50,正常判定范围的指定数值为 30 时
当生产动作时取得的扭矩率数值低于 20 或高于 80 时,则判断为插入异常。
进行元件插入异常检测时,将 Z 轴的贴片速度设定为「高速 2」时,由于在插入元件
时,贴片速度会暂时转换为「高速」,因此生产节拍会降低一些。