HDF Chinese.pdf - 第10页
HDF 2003 年1月1日 6 项 目 规 格 1 5 其 他 〈控制〉 • 32 位 CPU 微机方式 • 使用 AC 伺服电动机的半闭环 方式 • 彩色液晶显示器 ( 日 语或英语 ) • 操作∶人机对话形式控 制 • 信息∶设备的运转和管 理 • 数据∶显示和编辑 • 标准装备 3.5 英寸 FDD( 格式1 .2MB 或1 .44MB) 〈程序功能…
HDF 2003 年1月1日
5
2)电
气
规
格
项目 规格
1 使用电源
三相 200V±10V 50/60Hz D 种(第 3 种)接地
4.5kVA
主体 2.0kVA
保护气氛的温度调节 2.5kVA(任选项)
2 控制方式 Panadac783AK微机方式
3 命令方式 X-Y轴∶绝对
4 X-Y移动单位 0.01毫米/脉冲
5 控制方式 全自动/半自动/手动/在线
6 NC程序块数目
5,000块/32个机种(最大∶1个机种2,000块)
任选项时为15,000块/32个机种(最大∶1个机种5,000块)
7 阵列程序数目 300块/8个机种(任选项时为300块×32个机种)
8 元器件保存数目 1,000个
9 记号保存数目 200个
10 空打程序数目 8个机种(任选项时最大32个机种)
11 基板程序数目 8个机种(任选项时最大32个机种)
12 向上兼容能力
通过使用RS-232C后能够进行程序的输入输出、输出生产管理信息、
连接监视器功能、遥控
13 温度调节器 Panadac940(3ch)
14 检测粘接剂(胶)残量 Panadac918C由(无触点开关)进行预先警告、由涂部点数进行预先警告
HDF 2003 年1月1日
6
项目 规格
15
其他
〈控制〉
•
32位CPU微机方式
•
使用AC伺服电动机的半闭环方式
•
彩色液晶显示器(日语或英语)
•
操作∶人机对话形式控制
•
信息∶设备的运转和管理
•
数据∶显示和编辑
•
标准装备3.5英寸FDD(格式1.2MB或1.44MB)
〈程序功能〉
•
图象模式重复
•
步进和重复
•
极座标涂布程序
•
内置最佳化程序软件
•
偏心群点涂布程序
•
典型的次品记号·次品记号任意配置功能
HDF 2003 年1月1日
7
1)总体结构图
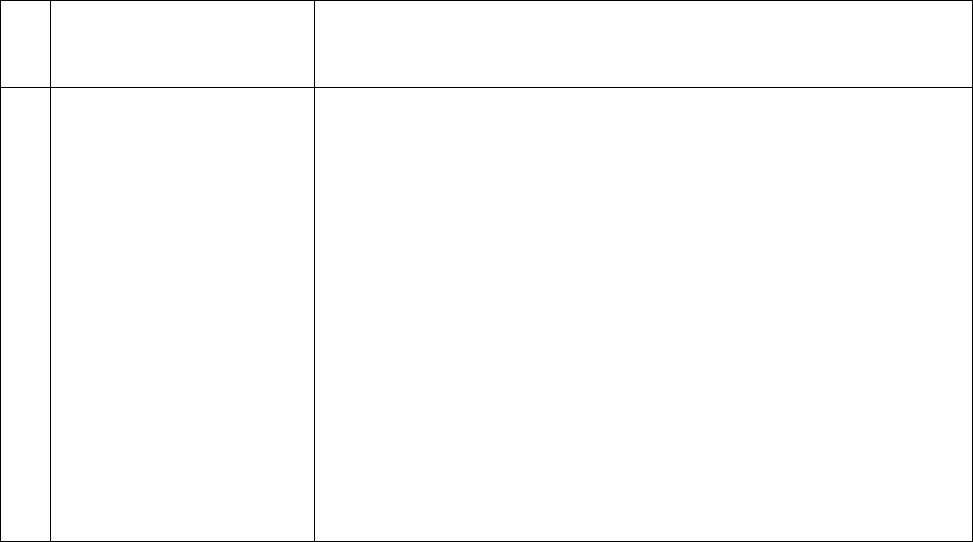
螺旋式涂胶头
结构图
特 征
- 超高速连续稳定涂胶头 -
①涂布速度∶0.07秒/次
(最佳条件时∶X、Y、H=3毫米,无θ旋转)
②由于采用机械形式的挤出,因此不需要补充粘接剂(胶)残量,防止了流水作业的空打损失。
③标准装载空打确认功能
(没有附带原来的反馈功能)
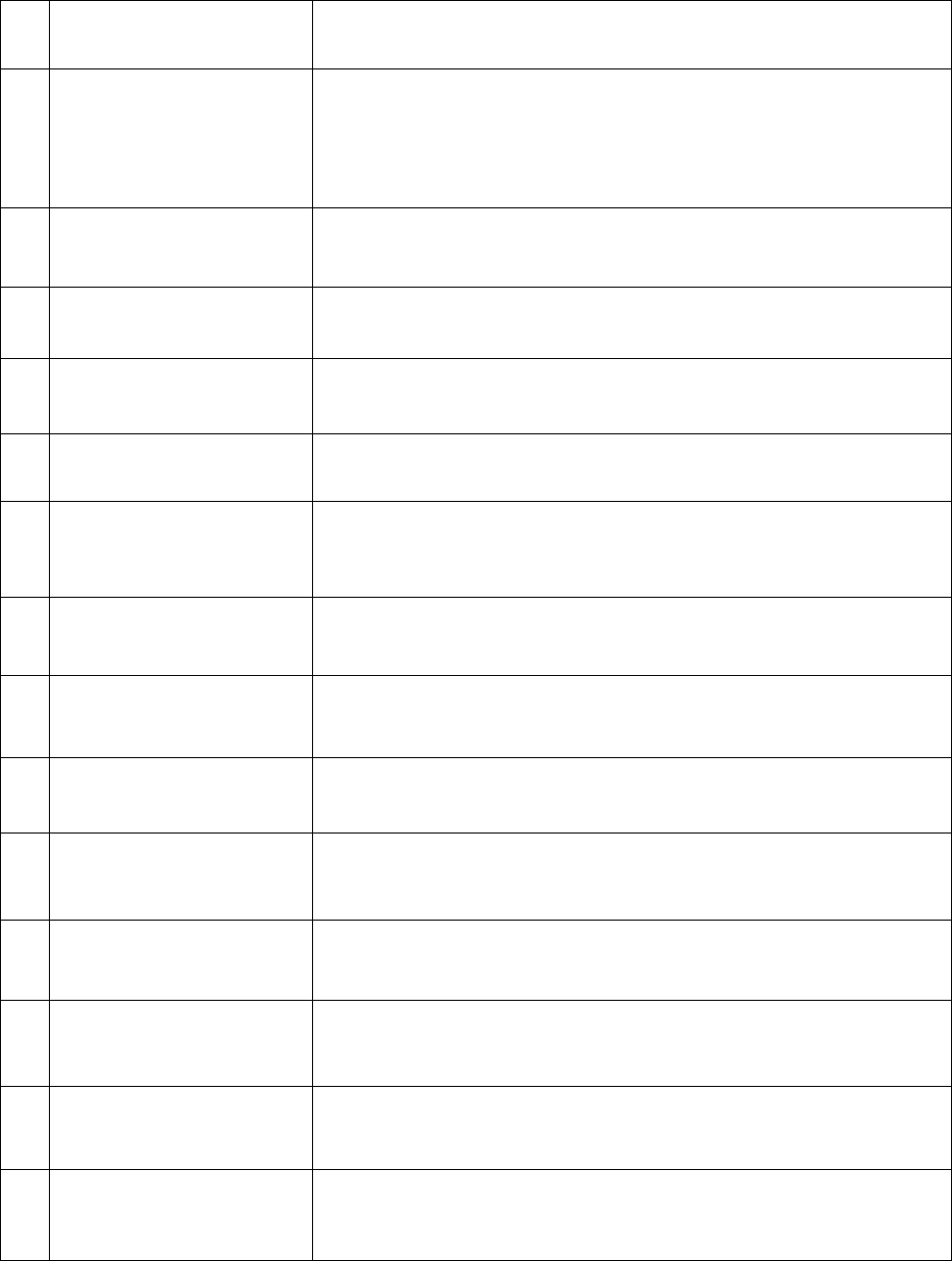
4.机 械 结 构
涂胶头部分
三色信号灯灯架
识别监视器
紧急停止按钮
启动开关
液晶监视器
装卸部分
主操作盘
控制器
进线配电盘
挤出部放大图
空气