HDF Chinese.pdf - 第17页
HDF 2003 年1月1日 13 • 涂胶嘴偏芯校正的测量结果,当涂胶嘴的旋转角度超过± 2 ° 时,则再不得使用。 • 涂胶嘴偏芯校正的测量结果,当涂胶嘴的 X · Y 方向中的某一方向超过± 1毫米时,则再不得使用。 基板矫正时,当 基板本身的矫正角和 偏芯角之和超 过± 3 °时,由于θ轴的极限误 差 而使设备停止运转。 6. 涂胶嘴…
HDF 2003 年1月1日
12
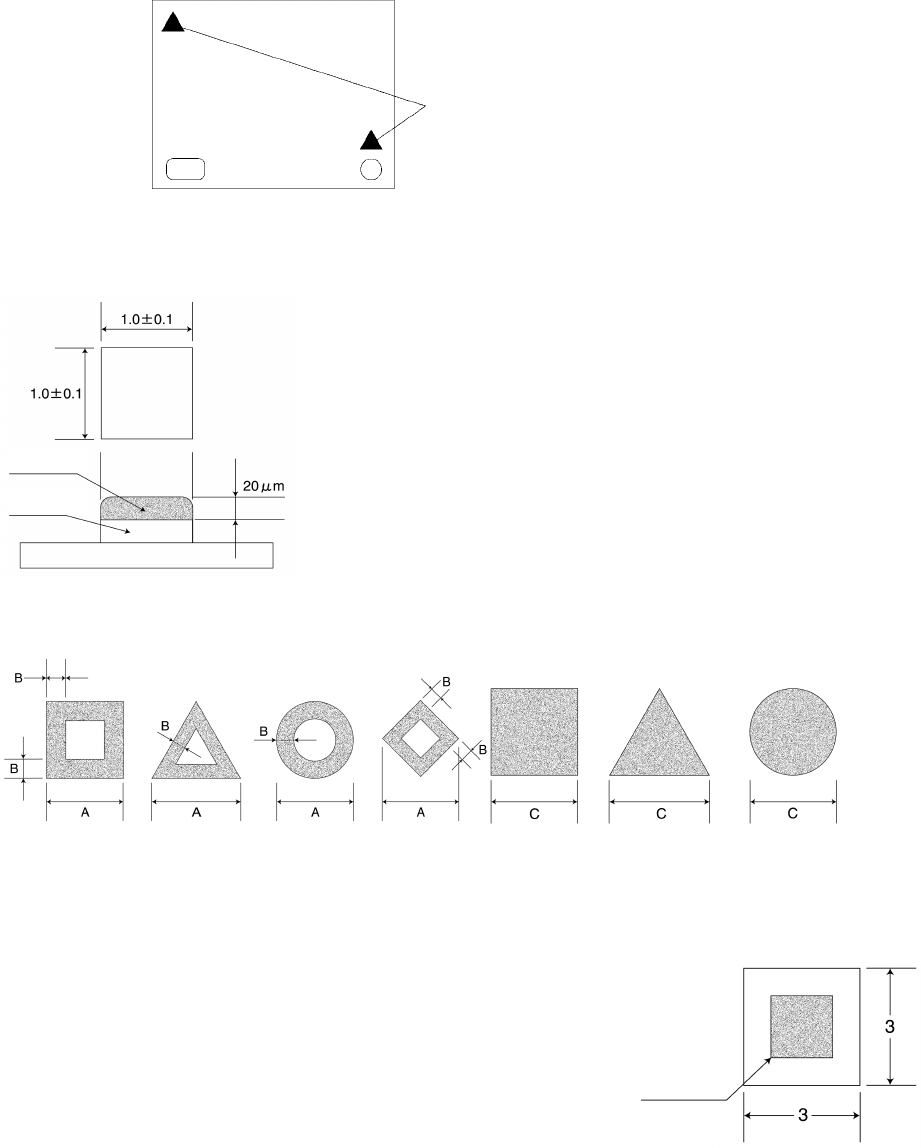
2)识别记号的规格
基板识别摄象机的视野范围为
□
7.5毫米,因此识别记号必需在此视野范围内。
(记号尺寸的确认允许值在表示尺寸的±20%以内)
■ 基板记号的位置
•
基板记号的个数2个
基板记号的设定位置请设定在基板的某一条对角线上的边角部附近。
■ 推荐的记号
为单边1.0毫米的正方形。(实心)
■ 识别记号凡例
•
形状∶正方形、正三角形、园形、菱形
・
也有其他的使用方法,欢迎垂询。
(注)1.推荐的记号为单边1.0毫米的正方形,公差为±0.1毫米。
2.涂焊料(焊料整平器)时,要求做到焊料涂层厚度记号全面
均匀,且表面平坦。
3.焊料涂层厚度规定为20μm以下。
4.记号边角的R规定为≤0.2毫米。
A尺寸(2~1毫米)B尺寸(0.2毫米)C尺寸(0.5~1.0毫米)
处理∶a.铜箔(也可以是实心的)
b.焊料涂层(有时识别会随焊料前面形状的变化而变得困难。)
注意∶a.不得在记号中心±1.5 毫米(3 毫米正方形)周围位置内装设固体电
阻和图形。
b.陶瓷基板需要另外商洽。
基板记号
焊料涂层
铜箔
记 号
HDF 2003 年1月1日
13
•
涂胶嘴偏芯校正的测量结果,当涂胶嘴的旋转角度超过±2°时,则再不得使用。
•
涂胶嘴偏芯校正的测量结果,当涂胶嘴的X·Y方向中的某一方向超过±1毫米时,则再不得使用。
基板矫正时,当基板本身的矫正角和偏芯角之和超过±3°时,由于θ轴的极限误差
而使设备停止运转。
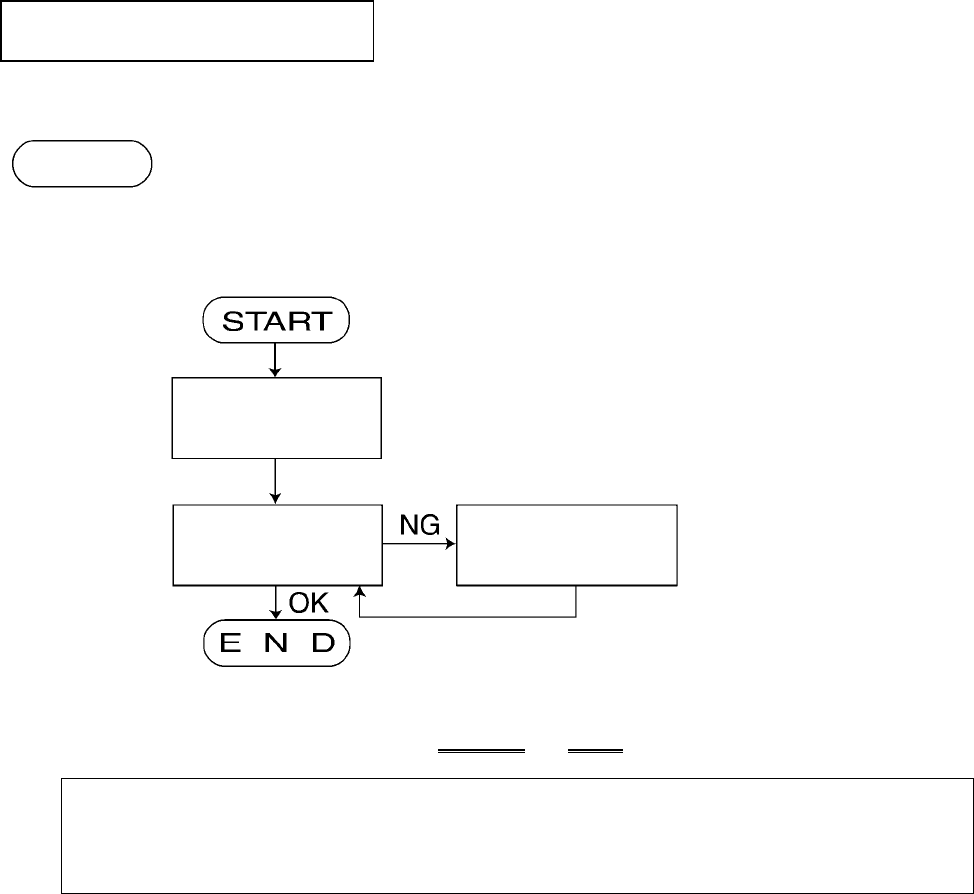
6.涂胶嘴偏芯校正功能
通过修正涂胶嘴的偏芯,能够把涂胶嘴调换前后的涂布位置偏离控制在最小的范围内。
(有时,由于特殊涂胶嘴形状的原因而不能对应地加以修正。请另外商洽。)
特 点
自动地校正各
个涂胶嘴
试验性涂布
(打十字)
微调
(手动输入)
HDF 2003 年1月1日
14
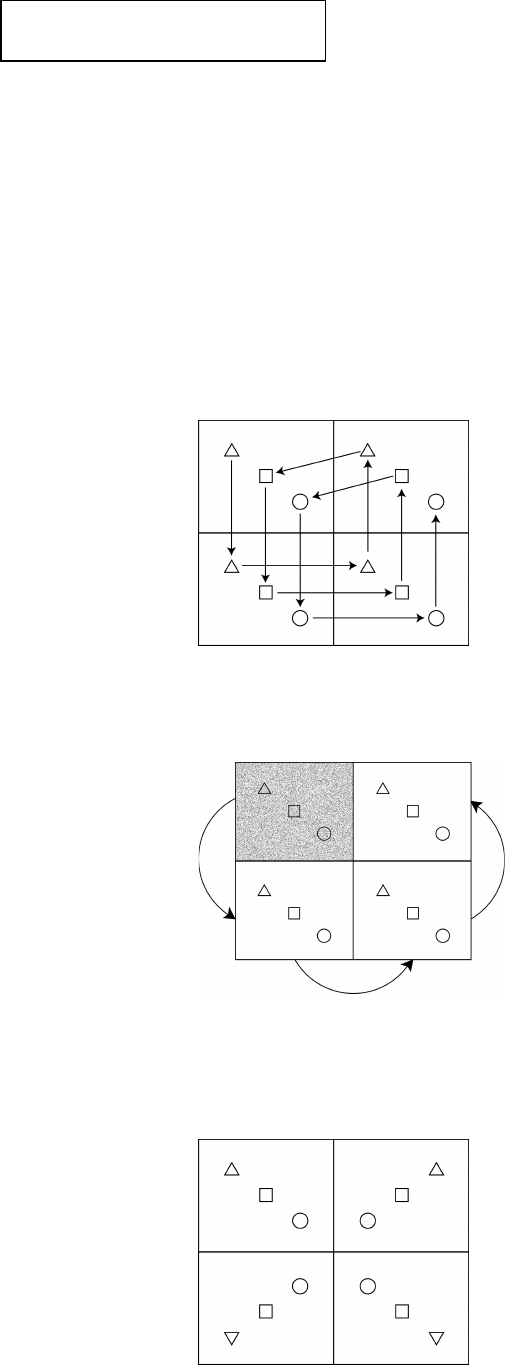
1)程序设计功能
(1)NC数据最佳化功能
•
按次序的先后更换装载机的NC数据,按照各种涂胶嘴的VS、S、L规格进行自动编辑的功能。
•
自动编辑上列NC数据,再进一步缩短各种涂胶嘴移动距离的功能。
•
(存储器内应该拥有足够能够存储新编辑的NC数据的容量。θ旋转方向也能够实现最佳化。)
(2)步进和重复
•
是一种在多面使用的基板上,按次序的先后涂布同一位置的元器件的程序。
(3)图象模式重复
•
是一种在多面使用的基板上设定了一个图象模式后,在其他的位置涂布相同图象模式的程
序方法。
(4)极座标变换
•
是一种在多面使用的基板上设定了一个图象模式后,其他的位置旋转90°、
180°、270°涂布图象模式的程序方法。
7.标 准 规 格