YG200_YG200L_Mainte_C.pdf - 第73页
3-33 3 4 将 F N C 锁 定 针 和 吸 嘴 A S S Y 安 装 在 贴 装 头 上 。 1 . 将 FN C 锁 定 针 和 弹 簧 插 入 多 槽 轴 。 2 . 一 边 朝 上 顶 起 F N C 锁定 针 , 一 边 将 FN C 吸 嘴 A S S Y 插 入 多 槽 轴 。 插 入 FN C 吸 嘴 A S S Y 时 , 需 使 T y p e 2 0 2 F 吸嘴 朝 着 下 方 。 …

3-32
3
3.3.2 FNC 锁定针的清洁和组装
1
清洁 FNC 锁定针和插入部。
用浸有酒精的无尘布擦拭干净 FNC 锁定针、弹簧、
凸轮销、凸轮。
55352-F8-00
2
清洁 FNC 锁定针插入部。
1. 用气枪吹除多槽轴的 FNC 锁定针插入部空气
通道内的尘屑。
2. 用不起尘的棉棒浸上酒精,伸入 FNC 锁定针插
入部(有高差)的内部清洁。
55353-F8-00
参考
在拔掉 FNC 锁定针的状态下清洁多槽轴,可使轴内部的清洁
更为彻底。
棉棒可使用市场有售的波浪形棉棒(粗细在 4mm 以内)。
3
给 FNC 锁定针加油。
用装有涡轮机油(VG32) 的注油器(KV8-M8870)
给 FNC 锁定针加1〜2滴油,再用手指抹匀。
拆下的零部件
Step 1
凸轮
弹簧
FNC锁定针FNC锁定针
凸轮销
凸轮
弹簧
锁定针插入部的清洁
Step 2
用浸有酒精的棉棒擦拭
3-33
3
4
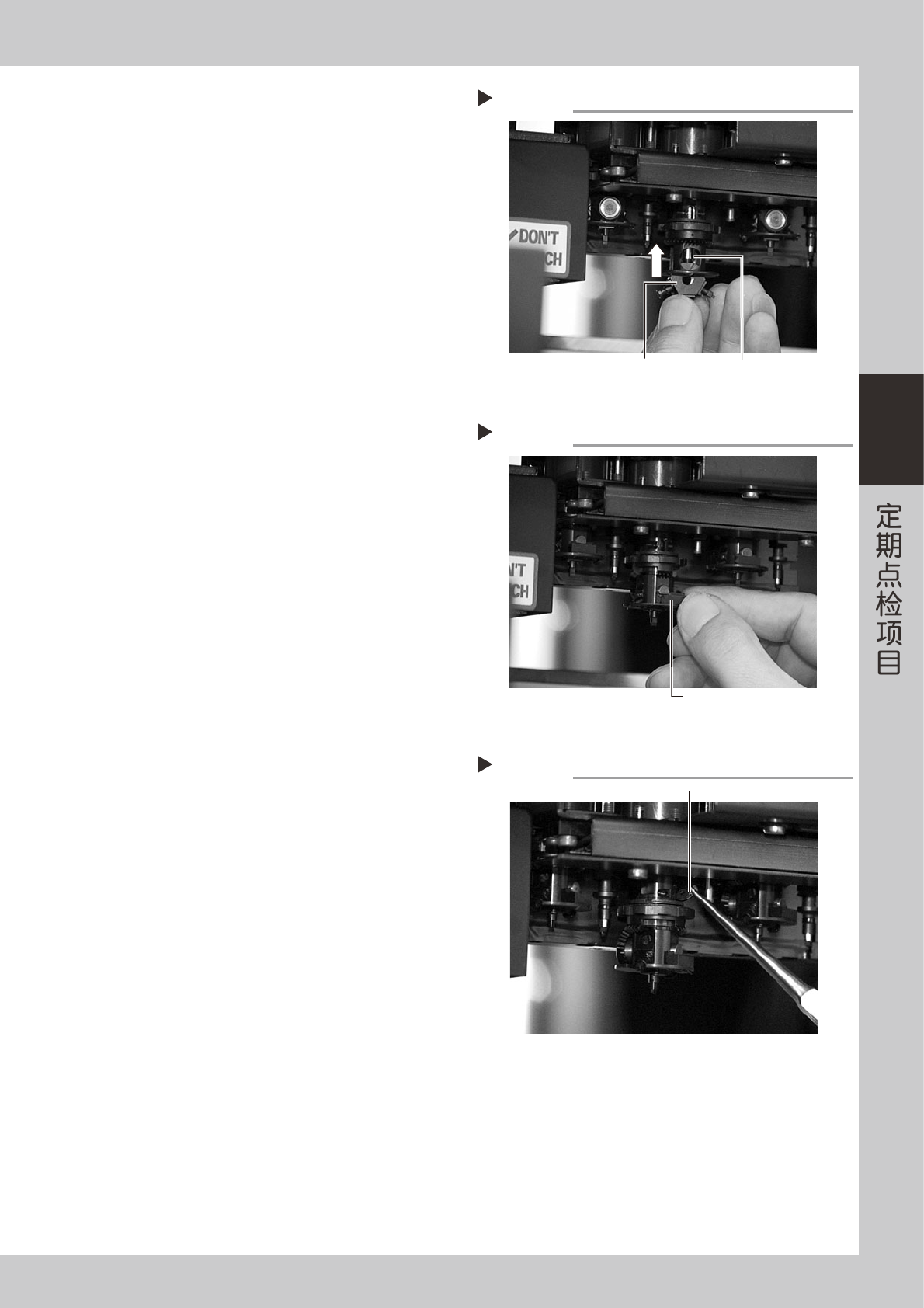
将 FNC 锁定针和吸嘴 ASSY 安装在
贴装头上。
1. 将 FNC 锁定针和弹簧插入多槽轴。
2. 一边朝上顶起 FNC 锁定针,一边将 FNC 吸嘴
ASSY 插入多槽轴。
插入 FNC 吸嘴 ASSY 时,需使 Type202F 吸嘴
朝着下方。
3. 将伞齿轮和轴插入 FNC 吸嘴 ASSY 孔,并嵌入
挡块,使 FNC 吸嘴 ASSY 不致落下。
55354-F8-00
55355-F8-00
5
装上凸轮。
用镊子等将凸轮插入刻度指示架的切口中,将定位
用的钢丝顶针(KV8-M88E2-00X)插入插凸轮销
的孔中,暂时固定凸轮。
55356-F8-00
FNC锁定针的插入
Step 4-2
FNC吸嘴ASSY FNC锁定针
挡块的嵌入
Step 4-3
挡块
凸轮的安装
Step 5
插入凸轮
3-34
3
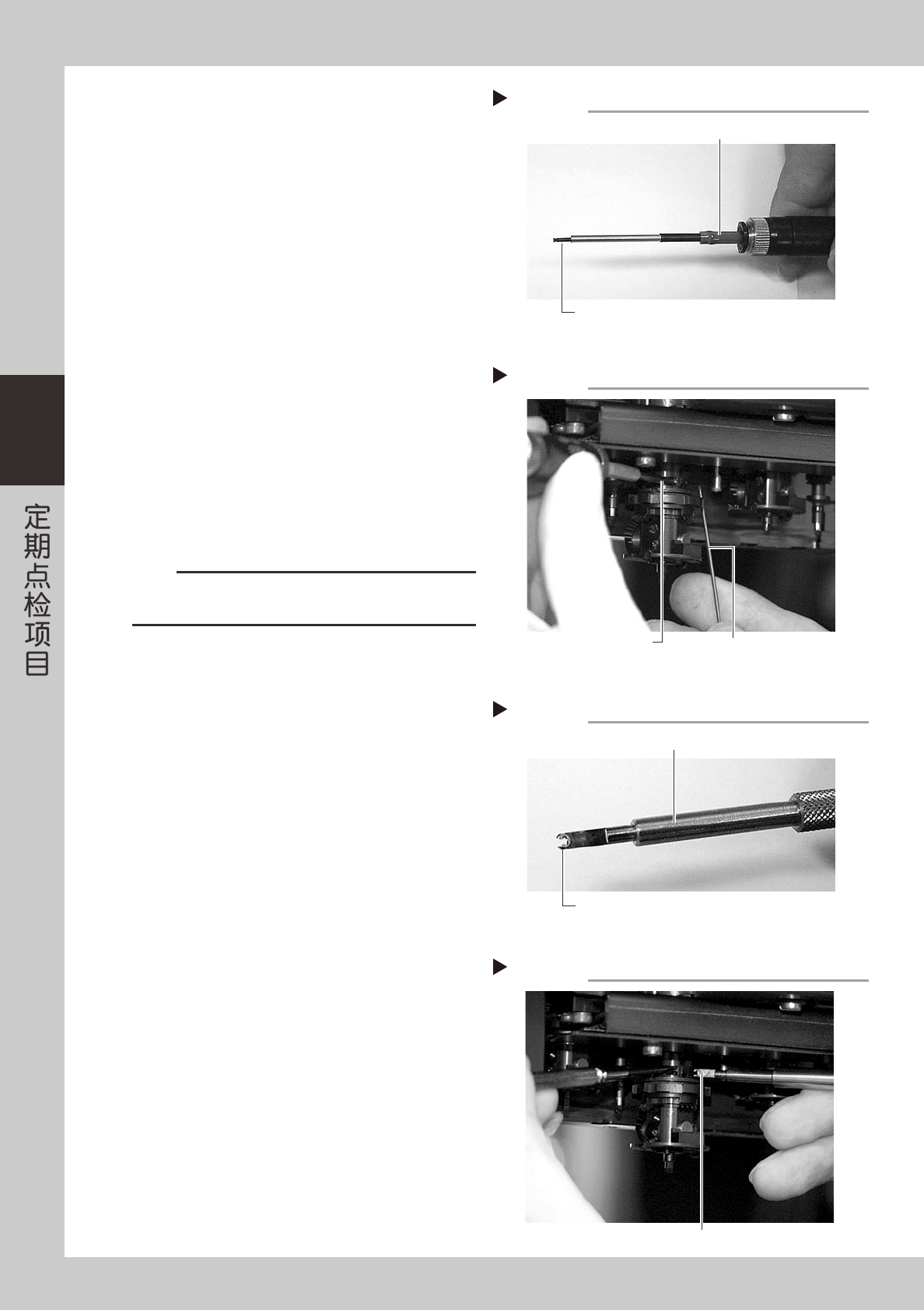
6
组装凸轮销。
1. 将针状吸附 ASSY(KV8-M88E4-00X) 的输气管
与机器的空气插口连接后,用吸嘴端吸附凸轮
销的 E 形圈一端。
2. 边按 Step5 中插入的定位用钢丝顶针,边插入
吸附在针状吸附 ASSY 吸嘴上的凸轮销。
3. 插入后,将针状吸附 ASSY 的输气管从空气
插口处拔下。
55357-F8-00
55358-F8-00
7
将另一凸轮组装在刻度指示架的相反方。
按与 Step5、6 相同的要领进行组装。
8
将 E 形圈装在凸轮销上。
1. 将新的 E 形圈放在 E 形圈安装工具(KV8-
M88E1-00X)的前端。
对准各个开口部。(E 形圈没有正反面)
2. 一边用镊子按住凸轮销的 E 形圈一端,一边将
新的 E 形圈嵌入凸轮销的沟槽中。
55359-F8-00
55360-F8-00
c
注意
安装后,必须用镊子等确认 E 形圈已完全嵌入凸轮销。
一次安装失败的 E 形圈可能会变大,需调换新的 E 形圈。
吸附凸轮销
Step 6-1
针状吸附ASSY
已吸附的凸轮销
插入凸轮销
Step 6-2
插入凸轮销
钢丝顶针
将E形圈装在专用工具上
Step 8-1
将E形圈装在工具的前端
安装E形圈的工具
嵌入E形圈
Step 8-2
嵌入凸轮销的沟槽